超大型铸造起重机主起升减速机结构形式的比较
大型铸造吊主起升减速器棘轮棘爪机构的设计
大型铸造吊主起升减速器棘轮棘爪机构的设计彭汉军【期刊名称】《《机械管理开发》》【年(卷),期】2019(034)007【总页数】2页(P7-8)【关键词】起重机; 减速器; 棘轮棘爪机构; 可靠性【作者】彭汉军【作者单位】太原重工股份有限公司技术中心山西太原030024【正文语种】中文【中图分类】TG231.1引言棘轮棘爪机构被广泛应用于大型铸造吊起重机主起升减速器中,主起升减速器的布置形式有整体式减速器低速级惰轮连接,两台减速器低速级连接,三台减速器程品字形连接等。
这些布置形式都包括两个输入轴和两个输出轴。
首先,当两个输入轴驱动电机启动时间不一致或者刹车制动器抱闸时间不一致时,传动链中会产生非常大的冲击力,它的直接影响是让齿部承受巨大的冲击载荷,由于铸造吊起重机起升机构的工作级别一般都是M7,启动制动都比较频繁,此时若齿轮的齿根没有足够的弯曲强度,齿轮就会发生断齿现象,导致整个传动链断开,从而引发非常严重的安全事故。
其次,即使齿轮的弯曲强度足够富余,产生的冲击力也会通过减速器以扭转的形式传递到小车架上,对小车架形成一种拉扯的趋势,时间长了,小车架平台势必会被撕裂,导致停车停产,甚至会引发安全事故。
因此,若选用的电气装置不能保证两个输入轴的电机同时启动或制动器同时抱闸,在减速器里面必须安装棘轮棘爪机构,以释放由于不同步而产生的冲击力,保护减速器和小车架不受破坏,提高产品的可靠性和安全性[1-3]。
1 棘轮棘爪机构的应用以整体式减速器低速级惰轮连接形式为例,如图1所示,减速器左半部分从驱动电机到卷筒输出轴为一条完整的传动链,减速器的右半部分与左半部分完全对称,左右卷筒轴之间由一对或者两对惰轮相连,减速器的下箱体与起重机的箱型小车架焊接成一体,这种布置形式既降低了整车高度,又减轻了减速器的质量,输出轴之间由惰轮连接,如果两条传动链中的任何一条传动链失效,另一条传动链也会通过惰轮保证两侧输出卷筒装置平稳运行一个工作循环,避免钢水包悬空甚至坠落等恶性事件的发生,大大提高了减速器的安全性,此类减速器多应用于200 t以上铸造吊起重机。
起重机主起升机构变速减速器设计
《 宁夏机械》 2006 年第 4 期
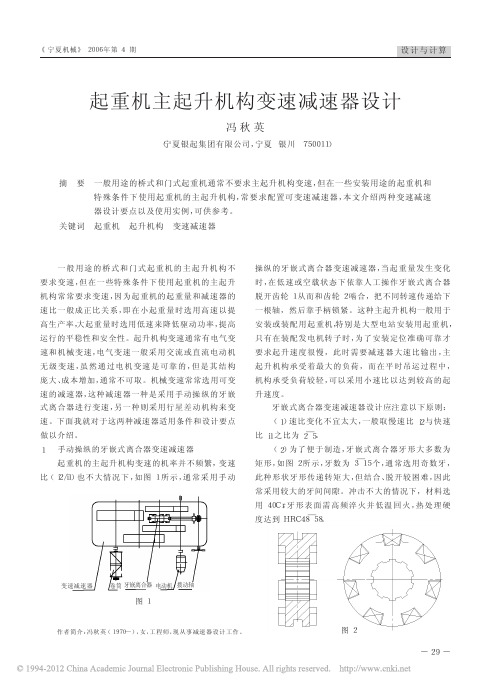
