晃动、瓢偏及轴弯曲测量
瓢偏、晃度、轴弯曲测量和计算

瓢偏测量记录及计算举例位置编号A表B表A-B 瓢偏度A表B表1-5 50 50 0 瓢偏度=[(A-B)max-(A-B)min]/2=(16-0)/2=82-6 52 48 43-7 54 46 84-8 56 44 125-1 58 42 166-2 66 54 127-3 64 56 88-4 62 58 41-5 60 60 0一、晃动测量将所测转体的圆周分成八等份,并编上序号。
固定百分表架,将表的测量杆安在被测转体的上部,并过轴心。
被测处的圆周表面必须是经过精加工的,否则测量就失去意义。
把百分表的测杆对准图的位置"1",先试转一圈。
若无问题,即可按序号转动转体, 依次对准备点进行测量,并记录下读数。
根据测量记录,计算出最大晃动值。
最大晃动位置为l-5方向,最大晃动值为0.58-0.50=0.08mm。
晃动不除2,180度对应表的差最大值为最大晃动值测量转子的弯曲度:(将相对180的两个读数相减并除以2,再将计算结果按适当比例画一个箭头,箭头指向数值大的一侧,如此8各测点画出四个箭头,(图二)即为轴在该断面处严四个方向的弯曲值。
)为测量轴最大弯曲部位和弯曲度,必须沿轴的同一纵断面设6~8只千分表(图一),测量时将转子全圆周八等分,顺序编号,其1点位置与飞锤方向相同。
各千分表测量杆垂直于轴的表面,测量前各千分表读数调整在同一数值,测量各千分表的距离a、b……(图一)。
盘动转子一周记录各测点读数,共测两遍。
(图二)外圈数字为位置Ⅲ处千分表的读数记录,然后将相对180的两个读数相减并除以2,再将计算结果按适当比例画一个箭头,箭头指向数值大的一侧,如此8各测点画出四个箭头,(图二)即为轴在该断面处严四个方向的弯曲值。
按此方法处理其余各千分表读数。
然后以轴中心线为横坐标,把在同一纵断面的弯曲值画在纵坐标上,连接各点,就可得出一条曲线,为简便起见,近似的画两条直线,交于M 点;M 点的纵坐标即为轴的最大弯曲度。
水泵晃动瓢偏测量及调整
水泵转子晃动产生的原因
轴套1
轴套2
并帽将轴套并紧后,下部张
前面讲泵轴弯曲,可以用转子晃动调整过口来闭,合 其实就是利 用这个原理把泵轴给反方向“拉”过来。
在并帽将轴套旋紧后,下部张口闭合,从而拉动泵轴使之 产生弯曲。
由图可见,晃动度最大点所在相位为自由状态时轴套 接触点所在相位。
水泵转子晃动调整
晃度、弯曲度测量要求
5、百分表使用前检查:表杆与轴接触部位与表杆采用螺纹连接,使用前 检查是否松动。百分表架好后手提表杆并轻轻放回2~3次,读数不变。 6、百分表小针(单位mm)尽量在量程中间部位,大针(单位0.01mm) 通常指在50,也可以指在0位,甚至熟练后,任意位置都行。 大针与小针读数尽量对应。如:小针正对某数值,大针应尽量在0位;小 针在两数之间,也应该根据偏离程度,调整大针在合适读数。这样方便 记录实际读数,尤其当测量转子晃动时,可能数值较大。
3、检查轴套1和轴套端面接 触,说明轴套2端面与轴心线不垂直或不平。
触情况。
3)如果轴套1端面部分接触,轴套2整圈接
触,说明轴套1端面与轴心线不垂直或不平。
参考资料
晃动、瓢偏的定义及部分图,来自: 中国电力出版社《热力设备检修基础工艺》
瓢偏测量采用两块表消除轴向窜动的原理
表1:理想数据
编号:
1
百分表a
水泵转子晃动产生的原因
以两轴套配合为例
轴套1
轴套2
端面与轴心线不垂直,自由 状态时存在张口
叶轮与轴套或者轴套与轴套之间配合时,有1个或2个端面 与轴心线不垂直,或者某个轴套端面不平。如上图所示, 在并帽未并紧时,两边轴套处于自由状态,如果轴是直的 且轴套完全是圆的,那么此时测量晃动度应该接近为零。
轴弯曲测量

5、在直径相对180。的方向上固定两块百分表,把表的测量杆 对准位置1和5距离边缘10-15mm的端面上且与端面垂直,按转 子旋转方向每次转45。,依次对各点进行测量,分别得出1-5、 2-6、3-7、4-8……8-4共8组数据,最后在回到位置1和5上时, 如果转动前后两块表读数相同,则说明测量结果是准确地。 6、飘偏度计算:按照公式:飘偏度=1/2[(A-B)max-(AB)min]计算出飘偏度。 飘偏记录表:如下图
谢谢大家!
