我国热作模具钢性能数据集5(2Cr3Mo2NiVSi)
5CrMnMo热作模具钢

5CrMnMo 热作模具钢热作模具钢热作模具钢分类热作模具有锤锻模、压力机锻模、压铸模、热挤压模、热剪切模等。
热轧辊也可归入此类。
热作模具工作条件比冷作模具更加苛刻,受冷热反复作用,因此对模具钢的性能要求更高。
热作模具钢大体可分为高韧性和高耐热性两类。
高韧性模具钢大多用于热锻模;对于大型锤锻模,可选用在5CrNiMo基本成分上适当增加Cr、Ni、Mo、V 含量的钢种。
高耐热性模具钢可按工作温度的不同要求来选用。
对于在500~650℃使用的模具,可选用在Cr系、模具钢基础上适当增加Mo、V等二次硬化元素的钢种,如3Cr3Mo3W2V、5Cr4W5Mo2V等新型模具钢。
对于700℃以上使用的模具,可选用奥氏体耐热钢,也可选用节镍的CrMn系或CrMnNi奥氏体钢添加Mo、V等元素的钢种。
近年来发展的高铬(含Cr质量分数8%~13%)的CrNiMoV系模具钢,可提高钢的晶界抗氧性能,减少因晶界氧化而形成微裂纹。
常用热作模具用钢举例模具类型工作条件推荐用钢锤锻模整体模具 5CrMnMo,5CrNiMo,4CrMnSiMoV,5Cr2NiMoV镶块 4Cr5MoSiV1,3Cr2W8V,3Cr3Mo3W2V,4CrMnSiMoV压力机锻模整体模具 5CrNiMo,5CrMnMo,4CrMnSiMoV,4Cr5MoSiV,4Cr5W2SiV,3Cr3Mo3W2V镶拼模具镶块 4Cr5MoSiV1,4Cr5MoSiV,4Cr5W2SiV,5Cr4W2模体 5CrMnMo,5CrNiMo,4Cr2MnSiMoV热顶锻模 - 3Cr2W8V,5Cr4Mo2W2SiV,4Cr5MoSiV,5CrNiMo高速锤锻模 5CrNiMo,4Cr5MoSiV1,4Cr5MoSi热挤压模轻金属及其合金、钢及其合金的凹模、冲头、管材挤压芯棒、穿孔芯棒等5CrNiMo,3Cr2W8V,3Cr3Mo3W2V,5Cr4Mo2W2SiV,4Cr5MoSiV,4CrMnSiMoV,4Cr5MoSiV1温热挤压模 - W18Cr4V,W6Mo5Cr4V2,6W6Mo5Cr4V,6Cr4W3Mo2VNb热剪切模 - 5CrNiMo,4CrMnSiMoV,4Cr5MoSiV1,6W6Mo5Cr4V,W6Mo5Cr42 中、小型热轧工作辊 - 60CrMo,50CrNiMo,50CrMnMo,9Cr,70Cr3Mo,60CrNiMo,60CrMn高韧性热作模具钢常用的高韧性热模钢在合金工具钢标准中列入的有5CrNiMo、5CrMnMo、4CrMnSiMoV三种,试用较好的钢号有5Cr2NiMoVSi、45Cr2NiMoVSi、3Cr2WMoVNi 等。
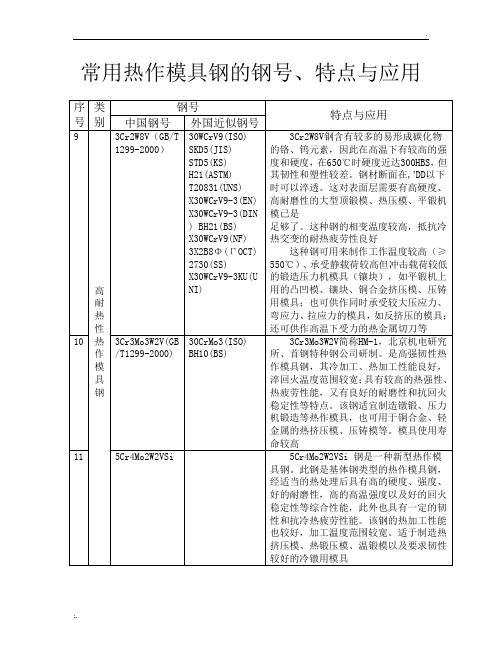
常用热锻模具钢的钢号、特点与应用
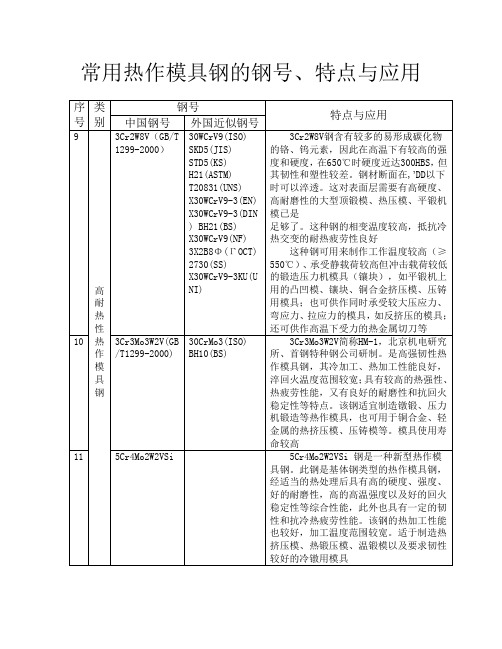
常用热作模具钢的钢号、特点与应用1.外国钢号前面的符号“~”表示相近钢号。
2.ISO-国际标准 JIS-日本标准 KS-韩国标准 ASTM-美国标准UNS-美国标准 EN-欧共体标准 DIN-德国标准 BS-英国标准NF-法国标准ΓOCT-俄罗斯标准 SS-瑞典标准 UNI-意大利标准锻造工艺不当产生的缺陷通常有以下几种1.大晶粒大晶粒通常是由于始锻温度过高和变形程度不足、或终锻温度过高、或变形程度落人临界变形区引起的。
铝合金变形程度过大,形成织构;高温合金变形温度过低,形成混合变形组织时也可能引起粗大晶粒晶粒粗大将使锻件的塑性和韧性降低,疲劳性能明显下降,2.晶粒不均匀晶粒不均匀是指锻件某些部位的晶粒特别粗大,某些部位却较小。
