压铸模温
压铸模具防止粘模的措施
压铸模具防止粘模的措施
防止压铸模具粘模的措施有以下几点:
1. 调整压铸工艺参数:根据铸件的结构和使用要求,计算出合理的工艺参数,如压力和速度的大小、合金的浇注温度、模具的温度等。
2. 改进浇口系统的设计结构:为了防止合金液不断冲刷型腔壁或型芯,应适当增加内浇口的截面积。
改变浇口的位置和导入方向,使导入处于宽厚位置,尽量采用底注法的开放式浇注系统。
3. 铝合金模具的温度控制:使用红外测温仪检测粘模部位,将模具温度控制在150℃~220℃之间,使模具达到热平衡。
铝合金的浇注温度根据铸件的
要求设定为最低,在610℃~680℃之间,以减少粘模的形成。
4. 模具表面处理:使用熔点较高的特殊材料来处理模具表面,或者采用其他方法来改善模具的表面性质,如增加硬度、降低模具表面活性等。
5. 检查模温是否正常:适当降低合金液浇注温度和模具温度。
6. 检查脱模剂配比是否异常:尝试更换脱模剂,调试喷涂位置和喷涂量。
7. 对压铸模具表面进行抛光:对已氮化过的模具,慎重抛光,防止破坏掉表面的氮化层。
8. 修改模具冷却系统:调整压铸工艺参数,适当降低压射速度,缩短二速行程。
9. 在动模上磨几条横沟:即可,压铸件上会表现被拉的很亮,不会损坏。
这样可以增加很多动模侧的包紧力,把压铸件带到动模上。
这些措施都可以在一定程度上防止压铸模具粘模,具体应用需要根据实际情况进行选择和调整。
压铸工艺包含广泛

压铸工艺包含广泛,现就几种主要参数和大家分享~·1.压力参数~2.速度参数~3.温度参数~4.时间参数~5.定量浇料和压室充满度(一)压铸工艺之~~压力参数压力是获得铸件组织致密和轮廓的主要因素1压射力1.1压射力的计算压射力是压铸机压射机构中推动压射活塞的力。
压射力的计算公式为:Py=P g(πD²/4)式中:Py-----压射力,KN. Pg-----压射缸压射腔内的工作液压力。
对于未增压前的压力,即为储能器或液压系统的工作压力,MPa;D----压射缸的内径,mm2.比压2.1比压及其计算比压又称压强,是压室内熔融金属在单位面积上所受的压力。
比压分为压射比压和增压比压。
2.2压射比压在压射过程示意图中,金属液越过浇料口阶段0----1,金属液堆聚阶段1—2和填充阶段2---3等各个阶段中推动冲头的压力即为压射力(射料力),用这个压射力计算得到的比压即为压射比压。
压射比压计算公式为Pb=4Py/πd²式中:Pb---压射比压MpaPy-----压射力,KNd----压室直径(重头直径)mm2.3增压比压在增压阶段3—4终了时,用增压压射力计算得到的比压,成为增压比压,增压比压的计算式为:Pbz=4 P yz/πd²。
2.4推荐选用的增压比压单位Mpa铝合金普通件40技术件40-70受力件70-120镁合金普通件40受力件40-60受力件60-100锌合金普通件20技术件20-40受力件40-60铜合金40技术件40-80受力件80-120以上关键取决于铸件的壁厚而定,一般壁厚大于3mm取上限值为宜(二)压铸工艺----速度参数速度是压铸填充过程中能获得轮廓清晰,表面光洁的重要因素1冲头速度压室内冲头推动金属液时的移动速度称为冲头速度,也称为压射速度。
1.1慢压射速度,在越过浇料口阶段0-1和金属堆积阶段1-2冲头的移动速度为慢压射速度,平常0-1和1-2合为一个阶段,速度控制在0.1~~0.3m/s0.2~~0.8m/s根据生产过程中的实际情况调节,1.2快压射速度快压射速度是为了能快速的将金属液充填于型腔,其速度的大小和内浇口i速度有很大关系,下面详解。
压铸模温机工作原理

压铸模温机工作原理嘿,朋友!你知道压铸模温机吗?这可是个相当神奇的设备呢。
今天我就来给你好好讲讲它的工作原理。
我有个朋友叫小李,他就在一家压铸厂工作。
有一次我去他厂里玩,看到那些压铸模具,就好奇地问他:“这模具工作起来温度咋控制啊?”他就把我带到一台压铸模温机面前,神秘兮兮地说:“全靠这个小能手呢!”压铸模温机啊,就像是模具的专属温度管家。
它的主要任务就是让压铸模具的温度保持在一个合适的范围。
这就好比我们人,要是身体温度过高或者过低,都会生病不舒服,压铸模具也是一样的道理。
如果温度不合适,那压铸出来的产品质量就会大打折扣。
那它到底是怎么做到控制温度的呢?这得从它的内部结构说起。
压铸模温机有加热系统和冷却系统。
这就像一个冷热双用的魔法棒。
先说说加热系统吧。
加热系统就像是一个小火炉,给模具源源不断地提供热量。
它通过加热管或者其他加热元件来产生热量。
就好像我们冬天里的暖气片,不断地散发着温暖,让整个屋子都热乎乎的。
加热管里面有电阻丝,电流通过电阻丝的时候,电阻丝就会发热,就像我们用的电热水壶,插上电一会儿水就烧开了,就是这个道理。
这热量就会传递到导热油或者水这些媒介当中。
这些媒介就像一个个勤劳的小信使,带着热量跑到模具那里去,把热量传递给模具,让模具的温度升高。
我记得有一次,厂里来了个新的小徒弟,他就特别好奇地问:“这热量怎么就能乖乖地跑到模具那去呢?”小李就笑着说:“这就是媒介的作用啦,就像你让小狗去叼个球回来,小狗就会听话地去做,导热油或者水就像这听话的小狗,把热量送到该去的地方。