六、叶轮晃度测量
1、清理叶轮口环,使其露出金属光泽。 2、把转子的两端轴承处架设在V型铁上,V型铁要稳固。 3、在轴承从键槽中心开始,顺向分成8等份,并用记号笔标记序号。 4、将百分表分别架设在叶轮口环处。 5、各百分表架设好测量杆垂直于轴心线,支点位于叶轮轴同轴的同一纵 断面上,架表的断面要选择正圆或无损伤的部位。
(2)将轴的端面分成若干等份 ( 一般为八等份)。带联轴器的 轴,可按联轴器的螺栓孔等分 , 如图(a); 没有联轴器的轴,以 键槽为起点等分 ,如图(b);并 作上永久性记号。等分点作为测 点 , 以后的一切测量记录都应与 这些记号一致 。
(3)将百分表装在测量位置上(最好在每个测段都装一百分表), 测量杆要垂直轴线,其中心通过轴心,如下图所示 ,将表的大针调到 “50 ”处,把小针调到量程中间,然后缓缓将轴转动一圈,表针应回到始 点。
轴弯曲度数据记录表
测量点 1 2 3 4 5 6 7 8 1’ 靠背轮 50 53 57 60 64 61 57 54 50 轴承A处 70 65 60 55 50 56 60 64 70 轴中处 80 72 65 57 50 58 65 73 80 轴承B处 60 57 53 50 45 49 52 57 60 叶轮处 45 48 52 57 60 56 53 49 45
联轴器连接过程中的测量
汽轮机联轴器连接过程中的测量与调整李志行许顺祥引言:随着近年来大型火电机组的检修和运行经验和技术的不断积累和进步,联轴器的中心以及同心度(亦称同轴度)的调整状态的优劣被证明对大型汽轮机组轴系的振动情况有着直接且显著的影响。
所以在检修过程中联轴器的中心以及同心度(亦称同轴度)的调整也越来越细致,验收标准也更加严格。
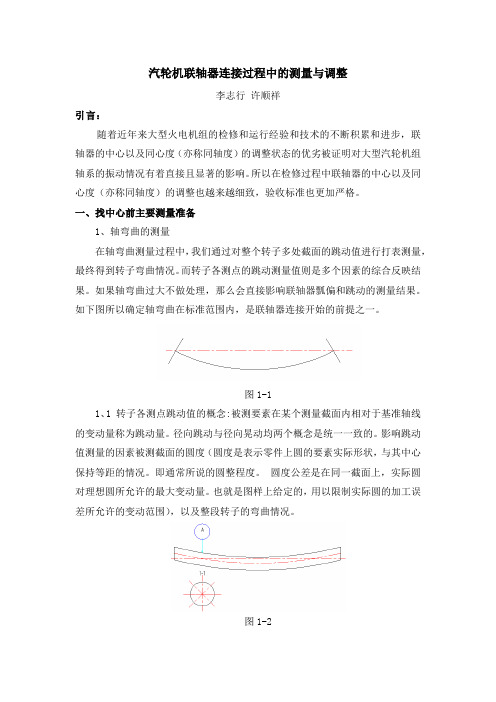
一、找中心前主要测量准备1、轴弯曲的测量在轴弯曲测量过程中,我们通过对整个转子多处截面的跳动值进行打表测量,最终得到转子弯曲情况。
而转子各测点的跳动测量值则是多个因素的综合反映结果。
如果轴弯曲过大不做处理,那么会直接影响联轴器瓢偏和跳动的测量结果。
如下图所以确定轴弯曲在标准范围内,是联轴器连接开始的前提之一。
图1-11、1 转子各测点跳动值的概念:被测要素在某个测量截面内相对于基准轴线的变动量称为跳动量。
径向跳动与径向晃动均两个概念是统一一致的。
影响跳动值测量的因素被测截面的圆度(圆度是表示零件上圆的要素实际形状,与其中心保持等距的情况。
即通常所说的圆整程度。
圆度公差是在同一截面上,实际圆对理想圆所允许的最大变动量。
也就是图样上给定的,用以限制实际圆的加工误差所允许的变动范围),以及整段转子的弯曲情况。
图1-2在上图中1-1截面的轴弯曲测量值应该成如下曲线分布,由于被测截面实际中心在沿基准中心旋转时,不断反复着远离再接近测点的过程,所以测量值在沿圆周展开的坐标图上为正弦曲线。
