海德堡印刷机故障代码一览表
海德堡故障处理
海德堡故障处理印刷资料中心-资讯中心海德堡HD102V四色胶印机故障修理海德堡HD102V四色胶印机故障修理实例(一)故障1:制动装置失灵,起动后机器飞车原因:①电路故障;②制动装置失调(过松);③制动装置铜垫烂损。
修理:①检查制动电路,排除故障;②松开制动器调整端盖紧定螺丝,将端盖顺时针方向调整一个角度,再将紧定螺丝拧紧即可;③细心拆开制动器,更换铜垫,若无备件,可用0.3mm厚的黄铜皮或PS版放样剪钻代用,拆装务必谨慎,以免因错位或装配不良酿成新的故障。
因篇幅所限,详细拆装、调整方法从略。
故障2:主机不能运转或时好时坏,间有发热现象,但传动装置正常原因:①电路或整流子主电机故障;②制动装置失调(过紧);③制动装置保养不好,脏物太多,将芯片间隙填死;④原因②③没及时维修或其它原因造成制动器生热过多,内芯钢片失效变形,阻力骤增,主机停转。
修理:①检查电路电机,排除故障;②松开制动器端盖紧定螺丝,逆时针旋转一定角度后固紧;③拆开制动器,清洗各部件后按正确步骤装配好;④部分或全部更换钢芯片和铜片。
故障3:主机正常运转时,点动轮跟着转,或时转时停原因:①电路故障,或限位开关触头间隙不当;②点动装置励磁线包端面与点动轮轮盘端面装配间隙太小,后移位挤紧或异物塞紧,因摩擦而随动;③点动装置轴承失效;④若时停时转,且发热,则多为轮盘固定弹性钢片变形或失效。
修理:①检修电路和开关;②清除异物,正确安装励磁线包与点动轮,使两端面间隙为0.4~0.7mm,用塞尺测量,0.4mm很松,0.7mm即可;③检查清洗或更换轴承;④更换弹簧钢片3件,可测绘加工,但材质弹性要适当;⑤更换3枚紧固螺钉。
故障4:机器点动失灵,但运转功能正常原因:①点动电路故障;②若通断电源时离合器有动作反应,并伴有发热,多为轮盘与线包端面间隙过大,磁力矩相对变小,使端盖与轮盘吸不紧而有相对滑动,正交切割磁力线产生涡流,致使轮盘、线圈发热,若发现不及时,将会烧坏离合器或弹簧片等件;③制动力矩过大。
海德堡印刷机故障资料

要检查主电机的线圈和机械结构,如轴承等,更换其不 。 合适的部件。
11:油路报警
13:伺服电机不能正常工作。
调节飞达下纸时间电机 ,飞达头歪斜电机, 摆动牙片 高度调节电机, 叼口调节电机
伺服电机由于自带反馈且成闭环控制,所以,机器很 容易识别到错误,一旦识别到错误后,机器会停止让 其工作,只有断电后,机器重新检测此电机,若通过, 则能重新工作,这就是通常所说的时好时坏,为了避 免类似的问题,首先注意保养,比如伺服电机的机械 结构要加油,要清洁,要避免油类进入电机。再就是 要正确使用:对伺服电机来讲,正确使用至关重要, 举一例子,前规调节电机,斜拉版电机等,操作者经 常因需要将其调到最大或最小,到下班时就断电, 到 通电后会偶尔发现某个电机则会不能工作。究其原因 是,每次通电,伺服电机要自检,自检是对电机同一 方向通电比如正向,若此时电机带动的机械结构也差 不多到了正向极值点,这就容易使电机的力矩变大, 电机的电流增大,机器就认为此电机有故障,停止让 其工作。所以建议以后当工单完成后,各伺服电机要 避免在极值位置。
出现这个故障的频率较高,少数是因为有零部件绝缘不 良所至,这种情况大多在安装机器时就出现,在使用中 出现的则与机器的工况环境有关,如车间灰尘多,或有 油等进入接线端子都有可能,这不影响机器工作,也不 会对机器有破坏影响。这就是典型的出现容易,治理难 的故障。
15:收纸主纸堆不能自动下降。
收纸电机在印刷过程中的自动下降是由一个纽扣传感器 来控制的,由于此传感器装在前齐纸的摆动机构上,这 个部件换得频率较高。此传感器若坏在通即高电位,纸 堆电机只能下降,不能上升,处理方法就是将传感器的 电源断开即可。(将70F69断开)另一种情况是坏在断 开位置,纸堆的下降是由飞达的的上升量来定,两者相 等,由于使用了喷粉,收纸的厚度必定大于给纸的厚度, 形成收纸纸堆过高,有一定的危险性。遇此情况最好要 更换新件。
