全氢罩式炉的技术特点及其在不锈钢生产中的应用
罩式热处理炉在生产中的应用
锅筒环缝消氢热处理罩
l 框架系统.2 保温层. 3 一P D H 0 型平板式低电 压高温电加热器
锅炉及容器 制造 中有许 多 5 rm 壁厚 以上 罩 ,每段 长 3 0 a m。通 过 两 个边 炉 罩 和一 个 中炉
的锅筒 ,焊 缝 的预 热及 消 氢一 直 是难 点 ,本 公 罩的不 同结 构组 合 ,满足 了多种 长度 的集 箱 热
罩式炉 是一个炉 底 固定 ,炉 身 ( 带炉 衬和 运用于热处理生产 中。
是炉膛 密封性差 ,炉 冷或 台车 出炉空 冷时热 损 在 实践 中除满 足工艺要 求外 ,还满 足 了维修方 失较大 。罩 式炉则容 易保 持气密 性 ,可以通人 便 、可靠耐用 、安全 经济 、节 约能源 和消 除或 可控气氛 加热 ,外 罩转移 时 ,内表 面 降温少 ,
9 rm,根 据 制 造 要 求 :焊 缝 消 氢 热 处 理 温 度 5 a 为 3 0C±5 " 5" 0 C,为 此我们 采用如 图 1所 示的
大型厚板容器焊缝 预热 、消氢加 热器 ( 如 : 平板 式低 电压 高温 电加热器 )
炉型
矩形
集箱退火 专用热处 理炉 、 ( 如 陶瓷 电加热 片 )
:
2 0~ 15 ℃ 0 00
管屏 集箱焊缝热处理罩 等 ( :陶瓷 电加热片 ) 如 上述均采用 电能加 热
— —
罩 式炉两 类。它 既不需 要装设 炉 门及其升 降机
表 一
目前公 司现有罩 式 热处理炉有 多种 类型和
规格 ,依据特 性 因素和本 公和矩形 类大 约见表 一所示 。
分类原则
圆形
热
源
工 作温度
l 0~ 9 0 5 0℃
全氢罩式退火炉的自动控制

I e od】 e p n el gf aewt p r hdoe, uo accn o t pr ue K yw rs B l t eanan r c i ue yrgn at t otl e e t ly i u n h m i r, m ar
sse whc r o y tm ihae c mmu iae t ee it gL v l3p o u t ns h d l n g me tsse a d nc tdwi t xsi e e rd ci c e u ema a e n y tm n hh n o
C YC(oa el ai n rn oioigss m)oa heete ul a t t o t l f h e C s rg ct na dca ep s i n yt t c i l uo i c nr eb l t o o tn e v hf y ma c oot l
Hy r g n doe
ZHAO i-i Ha —yng
(til s t l v in fB oh nI na dSel o Ld, h n h i 0 4 1 Sane e  ̄o a sa o n t . t.S a g a 0 3 ) sS eDi o r eC , 2
主要机械设备有炉台 、 阀站 、 液压站 、 终冷 台、 加热罩 、 冷却罩 、 内罩和其他辅助设备 , 以下简要 说 明各设备的功能。 ( ) 台 : 有循 环 风 机 、 内双支 热 电耦 、 1炉 配 炉 炉 底 弹 性热 电耦 、 加热 罩/ 却罩 接 近开 关 、 冷 内罩 接 近 开 关 , 外 还 配有 一 套 液压 自动压 紧装 置用 于 夹 另 紧傲 松 内 罩 。 主要 功 能 包 括 循 环 风机 运 行 控 制 、 检 测 、 示 和 报 警 ; 内温 度 、 力 及 氧 含量 的在 显 炉 压 线控制 、 检测 、 显示和报警。 () 2 阀站 : 每个炉 台配备一个 阀站。阀站 由氢 气系统 、 氮气系统 、 液压系统和废气管道等组成 , 配有氧含量在线 监测探 头 、 气体压 力和压差控制 回路 、 相关安全监测仪表等 。主要功能为氢气 、 氮
罩式退火炉介绍.