实际中心偏离程度绝对中心图1-31.2 由于加工误差或测量误差等随即偏差的存在,被测截面的圆度并非为理想绝对圆,而是如下,实际轮廓分布在两个同心圆所限定范围内。
图1-41.3 仅对圆度测量的曲线应该如下图,由于此时假定实际中心与基准中心重合,所以测量值仅表现出被测截面圆周上的随机变化,引起原因有:被测表面机械损伤,未处理彻底的氧化皮,机械加工偏差,被测表面附着物等。
实际中心偏离程度绝对中心图1-5实际被测截面跳动测量值应为以上两部分的叠加值实际中心偏离程度绝对中心图1-6一般情况在没有严重的轴弯曲的情况下,最终该截面的跳动测量值表现出的是被测截面圆度的随机误差,弯曲度大于圆度平均随机误差时,测量值才可反映出轴弯曲情况。
转动体跳动和瓢偏测量教案

项目:转动体跳动(晃动度)和瓢偏测量培训目标:◆能够正确使用百分表,正确组装百分表架组件和架置百分表◆能够使用百分表进行转动体跳动和瓢偏测量的记录、计算。
◆能够确定转动体最大跳动点和瓢偏点所在位置。
培训内容:◆学习百分表的读值和装架。
◆学习转动体跳动和瓢偏测量的方法与操作步骤培训要点:◆转动体跳动和瓢偏测量的目的◆百分表的组装,读值和正确使用◆转动体跳动和瓢偏的测量过程和记录、计算◆贯彻标准化检修理念培训对象:◆初级工及以上从事机械检修人员培训学时:◆转动体跳动和瓢偏测量理论知识及操作方法讲解2学时◆转动体跳动和瓢偏测量实际操作6学时转动体跳动(晃动度)和瓢偏测量培训教案第一节相关基础概述一、百分表的使用百分表是装在支架上用的读数指示表。
常用来检验零件的跳动、同轴度和平行度等,主要是作比较测量用。
常用的百分表包括表圈、测量杆、测量头等,分度值一般为0.01mm,其表盘上一圈共有刻度100格,测量杆移动1mm,推动指针旋转1圈,因此,长指针每转到1格,相当于测量杆移动0.01mm。
除长针外,还有1个小指针,长指针旋转1周,小指针即在转数指示盘上转过1格。
使用要求:1.使用前应检查百分表完好,测量杆伸缩自如、灵活。
2.工件的测量面,清洁干净,无锈垢。
3.固定表架的磁力表座、连接杆等固定牢靠,无松动,不影响转动体的转动。
4.测量杆和测量头要与工件的测量面垂直。
(其他相关知识)第二节转子瓢偏测量一、转子瓢偏测量瓢偏是指转子上固定的部件,如推力盘、叶轮、联轴器等部件轮缘所在平面与中心轴的不垂直度,即相隔180°不垂直度相差的最大值。
当瓢偏值超过允许值后将会导致推力瓦块的不均匀磨损,或动静部分碰磨及中心不正等。
瓢偏的测量方法是将圆周等分为8等份,并用笔标上序号,然后在直径相对180°的方向上固定两只百分表A 表和B 表(如图所示2-1),将表测量杆适当收缩一部分。
(图2-1)然后盘动转子,依次对准各点进行测量,最后回到初始位置。
转子晃度、瓢偏度与轴颈椭圆度与锥度的测量技巧

减少 事故 的发生 。 提 高设备 的寿命 及效 益 。
参 考文献
『 1 1 史 月涛. 汽轮 机设 备 与运 行【 M] . 北京: 中国 电力 出版社 ,
中, 为0 . O 1 , 椭 圆度 为 0 . 0 1 .
