测厚仪自校准方法
超声波测厚仪校准方法

超声波测厚仪校准方法嘿,朋友们!今天咱们来聊聊超声波测厚仪的校准,这就像是给一个超级挑剔的美食家准备菜肴,差一点都不行呢!首先啊,你得把这个超声波测厚仪想象成一个想要减肥的小胖子。
校准块呢,那就是它的减肥教练。
这个校准块有各种精确的厚度,就像是教练身上那一块块精准的肌肉,每一块都代表着不同的训练强度。
当我们开始校准的时候,就像是把这个小胖子带到了减肥训练营。
我们要小心翼翼地把测厚仪的探头放在校准块上,这动作得轻得像给小猫咪顺毛一样。
要是太粗鲁了,那可就像在减肥营里直接把小胖子给推倒了,这测量出来的数据肯定就乱七八糟啦,就像小胖子在减肥营里偷吃东西长胖了,数据完全不按套路出牌。
然后呢,这个仪器会发出超声波,这超声波就像一群超级小的快递员,在测厚仪和校准块之间跑来跑去,传递着厚度的信息。
如果这些小快递员迷路了,或者是被什么东西干扰了,那测量出来的厚度就像小胖子减肥的时候称体重,秤坏了一样,完全不靠谱。
我们还得调整仪器的设置,这就好比是给小胖子制定减肥计划。
要是计划定得太宽松了,那测量的精度就像小胖子减肥的速度,慢得像蜗牛爬;要是定得太严格了,又会像让小胖子一下子跑马拉松,根本做不到,仪器可能就会罢工,直接给你个错误提示,就像小胖子躺在地上打滚说“我不干了”。
在这个过程中,环境也很重要哦。
如果周围有太多的噪音或者震动,那就像是在减肥营旁边开了个摇滚音乐会,小快递员们都被震得晕头转向,测量结果肯定是错得离谱,就像小胖子在音乐会的吵闹中暴饮暴食,体重又蹭蹭往上涨。
有时候啊,你可能会发现测厚仪怎么都校准不好,这就像小胖子怎么都减不下来肥一样让人头疼。
可能是探头脏了,这就像小胖子的眼睛被蒙住了,看不清路,自然就不知道怎么减肥了。
擦干净探头,就像给小胖子洗了个脸,让他能看清方向,这时候再校准,可能就成功了。
总之呢,超声波测厚仪的校准虽然有点像哄小胖子减肥那么麻烦,但只要我们有耐心,就像陪着小胖子慢慢减肥一样,总能让这个测厚仪变得精准无比,让它像一个训练有素的运动员一样,准确地测量出各种物体的厚度。
提升镀锌层测厚仪校准精准度有隐秘 测厚仪常见问题解决方法

提升镀锌层测厚仪校准精准度有隐秘测厚仪常见问题解决方法镀锌层测厚仪是是用电池供电的便携式测量仪器,接受电涡流原理。
测量方法合乎国内规范ISO2360和 gou家规范GB4957、它接受计算机技术,无损检测技术等多项先进技术,无需损伤被测体就能jing确地测量出它的厚度。
Nf型探头可测量非导磁金属基体上的绝缘包裹层厚度,如铝、铜、锌、无磁不锈钢等资料外表上的油漆、塑料、橡胶涂层,也可测量铝或铝合金资料的阳极氧化层厚度。
本仪器宽泛利用于制作业、金属加工业、化工业、商检等检测畛域;是资料珍惜业余必备的仪器,是测量非导磁资料上绝缘包裹层的厚度。
镀锌层测厚仪校准方法:1、按住开关机键不松手直到显示器呈现”CAL”(此进程大约必需4秒钟),显示器会显示”F:H”,此时轻按校零键确认(探头确定要悬空)2、按住开关机键不松手直到显示器呈现”Ln” (此进程大约必需9秒钟)显示器会呈现”0.8XX”的数字,假如在测试中发觉高端数据偏大,也就是说127um正确,而420um左右的膜片偏大,可将该数字加大(用”+”键),反之将该数字减小(用”—“键).大约该数字每加大0.001,420um左右会相应减小2um.而后按校零键确认. (探头确定要悬空)3、无论是操作一步和第二步完结后,均应在操作完结后从新校零.