4、退火周期示意图
加热
均热
空气/水冷却
冷却
在室温下,原子的动能少,扩散 力差,扩散速度慢,导致这种倾向无 法实现,须施加激活力,这种激活力 就是将钢加热到一定温度,使原子获 得足够的扩散动能,消除晶格畸变, 使组织、性能发生变化。
因此经过冷轧后的钢材必须经过 退火。
2、退火的目的及作用
退火是将带钢加热到一定的温度保温后再冷却的工 艺操作。
a 立式炉 b 卧式炉 2、间歇式退火炉(罩式炉) a 单垛式 b 多垛式
三、强对流全氢罩式炉技术特点
1、强对流
罩式退火炉通过内罩对 带钢进行间接加热,带钢获得 热量多少取决于内罩壁的辐射 传热和气体对流传热的能力。
增加内罩壁与保护气体 之间对流传热的主要途径是加 大保护气体的流速,采用保护 气体流速高、流量大的循环系 统,把内罩上的热量尽快传递 给钢卷。
φ610 mm
最大钢卷重量: 33.3t
最大堆垛高度: 5500mm
2、车间配置
冷却罩
内罩 加热罩
炉台
对流板 终冷台
运卷车
阀站
放加 热罩及 点火
冷密封 测试及 吹扫
放内罩 及压紧装料源自退火吊加热罩, 扣冷却罩
风冷
喷淋
吊冷 却罩
移走 内罩
等待下一次装料
卸料至 终冷台 冷却
完 成
3、罩式炉工艺操作流程
罩式退火炉介绍
介绍内容
一、为什么要退火? 二、退火炉分类 三、强对流全氢罩式炉技术特点 四、罩式退火炉车间简介
一、为什么要退火?
1、冷轧板的组织结构 钢材经过冷轧变形后金属内部组
织产生晶粒拉长、晶粒破碎和晶体缺 陷大量存在现象,导致金属内部自由 能升高,处于不稳定状态,具有自发 地恢复到比较完整、规则和自由能低 稳定状态的趋势。
最新全氢罩式退火炉培训教材1122

全氢罩式退火炉培训教材20111112第一章全氢罩式退火炉的工艺与设备一、概述全氢型保护气体单垛式紧卷罩式炉,实际上不单纯只是采用全氢而与氢氮保护气体相区别,而同时这种全氢型罩式炉在设备和工艺上还采取了相应的技术措施,以适应于全氢保护气体新技术的发展,从而建成了以提高退火产量和质量为目的的新一代全氢型保护气体单垛式紧卷罩式炉。
全氢作为保护气体,早在70年代初期,国外某工业炉公司就开发了这项新技术,当时应用于铜基金属工业,70年代末推广到钢铁工业,80年代中期进行普遍推广应用。
据有关资料记载至1993年这家工业炉公司制造并投产的全氢罩式炉共有500多座,分布在世界20个国家和地区。
随着冷轧带钢生产的迅速发展,世界各国面临着兴建和改造老式罩式炉的新形势。
目前世界上具备全氢单垛式紧卷罩式炉新技术和提供全套设备的能力的厂家还不太多,据了解首先是欧洲一家工业炉公司,其次是欧洲另一家工业炉公司。
前者生产的罩式炉称作“强对流全氢罩式炉”(奥地利EBNER工业炉公司),主要特点是采用全封闭退火炉台、全封闭炉台循环风机、横波形内罩以及气-水组合式冷却罩。
后者生产的罩式炉称作“高效能全氢罩式炉”(德国LOI工业炉公司),主要特点是采用敞开炉台、将炉台循环风机与电动机分开的弹性连轴器、平面形内罩以及外部分流快速冷却设备和空气冷却罩等。
上述两家公司采取的设备手段虽然有所不同,但其技术实质均遵循着强对流和全氢技术这个基本出发点,适应全氢退火的严密性和安全性,从而达到提高退火产量和质量的目的。
二、强对流全氢罩式炉技术1.强对流冷轧带钢卷罩式炉退火采用间歇式生产方式,以高炉和焦炉混合煤气作为燃料,通过内罩对带钢卷进行间接加热。
罩式炉退火是以流体力学传导理论为基础。
炉料得到热量多少取决于内罩壁的辐射传热和气体对流传热的能力。
由于轧制后的带钢横向存在着中间厚、两个边部薄的横向偏差,所以即使在较大轧制张力下卷曲钢卷,仍会出现带钢中间部位层间压力大、两个边部层间压力小的情况,因此带钢层间存在间隙;其次,为了减少退火工序中由于带钢层间压力过大而产生的粘结缺陷,在保证卷齐钢卷的条件下,应尽量降低轧制张力,这样更增大了间隙。