表 3 椭 圆 度和 锥 度 测 量数 据
结 果
最 大 晃动 度 为 o . 0 2
\ /
~
\ /
L
’。。’。。—
—
— —
.
/ \ 八' _ /I 3 一 、 一 /
\/ _ V
.
.
6
! O 4 9 . 5 0
.
3 — 7 : 一 0 . 0 2
A
l — . . . 1 一
B
Lห้องสมุดไป่ตู้
C
: 8
l
! 0 ・ 51
.
4 — 8 : 一 O . 0 l
一
图 3 测 量 椭 圆 度和 锥 度 百分 表 的架 设
0 . 5 0
例 如 ,在 在某 次测量 中 ,测得 各数 据如 表 3所 示 ,分 别 在 A、 B、 C三 点 的最 大 锥 度 为 B—B截 面
4、 —/ 6
)
/ = 、 \ 8
V
4 结 语
图 2 测 量 瓢 偏 时 百分 表 的 架 设 表 2 瓢由 自 测 量 数 据 位 置 表 A 表 B A—B
汽轮机 和转 动设 备是一 项精 细的工作 ,应 严格
晃动、瓢偏及轴弯曲测量

晃动、瓢偏及轴弯曲测量
主要内容
基本概念 晃动、瓢偏的产生原因 晃动、瓢偏的危害 晃动的测量 瓢偏的测量 轴弯曲测量
一、基本概念
晃动:旋转零件外圆面对轴心线的径向跳动, 称为径向晃动,简称晃动。 晃动度:晃动程度的大小称为晃动度。 瓢偏:旋转零件端面沿轴向的跳动,即轴向 晃动,称为瓢偏。 瓢偏度:瓢偏程度的大小称为瓢偏度。来自二、晃动、瓢偏的产生原因
1、轴弯曲; 2、加工误差; 3、安装、检修质量不到位; 4、热处理工艺不当,造成热应力变形; 5、由动静摩擦引起热变形。
三、晃动、瓢偏的危害
1、影响转体的质量平衡; 2、造成动静部件的摩擦 ; 3、易造成轴向配合面磨损或烧瓦事故; 4、影响找中心及联轴器的装配精度,导致机 组的振动超常; 5、会造成齿轮的啮合不良以及三角皮带的超 常磨损。
四、晃动的测量
1、擦拭轴或套装件,并将其支好; 2、将所测转体的圆周(轴端面)八等分; 3、架设、调试百分表; 4、按工作转向转动转体,依次记录各测点的 读数; 5、计算晃动度(最大值-最小值)。 ▲注意:最大值与最小值不一定正好是在同一 直径上 。
五、瓢偏的测量
1、擦拭转体端面,并将转子支好; 2、将所测转体的端面八等分; 3、架设、调试百分表(A、B两块表); 4、按工作转向转动转体,依次记录A、B两表在各测 点的读数(图形法或表格法)。 5、计算瓢偏度(图形法或表格法)。 6、再测一次,两次的结果应接近。 ▲注意:瓢偏度是转体端面最凸处与最凹处之间的轴 向距离。
谢谢!