海德堡印刷机维修故障分析100例

海德堡印刷机维修故障分析100例1.印刷时,飞达纸堆不能自动上升如图1所示,印刷时,当压纸脚压住纸堆,而纸堆低于一定高度时,压脚机构中的触角触动微动开关b92,通过电气系统,使纸堆上升一定距离。
当纸堆达到一定高度时,压脚机构无法触动微动开关,纸堆不再上升。
图1导致这类故障的原因有两点。
原因一,控制纸堆自动升降的微动开关b92损坏,应更换。
原因二,微动开关b92下方的调节螺丝位置不正确,在压纸脚下落到最低位置时,仍然无法触动微动开关。
调节方法:按动纸堆下降按钮,使纸堆下降一段距离,手盘飞达,使压纸脚3处于最低位置。
用手托起压纸脚2mm,此时应能听到微动开关动作的声音。
松开螺母2和调节螺丝1,可对开关动作位置进行调整。
2.飞达压纸脚在落下时踏破纸边正常情况下,分纸吸嘴吸起纸张,压纸脚经过这张纸的下方将下面的纸张压住。
出现故障时,压纸脚直接踏在分纸吸嘴吸起的纸边上,从而将纸边踏破。
原因一,压纸脚伸入纸堆的距离太大。
在压纸脚落下时,将分纸吸嘴吸起的纸张边缘踏破。
解决方法:向外移动飞达头,使压纸脚压纸尺寸保持在8~12mm,即可解决。
原因二,两个分纸吸嘴吸起纸张时,纸张中间之间形成凹陷,压纸脚无法越过形成凹陷的纸边,将纸张踏破。
解决方法:若是薄纸,可将分纸吸嘴向内倾斜,拉平纸张,或者将纸堆垫平;若是厚纸,应将纸堆垫平。
原因三,压脚机构中的一些零件间隙太大,落下时间不准确。
解决方法:更换磨损严重的轴及轴套。
有的操作人员用皮筋将压纸脚绑起,同样可以解决这个问题,但影响美观,最好由维修人员彻底修理。
原因四,压纸脚的气管太硬,使压纸脚的动作生硬,这样既容易踏破纸边,也容易造成其他零件磨损。
应更换气管。
3.递纸吸嘴吸纸时,有哒哒声,且有时吸不牢根据现象可判断是吸嘴对纸张的吸力不足。
原因一,递纸吸嘴磨损漏气,致使吸嘴吸力不足。
应对其进行,维修或更换递纸吸嘴。
原因二,分气阀芯或分气阀壳磨损,气阀中的吸气和吹气气腔不能封闭,致使吸嘴吸力不足。
海德堡印刷机故障分析100例

P
o o o o o o o o
: 一
…
…
一
… : … … … … … … … … … … … … … … … … … … … … … … … … …・ J … … … … … … … … … … … … … … … … … … … … … … … … … ・ o ■
在 日 常 工 作 中 .可 采 用 敲 击 的 方 法 解 决 死 牙 问
4. 1 橡皮布 张紧后又很快松 弛 ,如何解决?
原 因分市 橡皮滚筒 上张 紧橡皮布的蜗杆或蜗轮磨损 斤
不 能 自锁 。
题 。如果机 器只是 死牙 ”较 多 , 以拆 下 死牙 牙 片 , 可 在 废牙 片 上焊 接长 杆 再 安装 在 牙座 上 ( 以 多制作 几 可 个) ,来 回活 动牙座 .同E-H ] ̄ 机油 直到牙 座能 自由弹起 I ,
掉 出的 可 能 ( 包 衬 时 ) 易 造 成 设 备 事 故 。 无
组 印版滚筒使 用 的包 衬材料及 印版在 厚度上均 存在误 差 ,
因此会造成 印品前后方 向套 印误差 如 果采用不规范 的印
版 包 衬 ,会 更 加 大 套 印误 差 。
( )印版滚简直径有差别 1 在理想情况 下 ,多色胶 印机每 个机 组的 印版滚筒包衬 后的直径都是 相等的 但是 在实际生产 中 ,由于各个机
缺 失或包衬不符合要 求 ,使铝 板之间产生撞击 进而造成 铝板两端 凸缘磨损 ,与两 端滑道的配合间 隙加大 ,加重 了
铝板撞击力度 ,由此产生撞 击声。严重时 ,两端滑槽 中限 位空心销还会 出现磨损或 折断 响声加剧 此时 ,铝板有