全氢罩式退火炉安全控制(一)

全氢罩式退火炉安全控制(一)1概述强对流全氢罩式退火炉(以下简称全氢罩式炉)是在原低氢罩式炉的基础上于70年代发展起来的,具有低能耗、高效率、退火产品品质优良等众多特点。
国外在1984年开始大量应用于宽带钢卷的退火,至今已有近千座全氢罩式炉在世界各地建成。
在奥地利的奥钢联、德国的克勒克纳冷轧厂和蒂森冷轧厂、美国的l-TV钢厂和USX钢厂等钢铁企业中,都可以见到正在工作的全氢罩式炉。
直到80年代末、90年代初,全氢罩式炉这项先进的生产工艺才随着国外生产工艺、控制技术的成熟逐步引进到国内,并迅速得到推广。
国内已有鞍钢、武钢、本钢、上海益昌冷轧薄板厂、海南鹏达冷轧薄板厂等单位先后引进、建成了全氢罩式炉,生产、使用情况良好。
近年建设或改造的冷轧薄板厂正在大量采用全氢罩式炉,原有的低氢罩式炉正面临被全氢罩式炉替代的局面。
全氢罩式炉的安全性是至关重要的,这主要是由干在退火过程中采用了易燃、易爆的氢气充当退火产品的保护气体和热传导体,稍有不慎即有可能发生着火或爆炸事故。
如果没有可靠的安全保障措施,即控制系统没有完善的控制策略,不仅全氢罩式炉的生产不能进行,而且还有破坏整个生产设施的可能。
本文针对全氢罩式炉保护气体应用的安全性,介绍全氢保护气体控制过程的安全控制策略,以增强对这-问题的认识。
2全氢罩式炉设备及工艺过程简介全氢罩式炉是用来消除由冷轧变形而使带钢产生的内应力的一种处理装置。
通过使带钢升温、保温、降温的过程进行带钢的再结晶退火。
一座全氢罩式炉的基本设备包括:(1)一个带有底部循环风机的炉台及其附属介质供给管路。
(2)一个底部敞开、其余封闭焊接成整体的保护罩(以下简称内罩)。
将它扣在炉台上即与炉台构成一个封闭的小空问(以下简称退火空间),退火带钢就置于退火空间之中。
在退火过程中,退火空间即充满纯氢气以保护带钢在高温下不至干氧化。
(3)一个制成罩形的加热装置(以下简称加热罩)。
加热罩扣在内罩之上,两罩之间形成一个燃烧室,燃料在此燃烧,热量通过内罩传递到退火空间内。
冷轧钢带65mn全氢罩式炉球化退火工艺研究及应用

冷轧钢带65mn全氢罩式炉球化退火工艺研究及应用1 概述冷轧钢带65Mn是一种高强度、高硬度的低合金钢,因其卓越的机械性能被广泛应用于机械制造等行业。
然而,冷轧后的钢带会产生强烈的应力,影响其机械性能和形状稳定性,需要进行球化退火处理。
本文研究了全氢罩式炉球化退火工艺及其应用。
2 全氢罩式炉球化退火工艺原理全氢罩式炉球化退火工艺是一种常用的球化退火工艺。
该工艺采用氫气作为炉内退火气体,将钢带置于全氢罩式炉内进行加热、保温和冷却。
由于氫氣分子小,能够快速渗透进入钢带内部,有效降低钢带的内部应力和硬度。
在实际操作中,将退火炉内加入一定量的氫氣,形成一定浓度的氫氣氛,将钢带置于在高温氫氣氛中进行加热,使钢带达到退火温度,并保持一定时间,然后在氫氣氛中冷却至室温,即完成了球化退火处理。
3 全氢罩式炉球化退火工艺的优点(1)钢带表面无氧化皮、无碳化物和无金属污染,有利于表面质量的提高和后续加工处理的降低。
(2)由于氫氣分子小,能够有效渗透进入钢带内部,减少内部氧化并降低内应力和硬度,同时还能降低球化退火温度,大大缩短生产周期和能耗。
(3)由于球化退火温度降低,钢带在退火过程中具有良好的韧性和塑性,使得其具有更好的加工性能和形状稳定性。
4 实验分析为了研究全氢罩式炉球化退火工艺的适用性,我们在实验室进行了一系列实验。
首先,我们制备了一批65Mn冷轧钢带,将其分成两组,一组采用常规的空气球化退火,另一组采用全氢罩式炉球化退火。
退火处理后,我们对两组样品进行性能测试,得到如下结果。