产生晶粒不均匀的主要原因是坯料各处的变形不均匀使晶粒破碎程度不一,或局部区域的变形程度落人临界变形区,或高温合金局部加工硬化,或淬火加热时局部晶粒粗大。
耐热钢及高温合金对晶粒不均匀特别敏感。
晶粒不均匀将使锻件的持久性能、疲劳性能明显下降。
3.冷硬现象变形时由于温度偏低或变形速度太快,以及锻后冷却过快,均可能使再结晶引起的软化跟不上变形引起的强化(硬化),从而使热锻后锻件内部仍部分保留冷变形组织。
这种组织的存在提高了锻件的强度和硬度,但降低了塑性和韧性。
严重的冷硬现象可能引起锻裂。
4.裂纹裂纹通常是锻造时存在较大的拉应力、切应力或附加拉应力引起的。
裂纹发生的部位通常是在坯料应力最大、厚度最薄的部位。
如果坯料表面和内部有微裂纹、或坯料内存在组织缺陷,或热加工温度不当使材料塑性降低,或变形速度过快、变形程度过大,超过材料允许的塑性指针等,则在撤粗、拔长、冲孔、扩孔、弯曲和挤压等工序中都可能产生裂纹。
5.龟裂龟裂是在锻件表面呈现较浅的龟状裂纹。
在锻件成形中受拉应力的表面(例如,未充满的凸出部分或受弯曲的部分)最容易产生这种缺陷。
引起龟裂的内因可能是多方面的:①原材料合Cu、Sn等易熔元素过多。
常用热锻模具钢的钢号、特点与应用
常用热作模具钢的钢号、特点与应用1.外国钢号前面的符号“~”表示相近钢号。
2.ISO-国际标准 JIS-日本标准 KS-韩国标准 ASTM-美国标准UNS-美国标准 EN-欧共体标准 DIN-德国标准 BS-英国标准NF-法国标准ΓOCT-俄罗斯标准 SS-瑞典标准 UNI-意大利标准锻造工艺不当产生的缺陷通常有以下几种1.大晶粒大晶粒通常是由于始锻温度过高和变形程度不足、或终锻温度过高、或变形程度落人临界变形区引起的。
铝合金变形程度过大,形成织构;高温合金变形温度过低,形成混合变形组织时也可能引起粗大晶粒晶粒粗大将使锻件的塑性和韧性降低,疲劳性能明显下降,2.晶粒不均匀晶粒不均匀是指锻件某些部位的晶粒特别粗大,某些部位却较小。
产生晶粒不均匀的主要原因是坯料各处的变形不均匀使晶粒破碎程度不一,或局部区域的变形程度落人临界变形区,或高温合金局部加工硬化,或淬火加热时局部晶粒粗大。
耐热钢及高温合金对晶粒不均匀特别敏感。
晶粒不均匀将使锻件的持久性能、疲劳性能明显下降。
3.冷硬现象变形时由于温度偏低或变形速度太快,以及锻后冷却过快,均可能使再结晶引起的软化跟不上变形引起的强化(硬化),从而使热锻后锻件内部仍部分保留冷变形组织。
这种组织的存在提高了锻件的强度和硬度,但降低了塑性和韧性。
严重的冷硬现象可能引起锻裂。
4.裂纹裂纹通常是锻造时存在较大的拉应力、切应力或附加拉应力引起的。
裂纹发生的部位通常是在坯料应力最大、厚度最薄的部位。
如果坯料表面和内部有微裂纹、或坯料内存在组织缺陷,或热加工温度不当使材料塑性降低,或变形速度过快、变形程度过大,超过材料允许的塑性指针等,则在撤粗、拔长、冲孔、扩孔、弯曲和挤压等工序中都可能产生裂纹。
5.龟裂龟裂是在锻件表面呈现较浅的龟状裂纹。
在锻件成形中受拉应力的表面(例如,未充满的凸出部分或受弯曲的部分)最容易产生这种缺陷。
引起龟裂的内因可能是多方面的:①原材料合Cu、Sn等易熔元素过多。
热作模具钢热处理及其硬度值