牙嵌式离合器变速减速器设计应注意以下原则: ( 1) 速比变化不宜太大, 一般取慢速比 i2 与快速 比 i1 之比为 2 ̄5。 ( 2) 为了便于制造, 牙嵌式离合器牙形大多数为 矩形, 如图 2 所示, 牙数为 3 ̄15 个, 通常选用奇数牙, 此种形状牙形传递转矩大, 但结合、脱开 较困 难, 因此 常采用较大的牙间间隙。冲击不大的情况下, 材料选 用 40Cr, 牙 形 表 面 需 高 频 淬 火 并 低 温 回 火 , 热 处 理 硬 度达到 HRC48 ̄58。
( 收稿日期: 2006- 11- 30)
变速减速器
卷筒 牙嵌离合器 电动机 拨动轴
图1
作者简介: 冯秋英( 1970—) , 女, 工程师, 现从事减速器设计工作。
图2 - 29 -
设计与计算
《 宁夏机械》 2006 年第 4 期
( 3) 牙嵌式离合器采用中糸列矩 形 花键 和 轴联 接, 这种联接方式加工方便, 通过磨削消除轴的热处 理变形获得较高定心精度, 定心稳定性好。
电动机
行星减速器 卷筒
差速包 电动机
现速度合成, 起升机构起升速度较快。例如炼钢厂使 用的铸造起重机主要承担钢水、铁水的吊运工作, 平 时需要在两台电动机共同驱动下高速提升, 当一台电 动机出现故障时,另一台电动机还可以继续工作, 输出 扭距不变, 只是提升速度降低, 从而保证 钢 水、铁 水安 全 运 送 。从 运 动 学 的 观 点,如 果 使 两 台 电 动 机 的 运 动 方 向相同, 还可以达到第四种速比, 但这第四种速比在工 作时功率消耗过大, 通常不采用这种变速方式, 这类行 星差动传动的关键部位是差动部分, 设计时要根据使 用要求调整行星部分和外齿轮副的速比配合, 达到理 想的快慢速比。
超大型铸造起重机主起升减速机结构形式的比较
行 星减速 机低 速轴用 浮 动轴或 万 向联轴 器 与两 台次级 减速 机相连 ,两 台次 级 减速机 通过 卷筒 联轴 器分 别驱
收稿 I期 :2 0 —5 1 ;修 回 I期 :2 0 —82 = 1 0 60 —0 = 1 0 60 —0 作 者 简介 : 张 玉忠 (9 9 )男 , 16 。 山西 太 原 人 , 程 师 , 士 。 工 硕
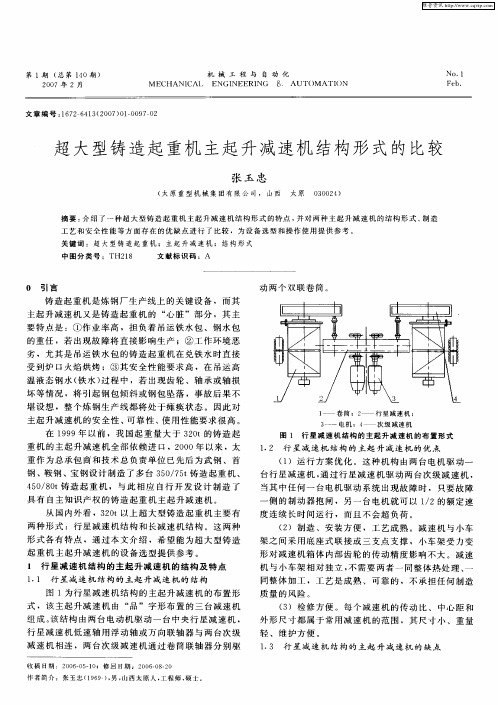
l 行 星 减 速 机 结 构 的 主 起 升 减 速 机 的 结 构 及 特 点 1 1 行 星 减 速 机 结 构 的 主 起 升 减 速 机 的 结 构 .