”可是啊,只加热可不行,要是模具一直升温,那不就成了“热锅上的蚂蚁”了吗?这时候冷却系统就该登场了。
冷却系统就像是一场及时雨,能给过热的模具降温。
它通过冷却水管或者其他冷却装置来带走热量。
就像我们夏天吃的冰棍,冰棍周围的空气因为冰棍的低温而变冷,这就相当于冷却系统把模具周围的热量给带走了。
冷却水管里的水就像一个个冷静的小助手,把热量从模具那里带走,让模具的温度降下来。
压铸模温度控制方法
Die Temperature 模具温度
-Too Low 太低 Cold shots冷纹 Short shots填充不饱满 Porosity孔穴 Excessive contraction过度收缩
-Too High 太高
Hot tearing热裂 Warping弯翘 Blisters表面气孔 Porosity孔穴 Flashing飞边 Ejection problems顶出问题
Die temperature starts at ambient 从室温开始加热 Increase to operating temperature 加热至操作温度 Four methods available四种方式 Warm-up shots打料加热 Gas heating气体加热 Oil heating油加热 Electric heating电热
Die Temperature Range模温笵围 Range模温笵围
Optimum适当
Temperature温度 Temperature温度
Upper Limit 上限 Lower Limit 下限
Ambient环境
Die模具
Metal金属
Die Pre Heating模具预热 Heating模具预热
Die Temperature Control Options for Die Casting 压铸模温度控制方法
G. L. Wilson
Die Casting Seminar, Shenzhen, 2004
Die Temperature模具温度 Temperature模具温度
Significant process variable 重要的工艺参数 Effects casting quality 影响铸件质量 Effects production rate 影响生产效率 Effects casting cost 影响铸件成本
压铸模温机安全操作及保养规程

压铸模温机安全操作及保养规程1、压铸模温机基本介绍压铸模温机是一种加热介质为油或水,进行模具或铸造件加温的设备。
它的工作原理是通过电热回路将加热介质加热后送至加热器,再通过送风机将热空气送至模具处,进行加热。
2、压铸模温机安全操作步骤2.1 压铸模温机启动前的准备1.检查加热介质油或水的储量,确保充足2.检查电气接线是否正常3.检查加热器是否能正常启动4.检查送风机、排气扇是否符合开启标准5.检查温度计、压力表等设备是否正常2.2 压铸模温机启动1.按照说明书开启设备电源2.按照设备厂家要求设置加热温度、时间等参数3.按照设备厂家要求控制送风机、排气扇等设备的开启和关闭2.3 压铸模温机工作期间的安全操作1.严格按照设备厂家的要求进行操作2.严禁在工作期间触碰设备电气元件、热气流等部分3.在检查设备时,先切断电源并等待设备冷却后再进行操作4.严格按照要求进行每日或每周的设备保养工作2.4 压铸模温机停机与维护1.停机前先关闭送风机、排气扇等设备2.停机后切断加热器电源3.记录设备停机时间、异常事件等问题4.按照设备厂家要求定期进行设备保养,例如更换油、更换部件等3、压铸模温机保养规程3.1 设备日常保养工作1.每日对设备进行巡查,检查设备运行状态是否正常,有无异常出现2.每日清洁设备表面、热交换器、压缩机等部位,并注意防止金属件表面生锈3.检查设备电气元器件是否松动、过热或老化,是否存在危险4.检查液压系统、油泵、传动带等部位是否正常5.检查热油系统油位、预热器、滤网等部位是否正常3.2 设备定期保养工作1.在设备停机的情况下按照设备厂家要求进行保养,例如更换油、更换部件等2.定期检查设备的损耗情况,如制冷量是否正常、电气元器件老化情况等,及时进行更换或者维修3.定期清洗设备内部部件,确保设备运转正常,同时避免杂质、锈斑、污垢等对设备损坏或者设备故障4.定期更换压缩机的润滑油,控制油泵的正常工作。
压铸工艺之温度
1.浇注温度浇注温度是指金属液浇注人压室的温度.生产中是通过控制保温炉中合金液的温度来实现控制浇注温度。
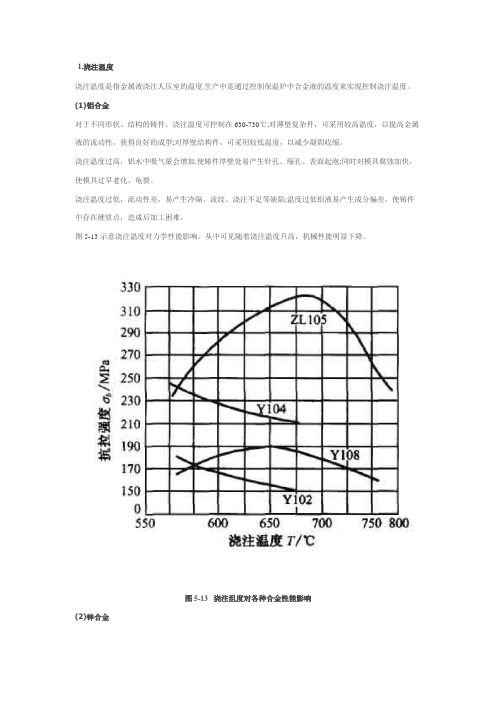
(1)铝合金对于不同形状、结构的铸件,浇注温度可控制在630-730℃;对薄壁复杂件,可采用较高温度,以提高金属液的流动性,获得良好的成型;对厚壁结构件,可采用较低温度,以减少凝固收缩。
浇注温度过高,铝水中吸气量会增加.使铸件厚壁处易产生针孔、缩孔、表面起泡;同时对模具腐蚀加快,使模具过早老化、龟裂。
浇注温度过低,流动性差,易产生冷隔、流纹、浇注不足等缺陷;温度过低铝液易产生成分偏差,使铸件中存在硬质点,造成后加工困难。