表热作模具用钢交货状态的硬度值和试样的淬火(回火)硬度值序号统一数字代号牌号退火交货状态的钢材硬度HBW试样淬火硬度淬火温度℃冷却剂洛氏硬度HRC6-1T223455CrMnMo197~241820~850油b 6-2T225055CrNiMo197~241830~860油b 6-3T235044CrNi4Mo≤285840~870油或空气b 6-4T235144Cr2NiMoV≤220910~960油b 6-5T235155CrNi2MoV≤255850~880油b 6-6T235355Cr2NiMoVSi≤255960~1010油b 6-7T422088Cr3207~255850~880油b 6-8T232744Cr5W2VSi≤2291030~1050油或空气b 6-9T232733Cr2W8V≤2551075~1125油b6-10T233524Cr5MoSiV a≤229790℃±15℃预热,1010℃(盐浴)或1020℃(炉控气氛)1020℃±6℃加热,保温5min~15min油冷,550℃±6℃回火两次回火,每次2hb6-11T233534Cr5MoSiV1a≤229790℃±15℃预热,1000℃(盐浴)或1010℃(炉控气氛)±6℃加热,保温5min~15min油冷,550℃±6℃回火两次回火,每次2hb6-12T233544Cr3Mo3SiV a≤229790℃±15℃预热,1010℃(盐浴)或1020℃(炉控气氛)1020℃±℃6加热,保温5min~15min油冷,550℃±6℃回火两次回火,每次2hb6-13T233555Cr4Mo3SiMnVAl≤2551090~1120空气b 6-14T233644CrMnSiMoV≤255870~930油b 6-15T233755Cr5WMoSi≤248990~1020油b 6-16T233244Cr5MoWVSi≤2351000~1030油或空气b 6-17T233233Cr3Mo3W2V≤2551060~1130油b 6-18T233255Cr4W5Mo2V≤2691100~1150油b 6-19T233144Cr5Mo2V≤2291000~1030油b 6-20T233133Cr3Mo3V≤2291010~1050油b 6-21T233144Cr5Mo3V≤2291000~1030油或空气b 6-22T233933Cr3Mo3VCo3≤2291000~1050油b 注:保温时间指试样达到加热温度后保持的时间。
模具制造工艺

Page 9
模具材料的使用性能要求
• (1)硬度和耐磨性 这是最基本的性能要求。有了
一定的硬度和耐磨性,才能使模具在特定的工作条件下 ,保持形状和尺寸的稳定而不迅速发生变化。
• (2)强度、塑性和韧性 要求模具材料具有良好的
塑性,提高其抗脆断能力;要求具有高强度、高韧性和 高的抗疲劳强度,满足模具在工作时能承受高压和冲击 循环载荷。
Page 2
模具的基本结构与组成
• 材料成形模具的分类
• 1、冲压模 包括冲裁模、单工序模、复合模、级进模、汽车覆盖 件冲模、硬质合金冲模等。 • 2、塑料成型模具 包括注射模、压缩模、挤塑模、吹塑模、发泡 模等。 • 3、橡胶制品成型模 • 4、玻璃制品成型模 • 5、陶瓷模具 包括压缩模、注射模等。 • 6、锻造成形模具 • 7、压铸模 可按压室温度分为冷压室压铸机用压铸模、热压室压 铸机用压铸模。 • 8、铸造金属型模具 • 9、粉末冶金成型模 • 10、通用模具和经济模具
Page 6
模具与成形设备的连接
• 在确定了成形工艺和成形设备类型后,模具设计时,需 要对所选设备进行公称压力、工作速度、工作行程、连 接部位接口的几何尺寸等参数进行校核计算。模具与设 备通过模架(或模板)与设备相连,首先需要确定模具 与设备的连接形式和接口尺寸,模具的连接形式根据成 形工艺过程和成形设备的不同可采用螺钉、压板、或是 模柄等连接形式。接口尺寸是指模具外形结构形状及尺 寸与设备滑块和工作台面尺寸、设备工作行程、滑块最 大移动距离(设备开口高度或宽度)、送料所需空间和 取件所需空间等相应尺寸的匹配和适应性。模具结构尺 寸中,与设备相连的主要尺寸是模具闭合高度或模具厚 度,在设计时还要考虑它们与设备滑块工作行程之间的 关系。
常用模具钢标号