( )运 行方 案 优化 。这种 机 构 由两 台电机 驱动一 1
台行 星减速 机 , 过 行 星减速 机驱 动两 台次 级减 速机 , 通
维普资讯 http:/
第 1期 ( 第 1 0期 ) 总 4
20 0 7年 2 月
机 械 工 程 与 自 动 化
ME CHANI C人l ENGI J NEERI NG & AUT( M ATI) . ) (N
N o.1
Feb.
文章 编 号 : 7 — 4 ( 0 7 0 — 0 7 0 1 26 1 2 0 ) 10 9 — 2 6 3
形对 减速 机箱体 内部齿轮 的 传动精 度 影响不 大 。减速 机与 小车 架相 对独 立 , 需要 两者 一 同整体 热处 理 、 不 一 同整体 加 工 ,工艺 是成熟 、可靠 的 ,不承 担任 何制 造
质量 的风 险 。
图 1为行 星减速 机结 构 的主起 升减 速机 的布 置形 式 ,该 主起 升 减速 机 由 “ ”字形 布置 的三台减 速机 品
劣 ,尤其 是 吊运铁 水 包 的铸 造 起重 机在兑 铁水 时 直接 受 到炉 口火焰 烘烤 ;⑧ 其安 全性 能 要求 高 ,在 吊运 高
大型铸造起重机减速器故障分析
5 圆筒塔机非常规拆卸方案的总结圆筒塔机非常规拆卸方案由理论确定到实践被证实是可行的、正确的、安全的。
这次拆卸工作的计划是要保证施工现场能够及时安装就位锅炉的疏水扩容器,因而时间紧迫,拆卸任务艰巨,但在制定了合理的拆卸方案及各个方面的积极配合下。
圆筒塔机拆卸从开始到完全结束仅花了15天时间,与同期3号机组圆筒塔机的常规拆卸相比,在拆卸人员相对较少的情况下,完成拆卸的时间较短,拆卸方案更为出色,吊装安排更为合理和紧凑。
在拆卸过程中,有以下3点值得提醒:(1)圆筒塔机与辅助起重机之间的机动安排;(2)要懂得高空拆卸中的危险预防措施和可能的危险点分析;(3)起重指挥应具有丰富的高空拆卸经验。
大唐宁德电厂2 600MW机组4号机锅炉房主起重设备圆筒塔机,其非常规拆卸方案及吊装方面的设计和安排对使用同样及类似的圆筒塔机的施工单位有着很好地参考借鉴的价值。
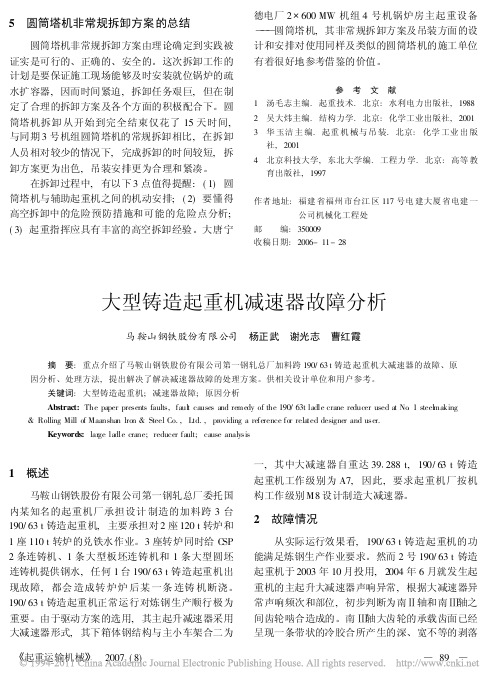
参 考 文 献1 汤毛志主编.起重技术.北京:水利电力出版社,19882 吴大炜主编.结构力学.北京:化学工业出版社,20013 华玉洁主编.起重机械与吊装.北京:化学工业出版社,20014 北京科技大学,东北大学编.工程力学.北京:高等教育出版社,1997作者地址:福建省福州市台江区117号电建大厦省电建一公司机械化工程处邮 编:350009收稿日期:2006-11-28大型铸造起重机减速器故障分析马鞍山钢铁股份有限公司 杨正武 谢光志 曹红霞摘 要:重点介绍了马鞍山钢铁股份有限公司第一钢轧总厂加料跨190/63t铸造起重机大减速器的故障、原因分析、处理方法,提出解决了解决减速器故障的处理方案。
供相关设计单位和用户参考。