图5-13示意浇注温度对力学性能影响。
从中可见随着浇注温度升高,机械性能明显下降。
图5-13 浇注沮度对各种合金性能影响(2)锌合金锌合金采用热室机压铸,压铸机保温炉增锅内金属液温度为415-430℃,薄壁件、复杂件压铸温度可取上限;厚壁件、简单件可取下限。
进人鹅颈壶的金属液温度与增拐内的温度基本一致,通过控制坩埚金属液温度来控制压铸温度。
温度过高的害处:1)铝、镁元素烧损。
2)金属氧化速度加快,烧损量增加,锌渣增加。
3)热膨胀作用会发生卡死锤头故障。
4)铸铁柑涡中铁元素熔人合金液更多,高温下铝与铁反应咖快,会形成铁一铝金属间化合物的硬颖粒,使锤头,鹅颈壶过度磨损。
5)燃料消耗相应增加。
温度过低:合金液流动性差,不利于成型,影响压铸件表面质量。
表5-8为各种合金浇注温度。
表5-8 各种合金浇注温度(单位℃)注:1.浇注温度一般以保温炉金属液沮度表示。
2.锌合金沮度不宜超过450℃,否则结晶粗大。
----------------------------------------------------------------------------------------------------------------2.模具温度模具温度一般指模具表面温度,其标准状态应为合金液浇注温度1/3左右,模具温度极大影响到压铸件机械性能,尺寸精度和压铸模的寿命,必须严格按规范去做。
项目15 压铸模温控制系统设计

一.导热管冷却
复杂型芯在难以用冷却水直 接冷却的细小部位,用热管 将热量导出热节部位,再用 冷却水冷却热管
型芯冷却
在较大的型芯下 方动模支承板上 开设水道,用以 带走型芯的热量。 如型芯的热量较 大,则应在型芯 内设置套管式冷 却水道
一般情况下,冷却应开 设在型腔的下方,避免
开设在型腔的周围
冷却水路的设计原则
202X
项目15 压铸模温控制系
统
设项目实施
计
击
此
添
加
副
标
题
202X
1
【能力目标】
一.掌握模具温度对不同塑料的影响; 二.掌握冷却系统的设计原则; 三.了解常见冷却系统的结构; 四.了解模具的加热方式。
2
【知识目标】
一.压铸模具的加热系统 二.压铸模具的冷却方法及布置形式 三.冷却系统的设计原则 四.冷却水路的设计计算
04
06
稳定铸件尺寸精度, 改善铸件机械性能。
降低模具热交变应力, 提高模具使用寿命。
(二) 加热系统
壹
加热系统主要用于预热 模具,加热方法有:
贰
用火焰加热;
叁
用模具温度控制装置加 热;
肆
用电加热装置加热。
01
电加热装置设计
一.根据预热模具所需的功率选择电热棒的 型号和数量。
02
二.电热棒的安装孔和测温孔位置见图。
一. 同一模具尽量采用较少的冷 却水道和水嘴的规格,以免 增加设计和制造的复杂性。
二. 冷却水道的直径一般为 6~14mm。采用数条直径 小的水道冷却效果要比采用 一条大直径的水道好。
水道之间的距离和水道 与型腔之间距离的关系 参见图,锌合金 A 取 15~20mm,铝合金和镁 合金取20~30mm。
项目15 压铸模温控制系统设计
02 压铸模温控制系统设计
系统架构设计
架构概述
控制模块
温度传感器
加热/冷却模块
执行机构
压铸模温控制系统主要 由控制模块、温度传感 器、加热/冷却模块、执 行机构等组成。
负责接收温度传感器采 集的温度数据,根据设 定的温度目标值,通过 算法计算出加热或冷却 的输出量,控制加热/冷 却模块的工作。
实时监测压铸模具的温 度,将温度数据传输给 控制模块。
缺水保护
监测循环水路的流量和压力,当出现异常时自动停机并报警提示,防止因缺水导致加热元 件烧毁。
异常检测与处理
实时监测系统的运行状态,一旦发现异常情况(如传感器故障、控制异常等),系统自动 采取相应的处理措施(如切换备用设备、停机等),确保系统的稳定性和安全性。
04 系统测试与验证
测试环境搭建
测试设备
稳定性。
合作风险应对
选择有实力和信誉的供应商或 合作伙伴,建立长期稳定的合
作关系,降低合作风险。
06 经济效益与社会效益分析
经济效益分析
降低能耗
通过精确控制压铸过程中的温 度,可以减少不必要的能源消
耗,降低生产成本。
提高生产效率
稳定的模温控制可以减少生产 过程中的停机时间,提高生产 效率,增加产能。
控制模块
执行机构
选用具有强大运算能力和稳定性的工业控 制模块,如PLC或单片机,确保系统控制的 精确性和稳定性。
根据加热/冷却模块的特点,选择合适的执 行机构,如电动推杆或气动夹具,确保热 量传递的有效性。
软功能设计
数据采集与处理
软件应具备实时采集温度传感器数据的功 能,并对数据进行处理,如滤波、去噪等,
测试流程
按照测试方案,逐步进行系统测试, 记录测试数据,并对数据进行整理和 分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Die Cooling 模具冷卻