由于加油不及时 、水槽漏水或 设备清洁问题 造成 牙 排上某些牙齿活 动不 灵活或不能活动 .牙 座弹簧失灵 形
海德堡印刷机故障分析100例
海德堡 ep, ̄u机 故障分析 l oof口
宁荣 华
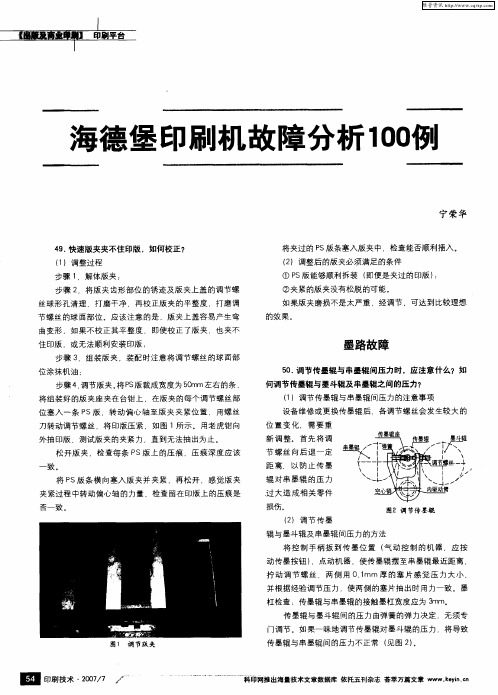
49.快速版 夹夹不住印版 ,如何校正? (1】调 整 过 程 步骤 1.解体版夹 步骤 2,将版 夹齿形部位 的锈 迹及版 夹上盖 的调节螺 丝 球 形 孔清 理 、打 磨 干 净 .再 校 正版 夹 的 平 整 度 .打 磨 调 节 螺 丝 的球 面 部 位 。应 该 注 意 的 是 版 夹 上 盖 容 易 产 生 弯 曲变形 ,如 果不校正其平整度 .即使 校正 了版夹 .也 夹不 住 印版 .或 无法顺利 安装印版 ; 步骤 3,组装版 夹 .装配 时注意将调节 螺丝的球面部 位涂抹机油 ; 步骤 4,调节版夹 。j ̄.-PS版 裁成宽度为 5Omm左右 的条 , 将组装好 的版 夹座 夹在台钳上 .在版夹 的每个调节 螺丝部 位塞入 一条 Ps版 .转动偏心 轴至版 夹 夹紧位置 用螺 丝 刀转动调节螺 丝 ,将印版压紧 .如 图 1所示 。用老虎钳 向 外抽 印版 测试版夹 的夹紧力,直 到无法抽 出为止 。 松开版 夹 ,检 查每 条 Ps版 上 的压 痕 .压痕深 度应该 一 致 。 将 PS版条横 向塞入版 夹并 夹紧 ,再松开 感 觉版 夹 夹紧过 程 中转动偏心轴 的力量 检查留在印版上 的压痕 是 否一 致 。
何调节传墨辊与墨斗辊及 串墨辊之间 的压 力?
(1)调节传 墨辊 与串墨辊 间压 力的注意事项
设备维修或 更换 传墨辊 后 .各调节 螺丝会发生较 大 的
位 置 变 化 需要 重
新调 整。首 先将 调
节螺 丝 向后 退一 定
距离 ,以防 止传 墨
辊 对 串 墨 辊 的 压 力
过 大造 成相 关零件
图 1 调 节 版 夹
海德堡印刷机故障解析——印刷机维修心得体会只是分享
海德堡印刷机故障解析——印刷机维修心得体会致:海德堡瞿工自:西安环球印务惠俊玉日期:2011/8/31关于:UV五色机设备故障我公司UV五色机故障图示:1、设备编号及出厂日期:2、故障现象:第二色组窜墨时间调节功能失灵,选定无图标:调节无图标:由于该故障已经存在有4年了,故障发生之初是由于窜墨系统一轴断裂,将整个窜墨机构拆下,安装新轴后,过了一段时间,就出现无图标现象。
当时,认为电机有问题,就购买了1台电机,旧电机拆开发现尼龙齿轮开裂,其上裂纹较多,因此判断机械位置与电气位置的零位不一致所致。
但现在换了新电机,在没有带负载的情况下,理论上不存在机械卡死的现象。
3、检查初始化,好像自检通过,动态检测显示的是前规电机M6故障:初始化检测,没有故障显示,如图示意:4、故认为初始化正常,然后对SAK板放电,电压为1.5V后,安装、上电、自检,初始化显示:5、再关机,重开机、上电、自检,初始化显示同第3步骤,故障现象同第2步骤6、为了进一步验证,再关机,将第一色组的窜墨电机插头与第二色组的窜墨电机插头拔掉,重开机、上电、自检,初始化显示,证明初始化可以顺利自检。
7、继续重复步骤4、5,故障现象依然如故。
8、通过与海德堡瞿工电话沟通,怀疑串胶功能有/无的电磁阀控制失灵,通过比对,该色组电磁阀与其他色组不一样,即带电手动电磁阀转换,该色组可转换,其他色组则不能转换。
于是张伟更换电磁阀后,开机启动,显示屏该色组串胶调节图标出现。
9、经过比对,发现该色组串胶量调节范围没有其他色组的大,需要与其他色组比对,重新至此,存在好多年的故障彻底解决,原来怀疑的软件系统有问题的错觉一并纠正。
心得:所有的电气故障都是有原因的,首先排除与之有关的所有部件,一个也不能放过,而不是不敢动手解决、不深究细查,仅凭空想象、甚至臆造故障原因。
——记录:惠俊玉 2011/9/19。
海德堡印机故障及排除大全