关键词:大型铸造起重机;减速器故障;原因分析Abstract:The paper presents faults,faul t causes and remedy of the190/63t ladle crane reducer used at No 1steel making &Rolling Mill of Maanshan lron&Steel Co.,Ltd.,providing a reference for related designer and user.Keywords:large ladle crane;reducer fault;cause analysis1 概述马鞍山钢铁股份有限公司第一钢轧总厂委托国内某知名的起重机厂承担设计制造的加料跨3台190/63t铸造起重机,主要承担对2座120t转炉和1座110t转炉的兑铁水作业。
大型铸造起重机主起升机构原理设计

(上接第 2页 )
5 结 论
在进行 上述计算时 ,预应力系数 z3、预应力 Pl 和 箱 体变 形 量 入之 间是相 互关 联而 又相互 制 约 的 ,合 理 的预应力 系数 ,应该 是即满足剪切 要求 , 在剪切 力作用下 ,满足强度条件 和良好 的刚性 ,即 强度 和刚度两方面的要求 ,同时又不至于使箱体 和拉杆过于笨重。性价比最高是选择 的 目标。
K13K23投入使用 ,图 2中①③线路 接通 ,②④线 路断开 ,Kll,K21线圈不得 电。
(2)如果 K12K22接触器 出现故 障 ,其 接触器 上端 的隔 离开 关 Q12及 下端 的 Q22断 开 ,控 制 回 路原理与上述情况相反 ,②④线路接通 ,①③线路 断开 。其控制 回路上的改进 ,不影响单 电机工作 的 情况 ,单双 电动机工作情况与正常接触器单双 电 动机工作情况相 同。
电 动 机参 数 如 下 :
踟恸 。
图 1 主起升机构 动力回路原理框 图
2.1.2 控 制 回路 控制 回路在 QR2S基础上改进 ,增加备用接触
器部 分 (线 路①② ③④ ),控 制 回路利用 电气元件
之间的逻辑 实现控制 ,控制 回路接 触器部分框 图 见 图 2。
一 8 一
摘 要 :介绍 了某钢厂 200t铸造起重机 主起升机构增 加备 用换 向接 触器的线路 分析 。 关键 词:铸造 起重机 ;主起升 ;换 向接触器
1 前 言
我公 司为某钢厂设计的 200t铸造 起重机 ,主 起升 机构采用转子切电阻两档反接下降可直接转 上身 方案(QR2S),用户要求主起升机构 备用 一套 接触器控制 电动机正反转运行 ,同时控制 回路留 好接 口,能在短时间内投入运行。该起重机 主起升 选用两 台电动机 ,可采用一套换 向接触器带两台 电动机 ,但 由于该 起重机吨位大 ,所选电动机功率 大 ,大容量 的换 向接触器不仅价格昂贵 ,且频繁动 作 ,故 障率高 ,所以主起升机构采用每台 电动机上 端单 独配有一套换 向接触器 ,同时为了节约成本 , 只备用一套换 向接触器 ,无论哪套出现故障 ,备用 接 触器 都 能 短时 间内快速投入 使用 ,文 章就该 200t铸 造起 重机主起升机构系统设计与运行方案 做 进 一 步 分 析 。
250 t以下铸造桥式起重机起升机构的选用