Oil Cooling 油冷卻 • Oil is passed through channels in the cavity inserts 油流過模具的管道 • High temperature oils are now available 高温導熱油 • Lower heat capacity and transfer coefficient than water熱容量和傳熱系數比水小 • Channels must be larger in diameter and length 管道口徑和長度要大些 • Medium power cooling 冷卻功率中等
Die Pre Heating 模具預熱
Gas Heating氣體加熱 Advantages好處 • Low energy cost低能源成本 Disadvantages缺点 • • • • Heats from the outside of die外部加熱 Hard to automate難於自動化 Labour intensive人手操作 Higher chance of damaging dies容易損害 模具
Manual Temperature Control人手溫度控制
• Requires constant coolant flow 固定冷卻流量 • Coolant flow rate has minimal effect 難於控制流量 • Difficult to balance the heat flow 難於平衡熱流 • Cycle time adjusted to control quality 要調節生產週期來控制質量 • Difficult to design (balanced cooling) 難於設計(平衡冷卻) • Dies cool when cycle stops 中斷生產時模具不斷冷卻
Measuring Die Temperature測量模溫
Hand Held Thermocouple 手提電熱偶 Hand Held Infra-red 手提紅外線測温
• Not suitable for continuous production不適合連續生產 • Wide fluctuations likely數据波動大
Die Temperature Control Options for Die Casting 壓鑄模温度控制方法
G. L. Wilson
Die Casting Seminar, Shenzhen, 2004
Die Temperature模具温度
• Significant process variable 重要的工藝參數 • Effects casting quality 影响鑄件質量 • Effects production rate 影响生產效率 • Effects casting cost 影响鑄件成本
Thermocouple Connections 熱電偶接頭
• Metal casing 金属外殼 • Metal cover with spring hinge 彈簧鉸金屬蓋 • Excludes dust, oil, flash 防塵、油、金属飞濺 • No moving wires 無可移动線 • Ensures reliability 保証可靠性
Relative Cooling Power相對冷卻功率
Cooling Power
冷卻功率
Natural自然 Air 空氣
Oil油
Spray噴塗
Water水
Die Thermal Design模熱設計
• Calculate the heat to be removed from each segment of the die.計算每個模熱區域需要帶走的熱量 • Manual calculation, Basic program like DC-CALC or using Graphical software. 人手計算,dc-calc程式計算,圖形軟件計算 • Select the coolant fluids (air, oil, water or a combination). 選擇冷卻媒體(空氣,油,水或組合) • Locate and size the cooling channels in the die. 放置冷卻管道及决定尺寸 • Select the method of die heating 選擇加熱方式
Die Pre Heating 模具預熱
Oil Heating油加熱 Advantages好處 • Heats from inside the die從模內加熱 • Heats the cavity inserts directly直接加熱模芯 • Can pre-heat out of machine Disadvantages缺点 • Capital investment設備投資 • Possible oil leaks有機會漏油
Die Cooling 模具冷卻
Natural Cooling 自然冷卻