注意传感器插头的方法.开机后将探头压到铁基上,轻按校零键.将规范膜片(127um左右)放到铁基上,如测量后果不在127um左右,可经过加减键调整.127um左右膜片调整后,别离测量52um和420um 左右的膜片,看能否在允许误差范畴内.假如发觉一切膜片值根本正确,则校准胜利.以上是介绍镀锌层测厚仪校准方法,希望本文对大家有帮忙!覆层测厚仪有哪些使用参数?覆层测厚仪是一种超小型测量仪,它能快速、无损伤、精密地进行磁性金属基体上的非磁性覆盖层厚度的测量。
可广泛用于制造业、金属加工业、化工业、商检等检测领域。
由于该仪器体积小、测头与仪器一体化,特别适用于工程现场测量。
土工布测厚仪校准规范

土工布测厚仪校准规范1范围本规范适用于土工布测厚仪的校准。
2引用文件本规范引用下列文件:GB/T 13761.1 土工合成材料规定压力下厚度的测定第1部分:单层产品厚度的测定方法SL 235-2012 土工合成材料测试规程JTG E50-2006 公路工程土工合成材料试验规程凡是注日期的引用文件,仅注日期的版本适用于本规范;凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本规范。
3概述土工布测厚仪(以下简称测厚仪)应用于水利、公路、铁路、水运等行业,是测定土工布和土工膜厚度的必备仪器。
主要由测杆、指示器、基准板、压脚、加压砝码、杠杆平衡锤及必要的附件等部分组成(如图1所示)。
图1 测厚仪结构示意图1—杠杆平衡锤;2—压脚;3—指示器;4—基准板;5—测杆;6—加压砝码测厚仪采用杠杆原理,测试时将试样放置于基准板,用与基准板平行的表面平整光滑的圆形压脚对试样施加规定压力一定时间后,测量两块板之间的垂直距离,即土工布厚度。
4 计量特性4.1 压脚面积标称面积:25 cm2,最大允许误差:±0.2 cm24.2 指示器示值分辨力:0.01 mm,最大允许误差:±0.03 mm4.3 输出压力压脚应能提供垂直于试样表面2 kPa、20 kPa、200 kPa的压力,最大允许误差:±0.5 %5 校准条件5.1环境条件5.1.1 室温应控制在(20±10)℃,相对湿度≤80 %。
5.1.2 测厚仪应置于平稳的工作台上,周围无影响校准的振动、电磁场或其他干扰源。
5.2测量标准及其他设备5.2.1 标准测力仪,测量范围为(50~500)N,准确度等级为0.3级;5.2.2 数显卡尺,测量范围为(0~200)mm,最大允许误差为±0.03 mm;5.2.3 5等量块。
6 校准项目和校准方法6.1 校准前准备仪器清晰标明其名称、型号、出厂编号、制造厂名以及出厂日期等。
涂层测厚仪操作规程
涂层测厚仪操作规程1、进行校准:本仪器有三种测量中使用校准方法:(1)零点校准:a)在基体上进行一次测量,屏幕显示<X.X>;b)按较零键,屏显<0.0>,校准已完成,可以开始测量了;c)重复上述a、b 步骤可获得更为精确地零点和高测量精度。
零点校准完成后就可以进行测量了;(2)二点校准:一试片法:a)先校零点(如零点校准);b)在厚度大致等于预计的待测覆盖层厚度的标准片上进行一次测量,屏幕显示<XXX>;c)用↑↓键修正读数,使其达到标准值。
校准已完成,可以开始测量了;二试片法:a)先校零点;b)在较薄的标准片上进行一次测量,用↑↓键修正读数,使其达到标准值;c)紧接着在厚的一个标准片上进行一次测量,用↑↓键修正读数,使其达到标准值。