生产实践·应用技术山西冶金SHANXI METALLURGY Total 182No.6,2019DOI:10.16525/14-1167/tf.2019.06.49总第182期2019年第6期250t 以下铸造桥式起重机起升机构的选用周海斌(太原重工股份有限公司技术中心,山西太原030024)摘要:介绍了三种不同的铸造起重机起升机构的形式,并对每种形式的使用范围、布置形式及选用原则进行了阐述,对铸造起重机起升机构的选用有一定的指导意义。
关键词:铸造起重机起升机构选用中图分类号:T H 215文献标识码:A文章编号:1672-1152(2019)06-0125-03收稿日期:2019-09-07作者简介:周海斌(1979—),男,大学本科,毕业于太原理工大学,高级工程师,从事起重机的设计研究工作。
1背景技术铸造桥式起重机的工作主要是吊运装有高温液态金属的铁水罐,有的还承担为电炉兑铁水的工作。
JB/T 7688.5—2012《冶金起重机技术条件第5部分:铸造起重机》要求,主起升机构设置两套驱动装置,并在输出轴刚性连接,所以吨位小于250t 的铸造起重机,一般采用了双减速器结构型式。
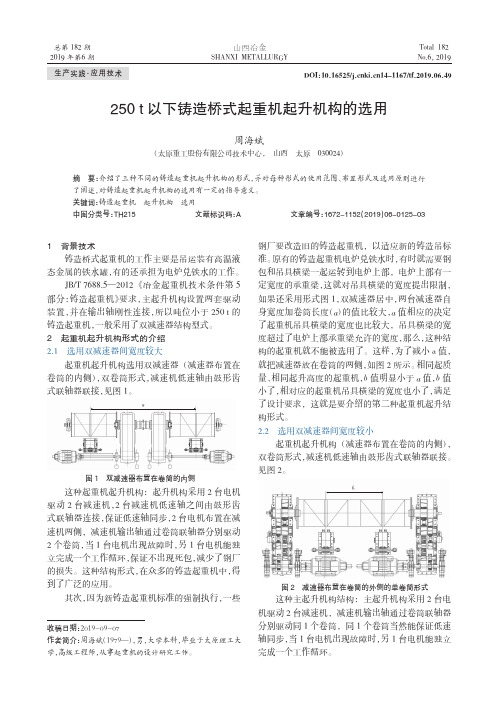
2起重机起升机构形式的介绍2.1选用双减速器间宽度较大起重机起升机构选用双减速器(减速器布置在卷筒的内侧),双卷筒形式,减速机低速轴由鼓形齿式联轴器联接,见图1。
这种起重机起升机构:起升机构采用2台电机驱动2台减速机,2台减速机低速轴之间由鼓形齿式联轴器连接,保证低速轴同步,2台电机布置在减速机两侧,减速机输出轴通过卷筒联轴器分别驱动2个卷筒,当1台电机出现故障时,另1台电机能独立完成一个工作循环,保证不出现死包,减少了钢厂的损失。
这种结构形式,在众多的铸造起重机中,得到了广泛的应用。
其次,因为新铸造起重机标准的强制执行,一些钢厂要改造旧的铸造起重机,以适应新的铸造吊标准。
原有的铸造起重机电炉兑铁水时,有时就需要钢包和吊具横梁一起运转到电炉上部,电炉上部有一定宽度的承重梁,这就对吊具横梁的宽度提出限制,如果还采用形式图1,双减速器居中,两台减速器自身宽度加卷筒长度(a )的值比较大,a 值相应的决定了起重机吊具横梁的宽度也比较大,吊具横梁的宽度超过了电炉上部承重梁允许的宽度,那么,这种结构的起重机就不能被选用了。
大型铸造起重机的起升机构
速器 ( 以下简称行星齿轮 减速器 ) ;第 2 的 中央 类
减 速器 为棘 轮棘 爪 减 速器 ;第 3 是 起 升机 构 的减 类
速 器 为 长条 形 圆柱 齿 轮减 速 器 。针 对这 3种减 速 器
各 自的特 点 和 使 用 维 护 注 意 事 项 ,作 详 细 地 介 绍 ,
以供起 重机 设计 和使 用者 参 考 、借 鉴 。
《 重运输 机械》 21 () 起 (2 8 0
1 — 3
维普资讯
10~5 0n 范 围 内 如 果 安 全 制 动 器 的制 动 力 矩 0 0 太 大 、制 动距 离 短 ,虽 n使 钢 水包 在 近距 离内安 全 f 制 动 ,但 对机 械 系统 造 成 的 冲击 载 荷 则 相 应 增 大 , 很 容易 使 传 动链 损 坏 。 因此 ,应 减 小安 全 制 动器 的 制 动 力矩 ,延 长 制 动距 离 ,以 便降 低 对机 械 系统 造