4.02
3Cr2MnNiMo
预硬
28-35HRC
4.03
4Cr13
预硬
28-35HRC
4.04
10Ni3MnCuAL
预硬
30HCR
4.05
4~5CrNiMnMoVSCa
5NiSCa(4NiSCa)
预硬
35-45HCR
4.06
0Cr17Ni4Cu4Nb
预硬
32-34HCR
4.07
3Cr17Mo
预硬
30-36HCR
高速切削用钢
3.03
W18Cr4V
T1/SKH2 P20/1.2311/618/P DS-3 1.2738/718/PDS-5 420/1.2316/S136/ SUS420 PMS/NAK80
球化退火
HB﹤255
高速切削用钢
4.01
3Cr2Mo
预硬
28-35HRC
适于制造大、中型和精密塑料模具以及低 综合性能较好、淬透性高,可使截面 熔点合金(如:锡、锌、铅合金)压铸模 尺寸较大的钢材获得较均匀的硬度 具 较P20有更高的淬透性、强韧性和抗 适于制造特大型、大型塑料模具和精密塑 蚀性,很好的抛光性能 料模具以及低熔点合金压铸模具 机加工性能好,有优良的耐腐蚀性、 适宜制造承受高负荷、高耐磨及腐蚀介质 抛光性能,较高的强度和耐磨性 作用下的透明、不透明塑料制品模具 是新型时效硬化型镜面塑料模具钢, 适宜制造高镜面光亮度的塑料模具及高外 具有优良的镜面加工性能 观质量的家用电器塑料模具 淬透性高,强韧性、镜面抛光性能 适宜制造各类型的塑料精密注射模具,压 好,有优良的渗氮和渗硼性能 塑模具和橡胶等 马氏体沉淀硬化不锈钢,有良好的切 主要用于耐腐蚀、高耐磨、高精度的塑料 削加工性能,抛光性能好 模具;如氟塑料和聚氯乙烯塑料模具 马氏体不锈钢,耐蚀性优良,有较好 适宜制造要求耐腐蚀、有较高耐磨 要求 的强度和硬度预硬和淬硬通用型 的塑料模具
热加工模具的材料选择及热处理
热加工模具的材料选择及热处理随着社会的发展,科学的发展,热加工用模也有了很迅速的发展。
本毕业设计从理论与实践的角度对热加工模模具进行阐述,针对热加工模用料及热处理进行分析,从以下几方面进行论述:热加工类模具用钢的材料分析热加工模是工业产品生产中不可缺少的工艺方法之一。
它主要用于制造业和加工业。
它是和冲压、锻造、铸造成型机械,同时和塑料、橡胶、陶瓷等非金属材料制品成型加工用的成形机械相配套,作为成形工具来使用的。
热加工模具属于精密机械产品,因为它主要由机械零件和机构组成,如成形工作零件(凸模、凹模),导向零件(导柱、导套等),支承零件(模座等),定位零件等;送料机构,抽芯机构,推料机构,检测与安全机构等。
为提高模具的质量,性能,精度和生产效率,缩短制造周期,其零、部件(又称模具组合),多由标准零、部件组成。
所以,模具应属于标准化程度较高的产品。
一副中小型冲模或塑料注射模,其构成的标准零、部件可达90%,其工时节约率可达25%~45%。
一、热加工用模模具的功能和作用现代产品生产中,热加工模具由于其加工效率高,互换性好,节约原材料,所以得到很广泛的应用。
现代工业产品的零件,广泛采用冲击、成型锻造、压铸成形、挤压成形、塑料注射或其他成形加工方法,和成形模具相配套,经单工序或多道成形工序,使材料或胚料成形加工成符合产品要求的零件,或成分精加工前的半成品件。
如汽车覆盖件,须采用多副模具,进行冲孔、拉深、翻边、弯曲、切边、修边、整形等多道工序,成形加工为合格零件;电视机外壳洗衣机内桶是采用塑料注射方法,经一次注射成型为合格零件的;发动机的曲轴连杆是采用锻造成形模具,经滚锻和模锻成形加工为精密机械加工前的半成品胚件的。
高精度、高效率、长寿命的冲模、塑料注射成形模具,可成形加工几十万,甚至几千万产品零件,如一副硬质合金模具,可冲压硅钢片零件(E型片、电机定转子片)上亿件,称这类模具为大批量生产用模具。