• Occurs in all Die Casting dies 發生在所有金屬模 • Significant in Low Pressure and Gravity Die Casting 對低壓及重力鑄造模很重要 • For high pressure Die Casting it accounts for between 5% and 10% of Die Cooling power 佔壓鑄模5-10%冷卻功率
Die Pre Heating 模具預熱
Warm-up shots 打料加熱 Advantages好處 • No equipment needed無須任何設備 Disadvantages缺点 • Makes defect castings制造廢品 • High thermal shock to die surface模具表面 受熱冲擊 • Re-melting required需要翻熔廢品 • Higher chance of shipping a defect有機會 混入正品
Die Pre Heating 模具預熱
Electric Heating電熱 Advantages好處 • Heats from inside the die從模內加熱 • Efficient heating效率高 • Can pre-heat out of machine Disadvantages缺点 • Needs to be added to each die 需要每套模具安裝
Thermocouples Embedded in the Die 熱電偶藏於模內
1. 3.
2.
4.
K-type Thermocouples熱電偶
• Good temperature range合 適的温度笵圍 • Resistance to corrosion抗 腐蝕 • Low cost成本低 • Readily available容易購買 • Small diameter細小口徑 • Can be bent into position可 彎曲藏入 • Easily fitted into wiring channels易於切入管道
Measuring Die Temperature 測量模溫
Thermocouples Embedded in the Die 熱電偶藏於模內
• Suitable for continuous production 適合連續生產 • Accurate measurement 數据測量準確 • Measure key internal locations 測量模內關鍵位置 • Use for automatic control 可用於自動控制
Die Temperature Range模溫笵圍
Optimum適當
Temperature温度
Upper Limit 上限 Lower Limit 下限
Ambient環境
Die模具
Metal金屬
Die Pre Heating模具預熱
• Die temperature starts at ambient 從室溫開始加熱 • Increase to operating temperature 加熱至操作溫度 • Four methods available四種方式 • • • • Warm-up shots打料加熱 Gas heating氣體加熱 Oil heating油加熱 Electric heating電熱
Continuous Measurement of Die Temperature 模温連續性測量
• Opens a window inside the die 可透視模內情况 • Provides operator visibility 讓操作人員了解 • Identify operating range 判定操作笵圍 • Set control limits 設定控制上下限 • Identify inadequate cooling 判定不适當冷卻 • Identify over-cooling 判定過度冷卻
Die Cooling 模具冷卻
Spray Cooling 噴塗冷卻
• Water and die release agents are sprayed on to the die parting face水和脫模劑噴塗於模具分模面上 • Can remove heat significant quantities of heat 可帶走大量熱量 • Difficult to control 難於控制 • Can cause porosity and increased heat checking 會引致氣孔和增加熱裂
Die Cooling 模具冷卻
Air Cooling 空氣冷卻 • Air is passed through cooling channels or around die surfaces 空氣流過冷卻管道或模具表面 • Useful in Low Pressure Die Casting 特別適用於低壓鑄造 • Can be used in long cores which are difficult to cool with water可用在難於水冷的長模芯 • Low power cooling 冷卻功率低