六、轴弯曲测量
1、擦拭转轴,并将轴支好,测量轴颈的不圆 度(应≤0.02mm); 2、将轴分成若干测段,测记各测段到轴头的 距离; 3、将轴的端面八等分 ,逆转向编号; 4、在轴端设一固定的标点 ,以保证每次的转 动角度一致; 5、架装百分表 ,并检查百分表的灵敏度;
转子晃度、各部件瓢偏度、轴颈的椭圆度和锥度测量

转子晃度、各部件瓢偏度、轴颈的椭圆度和锥度测量1,转子晃度测量(1)用00号细砂布,将测量位置打磨光滑,将百分表架固定在轴承座或汽缸水平结合面上,表的测杆头支触到被测表面上。
为了测定最大晃度的位置,一般将圆周划分为8等分,以第一飞锤向上为起点,用粉笔顺序编号。
(2)表的测杆应和测量表面垂直按旋转方向盘动转子,一般情况下,不得逆向盘动转子,顺序记录各点测量数据,最后回到起点。
该点的读数应与原始数据相符,否则,应查明原因,并重新对数据进行测量。
最大晃度值,是直径两端,各相对差值中的最大差值。
(3)叶轮轮缘或轮毂上晃度的测量,用安置在专用表架上的百分表。
通过加长杆来进行测量,专用表架固定在气缸平面上,百分表处于叶轮的轮缘外边,便于测量和调整。
(4)晃度测量工作,为大修标准项目,应在检修中执行,但如遇有下列情况,更需仔细地进行测量、检查,以便及早发现问题,并予以处理:叶轮之间的轴段或轮毂,有单侧磨损现象;汽轮机在运行中,振动较大;轴承乌金脱落;轴封单侧摩擦;轴封套位置发生偏移;大轴有弯曲的可疑现象。
2,转子上各部件瓢偏度测量(1)从危机保安器第一飞锤向上为起始位置,顺序将圆周八等分,用粉笔标清序号,除高压转子可用推力瓦定位外,其他转子定位需用定位压板给予定位,防止过渡窜动,给测量造成窜动。
(2)在直径相对1800的方向上,固定两只百分表,把表的测杆对准1号和5号,距边缘10-15毫米的端面上,且与盘面垂直,按转子旋转方向,每次盘动转子450,,依次对各测点进行测量。
最后,在回到位置1和5测点时,如果转动前后两表指示差值相等,则说明测量结果基本准确。
(3)在测量过程中,各点的指示值如果不是平衡地进行变化,表示百分表不灵活或被测盘面不规则,此时,应查明原因,加以消除,然后再进行测量,直到确信所得到的瓢偏值正确为止。
(4)瓢偏值的计算:先算出两表在同一位置读数的平均值然后,求出同一直径上两数之差,即为该直径上瓢偏度的绝对值,其中最大值为最大瓢偏值,即为该直径上瓢偏度的绝对值,其中最大值为最大瓢偏值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三、晃动、瓢偏的危害
1、影响转体的质量平衡; 2、造成动静部件的摩擦 ; 3、易造成轴向配合面磨损或烧瓦事故; 4、影响找中心及联轴器的装配精度,导致机 组的振动超常; 5、会造成齿轮的啮合不良以及三角皮带的超 常磨损。
六、轴弯曲测量
1、擦拭转轴,并将轴支好,测量轴颈的不圆 度(应≤0.02mm); 2、将轴分成若干测段,测记各测段到轴头的 距离; 3、将轴的端面八等分 ,逆转向编号; 4、在轴端设一固定的标点 ,以保证每次的转 动角度一致; 5、架装百分表 ,并检查百分表的灵敏度;
六、轴弯曲测量
6、将轴沿工作方向转动,依次测出百分表在 各等分点的读数,并将读数按测段分别记录 在记录图中,并在记录图的下方绘制弯曲向 量图。 7、绘制最大弯曲断面的轴弯曲图。 8、进行二次测量,绘制完整的轴弯曲曲线图。
谢谢!
课题二十二
晃动、瓢偏及轴弯曲测量
主要内容
基本概念 晃动、瓢偏的产生原因 晃动、瓢偏的危害 晃动的测量 瓢偏的测量 轴弯曲测量
一、基本概念
晃动:旋转零件外圆面对轴心线的径向跳动, 称为径向晃动,简称晃动。 晃动度:晃动程度的大小称为晃动度。 瓢偏:旋转零件端面沿轴向的跳动,即轴向 晃动,称为瓢偏。 瓢偏度:瓢偏程度的大小称为瓢偏度。
四、晃动的测量
1、擦拭轴或套装件,并将其支好; 2、将所测转体的圆周(轴端面)八等分; 3、架设、调试百分表; 4、按工作转向转动转体,依次记录各测点的 读数; 5、计算晃动度(最大值-最小值)。 ▲注意:最大值与最小值不一定正好是在同一 直径上 。
五、瓢偏的测量
1、擦拭转体端面,并将转子支好; 2、将所测转体的端面八等分; 3、架设、调试百分表(A、B两块表); 4、按工作转向转动转体,依次记录A、B两表在各测 点的读数(图形法或表格法)。 5、计算瓢偏度(图形法或表格法)。 6、再测一次,两次的结果应接近。 ▲注意:瓢偏度是转体端面最凸处与最凹处之间的轴 向距离。