适用于多品种、少批量或产品试制的模具有:组合冲模、快换冲模、叠层冲模或成型冲模,低熔点合金成型模具等,在现代加工业中,具有重要的经济价值,称这类模具为通用、经济模具。
我国热作模具钢性能数据集6(5CrMnMo 钢和4Cr3Mo3V)

冷却介质 油
油
硬度/ HRC 62~64
53~54
5CrMnMo 钢的淬 火 温 度 与 5CrNiMo 钢 一 样 , 淬 火 后 的 硬 度 略 高 。4Cr3Mo3V 钢 虽 然 淬 火 温 度 比 5CrNiMo 钢高 170 ℃,但是因含碳量低 0. 16 % ,所以淬火后硬度约低 8 HRC。 2. 4 回 火
第 25 卷第 7 期 2001 年 7 月
机 械 工 程 材 料 Materials for Mechanical Engineering
Vol. 25 No . 7 J ul. 2001
我国热作模具钢性能数据集( 续 Ⅵ)
朱宗元 (上海材料研究所 ,上海 200437)
中图分类号 : T G142. 45 文献标识码 : A 文章编号 : 100023738 (2001) 0720040203
570 ×2
48. 5~48. 8
3 室温力学性能
3. 1 室温力学性能
钢种 5CrMnMo 4Cr3Mo3V
试样硬度/ HRC
41. 3~42. 0 48. 5~48. 8
σb/ MPa 1310 1520
σs/ MPa 1210 1270
δ5 , % 13 17
ψ, % 31 63
5CrMnMo 钢室温 σb 和σs 值与 5CrNiMo 钢完全相同 ,但 δ5 和 ψ值却下降 2 %和 10 %。4Cr3Mo3V 钢 因其硬度比 5CrNiMo 钢约高 7 HRC ,所以拉伸强度明显提高 ,如 σb 和 σs 值增加 210M Pa 和 60M Pa ,而且 δ5 和 ψ值也分别增加 2 %和 22 %。从而说明 4Cr3Mo3V 钢的室温拉伸性能优于 5CrNiMo 钢 。 3. 2 室温冲击韧性
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
σb/ MPa
1517 997 778 486
σs/ MPa
1186 882 716 459
δ5 , %
1814 1510 1619 2214
ψ, %
4411 5114 5315 6517
2Cr3Mo2NiVSi 钢 与 5CrNiMo 钢 相 比 , 在 300 ~ 700 ℃的 σb 和 σs 值 要 高 303 ~ 684M Pa 和 156 ~ 620M Pa 。但该温度的 δ5 和 ψ值要低 615 %~8411 %和 1317 %~4216 %。与 3Cr2MoWVNi 钢相比 ,在 300 ~700 ℃的σb 和σs 值要高 82~386M Pa 和 85~225M Pa 。除 300 ℃的δ5 值比 3Cr2MoWVNi 钢略高 (119 %) 外 ;在 600~700 ℃范围其 δ5 和 ψ值要低 713 %~918 %和 2213 %~2910 %。 4. 2 高温硬度 ( HV)
时间/ h 1000 ℃
1 13715
2 25518
3 37110
4 50810
2Cr3Mo2NiVSi 钢在 1000 ℃加热 1~4h 的氧化增重值比 5CrNiMo 钢低 11617~28415g/ m2 ,在五种大截 面模 具 钢 中 抗 氧 化 性 能 最 好 。同 样 加 热 4h 其 氧 化 增 重 也 低 于 5CrMnMoSiV 钢 64g/ m2 , 低 于 45Cr2NiMoVSi 钢 143g/ m2 ,低于 3Cr2MoWVNi 钢 60g/ m2 和低于 4Cr3Mo3V 钢 21012g/ m2 。 5. 2 热稳定性