1 行 星 齿 轮 减 速 器
如图 1 所示 ,起升 机 构 由 4台 电机通 过 带 制 动 轮 的齿 轮联 轴 器驱 动 1 中央行 星齿 轮 减 速器 ,再 个 通 过 2个 齿 轮减 速 器 驱 动 2个 双 联 卷 筒 。2个 齿 轮
减 速 器 与行 星 减 速器 之 间用 带 浮动 轴 的齿 轮联 轴 器
品字形 布 置 。其 中 中 央 减 速 器 是 行 星 齿 轮 减 速 器 , 其 2个 低 速轴 通 过联 轴 器 驱动 2个 普 通 圆柱 齿 轮 减
回原 地 。同 时 ,此工 况 中传 动链 的任何 零 件都 不 过 载 ,使 起 升机 构 的使 用 性 能有 所 提 高 。
( )起 升 机构 由 3 减 速器 组 成 。每 个 减 速 器 2 个
大吨位铸造吊主起升结构形式分析
近年来 , 冶金技术飞速发展起来 , 极大提高冶炼能力 , 同时给大 吨位铸造 吊的荷载带来较大要求。 铸造 吊作为直接参与冶金生产的设 备, 其工作 的重要 l不言而喻。主要内容为: ) 生 1在冶炼过程 中, 大吨位 铸造吊负责高温金属的运输, 在高温 、 多尘的恶劣环境下作业 ;) 2基本 满足超负荷的频繁工作要求 ;) 3 全力确保在高温环境下, 吊运金属工 作顺利进行 , 即使出现零件损坏现象 , 也要确保不会造成堕钩或者 吊
一
间传 递转 矩 ; 一方 面 , —侧 电机 发生 故 障 , 么 同时打 来两 端制动同侧减速装置及卷筒产生动作 , 再 通过惰轮驱动另一侧的卷简 , 进行升降运动 , 以减速装置带动另一电 机 随动 。 这一 情况 下 , 独工 作的 电机处 于过 载状 态 , 般 只允 许短 在 单 一 设备使用过程中, 不会由于小车架的变形而造成减速器振动过 l 央 或者 时使用 , 以应对生产中的紧急情况 。 为 了减 少 因驱 动损 坏 电机 而带 来 的附加 阻 力矩 ,又 出现 了一 种 增大噪音 , 影响工作运行平稳度。 ) 3当起升机构采用 四个 电机驱动时 动力 回路 和控 制 回路 可 采用 3 0 电压 ; 决 了两 个 电机 驱动 带来 的 在 两侧 减 速的 高速端 各加 一套 棘轮 棘爪装 置 的方 案 , 置在 电机损 8V 解 该装 处于 可有效 减少 主动 电机 的负 荷 , 能避 免 损坏 侧 制 并 功率不足、 起升速度难以提高 、 不能满足工艺要求的难题。 其中两套电 坏 时 , 打滑状 态 ,
轴器相连接 , 而通过联轴器将齿轮减速器和卷筒连接。具体特点分析 两侧的减速机实现减速 目标, 然后传输到低速轴中 , 带动卷筒发展。 一 如下 :) 1如果其中一组 电机发生故障, 那么一侧制动器进行制动 ; 而另 方 面 , 常工作 情况 下 , 端 的电机 分别 带动减 速机 构 运行 , 的 在正 两 同侧 侧 电机则继续运行 ,以 此确保通过 0 倍的额定速度进行工作 . 5 保 卷筒 实行 升 降运 动 , 隋轮则 以随 动为 主 , 动 而不 在 两套 机 构之 而 只转