海德堡GTO系列胶印机故障及排除故障一.收纸凌乱不齐原因:1.左右不齐属侧齐纸装置故障;2.前后不齐多属收纸减速装置故障。
具体故障如下:收纸减速电机不转;传动软轴断;减速吸鼓胶圈断。
故障排除方法:A.排除侧齐纸故障;B.逐件检查减速装置。
1.更换或修复减速电机。
行星轮系减速装置与电机为一体,常见毛病为减速行星轮系被油污异物卡死,可借用修手表工具细心将端盖打开,将行星轮逐个用镊子夹出来,清洗干净,检查有无严重磨损,然后涂上优质润滑油,装入已严格清洗(排除卡轮的屑物)过的中心轮(即电机圆柱外壳)内,旋上端盖密封,用手转动电机动轴,手感灵活声音正常即可使用.注意润滑油千万不可施过多,更不可将减速箱空间充满。
如果电机线圈烧坏,则修理是很困难的,因体积很小,且密封要求较高,建议换电机。
2.更换传动软轴,或选用国产相近规格软轴(φ4mm),若一时购不到软轴,而软轴断裂部分很短,可重做一个接头卡轴,加长部分与软轴短缺长度相等;3.更换胶圈,或选用国产0型密封胶圈代用,价廉易购。
故障二.喷粉防粘装置失效原因:1.气泵坏;2.喷粉管路堵塞;3.喷粉传动齿带断。
故障排除法:1.检查修理气泵。
为了延长使用寿命,要定期维修保养,更换易损片垫,清理滤气阀,一般每半年一次;2.查明并排除堵塞之处;3.更换胶带,以国产胶带代用。
故障三.传递滚筒包衬布烂脱原因:1.水浸辗压,疲劳磨损;2.外力致烂。
故障排除方法:1.若小面积烂损,可局部粘复;2.更换新件;3.用国产硅胶布代用,效果尚可,易购价廉,0.5mm厚。
故障四:升纸台架断裂,滚针轴承损坏原因:外力碰撞,疲劳磨损。
故障排除方法:1.焊接修复或测绘加工;2.车铜套代用,φ10Xφ14X10;3.换轴承解决海德堡印刷机变色问题的几个简单方法我们在使用海德堡印刷机的时候,往往在使用一段时间后可能会出现印品变色的情况,对于这一情况,我们广大的海德堡印刷机使用者往往无从下手,而且要花费大量的时间和金钱来维修这一情况,针对这一情况,我向大家介绍几个本人人为比较有效的方法,希望在大家使用的过程中能够起到作用。
海德堡印刷机故障df1_333P

7 : CANbus
CANBUS 通讯方式。 机器使用两种频率通讯: 频率 128K 称 CANopen , 用于机器外围设备诸如红外, UV 干燥,喷粉等。 频率 512K ,叫 SFCOM ,对机 器的各个部分如 PDIM , MDPS CDCM 等进行通讯。 在机器上以紫色的线存在。
G A n e n i h c s a m k c u r D r e g r e b l e d i e H ?
G A n e n i h c s a m k c u r D r e g r e b l e d i e H ? 2
SFC 控制系统
1:电脑 SCU2 2: PPC 控制台 3:输入与输出以及伺服电机的控制 PDIM+DIPM 4:墨区电机的控制 IDEB2+IDEB 。 5: 主电机控制 MDPS 6:附属电机控制 PSDM+CDCM 7: CAN BUS 通讯系统。
4:电击有故障 —— 带红点的部分如 主电机或输入 /输出。 5:点击故障 —— 闪电键。
6 : 查看故障记录。 打开左面的文件夹看具体的故障,故障都是英文的,最好是客户给机 器安装海德堡公司的远程诊断,便于海德堡的工程师在线看到机器的 故障。
13
列举具体故障
1: 急停车
不同的障位置代码表示不同的部位。
G A n e n i h c s a m k c u r D r e g r e b l e d i e H ?
3.
PDIM
电路板 PDIM ,采集处理机器的各种信号,完成其控制的各项功能。 处理信号,并将这些信号上传导 SCU2 。 接受 SCU2 的命令,执行各个功能 调整伺服电机 提供 PWM 信号,控制部分变频电机 给电磁阀供电,实现诸如离合压等 功能。