(2) 性能试样的回火工艺
要求硬度/ HRC 第一次回火温度/ ℃×保温时间/ h
4410~4510
400 ×2
硬度/ HRC 4410~4510
第二次回火温度/ ℃×保温时间/ h 400 ×2
硬度/ HRC 4412~4415
3 力学性能
3. 1 室温力学性能 (1) 室温拉伸性能
试样硬度/ HRC 4410~4510
·43 ·
© 1995-2004 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
朱宗元 :我国热作模具钢性能数据集 (续 Ⅴ)
4. 3 高温冲击性能 ( A K/ J )
试样硬度/ HRC 4410~4510
300 3017
1 化学成分 (质量分数 , %)
C 0118
Cr 2189
Mn 0160
Mo 2105
Ni 1114
Si 0176
V 0139
S 微量
P 01013
2Cr3Mo2NiVSi 钢与 5CrNiMo 钢试样相比 ,铬 、钼 、硅和钒 、增加 2131 %、1184 %、015 %和 0139 % ,而碳 、 镍减少 0133 %、0138 %。该钢的合金元素含量比 5CrNiMo 钢约增加 4168 % ,总含量达到 7188 %。
冷却介质 油
硬度/ HRC 4415~4610
2Cr3Mo2NiVSi 钢的淬火温度高于 5CrNiMo 钢约 160 ℃,但淬火后硬度约低 1615 HRC。
·42 ·
© 1995-2004 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
5 特殊性能
5. 1 抗氧化性能 (试样硬度 4015~4112 HRC) 氧化增重值 (g/ m2)
时间/ h
2
7
15
25
35
45
60
80
125
150
600 ℃
011
018
110
110
110
110
111
115
211
214
2Cr3Mo2NiVSi 钢在 600 ℃保温 2~150h 的抗氧化性能优异 ,在五种大截面模具钢中 ,其增重值要比其 他四种钢低一个数量级 。如加热 100~150h 其氧化增重比 5CrNiMo 钢低 6211~7717g/ m2 。
名称
装炉方式
加热温度/ ℃ 保温时间/ h 等温温度/ ℃ 保温时间/ h
冷却方式 ( HB)
棒材 退火
< 500 ℃入炉随炉升温
870~890
2 + 1min/ mm
-
-
随炉冷至 < 500 ℃出炉空冷 (194~241)
锻坯等 温退火
< 500 ℃入炉随炉升温
83
第 25 卷第 6 期 2001 年 6 月
机 械 工 程 材 料 Materials for Mechanical Engineering
Vol. 25 No . 6 J un. 2001
我国热作模具钢性能数据集( 续 Ⅴ)
朱宗元 (上海材料研究所 ,上海 200437)
中图分类号 : T G142. 45 文献标识码 : A 文章编号 : 100023738 (2001) 0620042205
(3) 660 ℃
保温时间/ h HRC
室温 4417
1 3816
2 3419
(1) 620 ℃
保温时间/ h HRC
室温 4319
2 4217
4 4017
6 3919
8 3918
1115 3612
1415 3612
1715 3416
21 3316
2Cr3Mo2NiVSi 钢在 620 ℃保温 2~21h 的硬度值比 5CrNiMo 钢高 619~1016 HRC ,同样保温 21h 的硬 度 3316 HRC 与该钢保温 2h 的硬度 3211 HRC 相当 。同样保温 1115~21h 后 2Cr3Mo2NiVSi 钢的热稳定性 要低于 4Cr3Mo3V 钢 、3Cr2MoWVNi 钢和 45Cr2NiMoVSi 钢 ,其差值为 3~5 HRC。