校准已完成,可以开始测量了。
(3)在喷沙表面上校准:方法一:a)仪器要用零点校准或二点校准的方法在曲率半径和基材相同的平滑表面校准好;b)在未涂覆的经过同样喷沙处理的表面测量10次左右,得到平均值Mo;c)然后,在已涂覆的表面上测量10次得到平均值Mm;d)(Mm-Mo)±S即是覆盖层厚度,其中S(标准偏差)时SMm和SMo中较大的一个;方法二:a)用直接方式下的单次测量法测量;b)先用两试片法校准仪器;c)在试样上测量5~10次。
按STATS键,统计值中的平均值即是覆盖层厚度2、开始测量测量时必须握住测头上套管,将探头置于要测的涂层上,保持测量探头轴线与被测面垂直,“滴”声后提起探头,读数读数,测量完毕后,关闭电源3、注意事项a基体金属特性:对于磁性方法,标准片的基体金属的磁性和表面粗糙度,应当与试件基体金属的磁性和表面粗糙度相似;对于涡流方法,标准片基体金属的电性质,应当与试件基体金属的电性质相似b基体金属厚度:检查基体金属厚度是否超过临界厚度c边缘效应:不应在紧靠试件的突变处,如边缘、洞和内转角等处进行测量d曲率:不应再试件的弯曲表面上测量e读数次数:通常由于仪器的每次读数并不完全相同,因此必须在每一测量面积内取几个读数。
涂层测厚仪校准方法

涂层测厚仪校准方法
一、定义
涂层测厚仪校准就是根据规定的标准和样板,对涂层测厚仪的精度和稳定性进行校准,使测量值精确符合国家规定的标准,以确保测量结果的准确性和有效性。
二、校准条件
(一)测厚仪使用前必须进行校准,校准样品应符合国家规定的标准,确保测量结果
的准确性。
(二)校准时测厚仪必须在室内进行,避免日晒及仪器受外部环境影响,影响测量精度。
(三)涂层测厚仪应安装在水平的实验台上,避免损坏仪器。
三、校准步骤
(一)开机的前提下,将校准样品放置在测厚仪上,然后调节测量厚度为规定值。
(二)调整校准块,以符合测量该厚度所需要的增益。
(三)以参考值标定样品,然后拿掉样品,在参考值下保存将测量数值。
(四)根据可调步长,继续校准,直至每个门限的测量数值达到所需要的精度。
四、校准后的护理
(一)校准后,应定期检查测厚仪的耗材,保证堵塞及球头等使用的正常。
(二)测厚仪的贴片维护:定期更换贴片,长期不使用和改变环境温度时应该及时更
换贴片。
(三)定期测试:定期在室内可以稳定的环境下,对测厚仪再次校准,确保测量精度。
五、注意事项
(一)涂层测厚仪的校准实验应该在精密的环境中进行,温度和相对湿度都必须严格
控制,以保证测厚仪的正常使用。
(二)校准过程中,不要靠近涂层测厚仪,以免发出电磁波对测厚仪测量精度产生影响。
超声波测厚仪校准操作规程
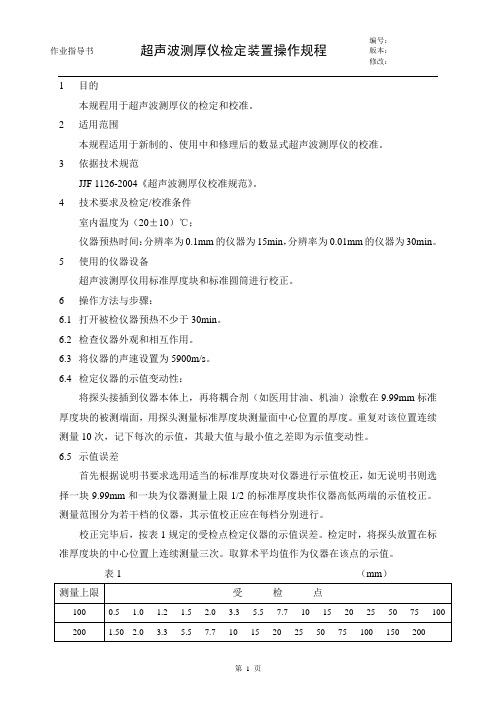
1目的本规程用于超声波测厚仪的检定和校准。
2适用范围本规程适用于新制的、使用中和修理后的数显式超声波测厚仪的校准。
3 依据技术规范JJF 1126-2004《超声波测厚仪校准规范》。
4 技术要求及检定/校准条件室内温度为(20±10)℃;仪器预热时间:分辨率为0.1mm的仪器为15min,分辨率为0.01mm的仪器为30min。
5 使用的仪器设备超声波测厚仪用标准厚度块和标准圆筒进行校正。
6 操作方法与步骤:6.1 打开被检仪器预热不少于30min。
6.2 检查仪器外观和相互作用。
6.3 将仪器的声速设置为5900m/s。
6.4 检定仪器的示值变动性:将探头接插到仪器本体上,再将耦合剂(如医用甘油、机油)涂敷在9.99mm标准厚度块的被测端面,用探头测量标准厚度块测量面中心位置的厚度。