朱宗元 :我国热作模具钢性能数据集 (续 Ⅴ)
2. 4 回 火 (1) 回火温度与硬度的关系 (保温 2h)
回火温度/ ℃ 100 硬度/ HRC 4618
200 4610
300 4510
400 4510
450 4610
500 4510
550 4515
575 4515
600 4415
650 3810
2 试样的热加工工艺
2. 1 锻 造
项目 钢锭 钢坯
加热温度/ ℃ 1150~1180 1120~1150
始锻温度/ ℃ 1100~1150 1080~1120
终锻温度/ ℃ ≥900 ≥870
冷却方式 砂或坑缓冷 砂或坑缓冷
2Cr3Mo2NiVSi 钢的锻造加热和始锻温度与 5CrNiMo 钢相当 ,但终锻温度提高 70 ℃左右 。 2. 2 退 火
σb/ MPa 1440
σs/ MPa 1200
δ5 , % 15
ψ, % 48
由于 2Cr3Mo2NiVSi 钢试样硬度偏高 ,所以其室温σb 值比 5CrNiMo 钢高 130M Pa ,但 σs 、δ5 值却与 5CrNiMo 钢 (1210M Pa 、15 %) 相当 。ψ值比 5CrNiMo 钢增加 7 %。
试样硬度/ HRC
温度/ ℃
300
450
600
650
700
750
4410~4510
429
41915
366
31315
228
18715
2Cr3Mo2NiVSi 钢在 300~750 ℃范围的硬度比 5CrNiMo 钢高 4610~11512 HV 。在 300~600 ℃范围其 硬度比 3Cr2MoWVNi 钢高 1210~7715 HV ;但在 650~750 ℃范围硬度却低 2615~3615 HV 。
( 5) 2Cr3Mo2 Ni VSi 钢 ( PH)
2Cr3Mo2NiVSi 钢类似日本 YHD3 析出硬化钢 ,但不含钴 、增加了锰与硅的含量 。可制作 300mm × 400mm 的压力机锻模 ,使用寿命比 5CrNiMo 钢约高 1 倍 。该钢有二次硬化现象 ,析出硬化值约 2 HRC。因 该钢退火后不易切削加工 ,冶炼时在钢中可加入少量 Ca 或 Zr 以利改善切削性能 。在五种大截面模具钢中 该钢的 650 ℃和 750 ℃的抗热疲劳 、600 ~1000 ℃的抗氧化性能最好 。800 ~850 ℃抗热磨损性能仅次于 3Cr2MoWVNi 钢 。但室温和 300~700 ℃的冲击韧性和 600~700 ℃的塑性最差 。620~700 ℃热稳定性优于 5CrNiMo 钢和 5CrMnMoSiV 钢 ,但低于 45Cr2NiMoVSi 钢 、3Cr2MoWVNi 钢和 4Cr3Mo3V 钢 。其它高温性 能 (强度 、硬度) 均优于 5CrNiMo 钢 。其模具的使用寿命较高 ,适宜制造大 、中型机锻模 。但是与 5CrNiMo 钢一样都不宜制造受冲击力较大的中小机锻模和热强性或抗热疲劳性能要求很高的热挤压模 、热穿孔模和 铝 、铜压铸模等 。试样材料由大冶钢厂生产 ,大气电炉冶炼 。
2Cr3Mo2NiVSi 钢试样硬度在 4410~4510 HRC 时的室温断裂韧性为 7915M Pa·m1/ 2 ,比 4Cr3Mo3V 钢 的 K1C值高 3912M Pa·m1/ 2 。
4 高温力学性能
4. 1 高温拉伸性能 (试样硬度 4410~4510 HRC)
试验温度/ ℃
300 600 650 700
时间/ h
2
750 ℃ 418
5 1310
8 2314
11 3519
15 5413