重复对该位置连续测量10次,记下每次的示值,其最大值与最小值之差即为示值变动性。
6.5 示值误差首先根据说明书要求选用适当的标准厚度块对仪器进行示值校正,如无说明书则选择一块9.99mm和一块为仪器测量上限1/2的标准厚度块作仪器高低两端的示值校正。
测量范围分为若干档的仪器,其示值校正应在每档分别进行。
校正完毕后,按表1规定的受检点检定仪器的示值误差。
检定时,将探头放置在标准厚度块的中心位置上连续测量三次。
取算术平均值作为仪器在该点的示值。
表1 (mm)注:测量范围细分为若干档的仪器,没档按相应段的受检点进行检定。
示值误差δH按下式计算:δH=H′- H式中:H′——仪器示值;H ——标准厚度块的标称值。
各点的示值误差应符合表2的规定。
表2 (mm)注:表中H为被测厚度,单位mm。
6.6 曲面壁厚测量的下限及准确度按检定示值误差的方法将仪器校正好,然后根据表3的规定,测量与其尺寸相对应的标准圆管的壁厚。
测量时,手持探头以圆管表面任一素线为轴轻微摆动并观察示值,取最小的稳定的示值为测量结果,其准确度应符合表3的规定。
测厚仪调试方法说明

测厚仪调试方法说明我们如何简单对测厚仪进行零位修正与偏差调试。
首先我们开机后进入图一界面后点击其它。
图一
然后我们进入图二界面后点击NDC维修。
图二
然后我们进入图三界面,点击保密输入密码:PAPGS(真正密码不是这个英文,只是正好对应这几个键的位
置。
)
图三
图四为密码输入界面,密码:PAPGS(真正密码不是这个英文,只是正好对应这几个键的位置。
)
图四
然后点击保密中的断如图五,这样密码就可以操作零位与偏移量
的调节了。
点击主项目单,返回首界面。
此时图六中的计测仪由黑色变成蓝色就可以操作计测仪。
图六
然后点击计测仪选中零如图七,然后点击自动如图八,这样计测
仪就自动进行零位修正了
图七
然后就是对偏移量的修正,我们点击NDC如图九
图九
然后点击AGC校准,查看AGC驱动。
(1500-4000)属于较好的值。
如图十与图十一
图十
图十一
然后我们选中线性化查看现在的线性情况,如果如斜线重合比较完美,分布的点位不要斜线下。
如图十二
图十二
如果偏差太大我们可以手动设定无限计数,质量因子数,质量因子指数还有曲线类式,设定好了选设定质量因子确认输入,如果更改这些参数,请大家把原来的参数记录下,已便可以修改回来,因为这些参数的设定对整改修正影响较大。
如图十三
图十三。
易高涂层测厚仪校准方法

易高涂层测厚仪校准方法
易高涂层测厚仪,那可是个超棒的小工具!咱先说说它的校准方法。
嘿,你知道不?把标准片放在光滑的平面上,就像给宝贝找了个安稳的小窝。
然后呢,打开测厚仪,轻轻地把探头放在标准片上,这感觉就像给宝贝一个温柔的拥抱。
哇塞,接着读取数值,如果数值不准确,那就得调整仪器啦。
调整的时候可得小心,就像给宝贝做一次精细的美容。
千万别粗心大意,不然可就麻烦啦。
校准过程中安全吗?那当然啦!只要你按照正确的方法操作,就像走在平坦的大路上,稳稳当当的。
稳定性也杠杠的,一旦校准好,就像有了个可靠的小伙伴,一直陪伴着你。
这易高涂层测厚仪的应用场景可多啦!比如在汽车制造行业,就像一个小侦探,能准确地检测出涂层的厚度。
在建筑领域呢,又像个小卫士,确保涂层的质量。
它的优势也不少呢,小巧玲珑,携带方便,就像个随身的小助手。
测量准确,速度快,简直太棒啦!
我给你讲个实际案例哈。
有一次在一个工厂里,工人们用易高涂层测厚仪检测产品的涂层厚度。
哇,那效果,简直让人惊艳。
就像发现了宝藏一样,一下子就找到了问题所在,及时进行了调整。
易高涂层测厚仪就是这么厉害,校准方法简单易懂,安全稳定,应用场景广泛,优势明显。
它绝对是你的好帮手!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超声波测厚仪自校准方法
1.目的
为了保证超声波测厚仪的正确使用及测量结果的准确可靠,特制定本自校准方法。
2.依据
超声波测厚仪使用手册等
3. 校准方法
3.1 采用台阶试块,分别在厚度接近待测厚度的最大值和待测厚度的最小值(或待测厚度最大值的1/2)进行校准。
3.1.1试块的基本要求和尺寸见附图。
3.1.2 测定曲面工件厚度时,应使用同一曲率的试块,或者对平面试块加以修正。
3.2 将探头置于较厚试块上,调整声速,使得测厚仪显示读数接近已知值。
3.3 将探头置于较薄试块上,调整零位,使得测厚仪显示读数接近已知值。
3.4 反复调整,使得量程的高低两端都得到正确读数,仪器即告调整完毕。
3.5 如果已知材料声速,则可预先调好声速,然后在仪器附带的试块上,调节零位,使得仪器显示为试块的厚度,仪器即告调整完毕。
4.记录
校准过程应做好记录工作,记录至少包括仪器型号、探头、试块、耦合剂、校核人员、测定日期。
记录格式见“超声波测厚仪自校准记录表”(SDTJ/JH-01-01)。
编制: 审核: 批准:
附图:
6.3
超声波测厚仪自校准记录表
SDTJ/JH-01-01
超声波测厚仪自校准、期间核查记录表填写说明
1、设备名称:超声波测厚仪
2、设备型号:进行自校准或核查的超声波测厚仪本身的型号;如:TT120、TT100等
3、本院编号:进行自校准或核查的超声波测厚仪在本单位内部的仪器编号
4、出厂编号:进行自校准或核查的超声波测厚仪出厂时生产厂家给定的编号
5、声速:对超声波测厚仪进行自校准或核查时,根据标准块的材质选定的超声波声速,例如:当
标准块的材质为碳钢时超声波测厚仪的声速应为v=5790m/s;当标准块的材质为不锈钢时
超声波测厚仪的声速应为v=5900m/s
6、标准块厚度:对超声波测厚仪进行自校准或核查时所使用的标准试块的实际厚度
7、显示值:进行自校准或核查的超声波测厚仪对标准块进行测厚时超声波测厚仪所显示的标准块厚度
值
8、允许误差:根据标准块实际厚度,运用允许误差计算公式计算得到的数值
9、实际误差:标准块厚度与显示值的差值
10、备注:对超声波测厚仪进行自校准或核查的结果
11、说明:对超声波测厚仪进行自校准或核查过程中需要特别说明的问题
12、校准人:对超声波测厚仪进行自校准或核查的操作者姓名
13、年月日:对超声波测厚仪进行自校准或核查的时间。