对比两组样品的硬度和拉伸强度,我们可以发现,采用全氢罩式炉球化退火的样品的硬度和拉伸强度均显著低于常规空气球化退火的样品。
这说明,全氢罩式炉球化退火能够有效降低外部和内部应力,同时还能提高钢材的韧性和塑性,使其更适合进行后续加工。
5 工业应用全氢罩式炉球化退火工艺具有广泛的工业应用价值。
例如在汽车、航空、军工等高端制造领域,对冷轧钢带的机械性能要求极高,采用全氢罩式炉球化退火工艺能够满足这些行业对钢材性能、品质和稳定性的要求。
全氢罩式退火炉新设备和新技术

全氢罩式退火炉新设备和新技术在唐钢冷轧厂的成功运用杨建伟吴静(唐钢冷轧薄板厂)摘要:对唐钢冷轧厂全氢式单垛罩式退火生产线基本概况、新设备、新技术、生产工艺进行了论述,以详实的数据对新设备、新技术的良好性能做出的论证,并对现行的退火工艺和工艺制度的优化情况进行了介绍,总结了唐钢冷轧厂罩式退火生产线的现状,提出了未来的发展方向。
关键词:全氢罩式退火炉新设备新技术生产工艺1、前言全氢式保护气体单垛罩式炉采用间歇式生产方式,以焦炉煤气或混合煤气(高炉和焦炉)作为燃料,通过对内罩加热近而间接对带钢卷加热的方式,利用内罩内100%氢气作为保护气体,对带钢卷进行再结晶光亮退火。
退火产品可广泛应用于建材、家电、汽车等领域。
2、基本概况唐钢冷轧厂全氢式单垛罩式退火生产线全部关键设备部件和技术均引进于奥地利艾伯纳炉子公司,拥有该公司目前在中国大陆地区最先进的关键设备部件和技术。
设计能力为年产80万吨退火产品,包括40座炉台及配套的阀站、40个内罩、21个加热罩、19个冷却罩、30座终冷台、2套减压系统、2套液压系统和一套自动控制系统,其中炉台、阀站、减压站、液压站和程序控制系统元件等设备由艾伯纳奥地利总公司提供,加热罩、冷却罩、内罩和终冷台等设备由艾伯纳中国太仓分公司提供,确保了设备的最佳品质。
为满足将来生产发展的需要,另外预留8座炉台,6座终冷台,全部建成投产后,每年可生产退火产品95万吨。
3、设备描述3.1全封闭炉台全封闭炉台由炉台钢结构本体、扩散器以及全封闭炉台循环风机组成。
全封闭炉台结构采用新技术设计制造,由钢板和钢结构焊接而成,承载支撑环应用了同心环状结构的新技术,使支撑环的热膨胀与扩散器总成部件保持一致,比原来采用支柱来支撑炉料的系统优越了很多,因此实现了最大112.5吨的净装炉量和五卷装炉最大6500 mm的堆垛高度,是国内为数不多的采用五卷装炉的机组之一。
扩散器组件采用了重载承重板,能够预防100%的表面接触,使最底层的带钢卷不会出现边缘损伤。
全氢式罩式退火炉简介
冷却系统〆
氮氢罩式炉配有冷却罩,冷却罩内有冷却风 机々还装备有位于炉台下的旁路冷却系统, 旁路冷却系统采用水冷对炉内气氛进行循环 冷却。炉台橡胶密封圈的下面还有专门的流 动水冷却槽,用以对密封圈进行冷却
退火工艺过程简述
全氢罩式炉设备包括炉台、内罩、加热罩和冷却罩。其工艺 过程如下〆 炉台装料,放置内罩并利用液压装置压紧内罩々 检验氢气人口阀和炉台内罩密封性,确保系统安全々 用氮气吹扫内罩内空气,使炉内氧含量减少到1% 以下,为 通入氢气做好准备(在内罩外放置加热罩,内罩和加热罩之 间为燃烧区间)々 用氮气置换空气完成后,氧含量低于1%时,开始加热点 火,并用氢气置换氮气实现全氢气氛退火过程々 退火过程的加热段、均热段,氢气定流量吹扫々 带加热罩冷却、辐射冷却々 带冷却罩冷却、分流冷却々 用氮气吹扫炉内氢气々 料卷出炉。
冷却过程可细分为四个阶段:
带加热罩冷却 辐射冷却 带冷却罩冷却 快速冷却
带加热罩冷却:
從均热阶段后的热态密封试验结束开始,这 时停止燃气供应,由烧嘴中喷射常温空气直 接冷却内罩,达到冷却钢卷的目的
辐射冷却阶段
当炉内控制热电偶温度达到600℃时,结束带 加热罩冷却,移走加热罩〃从移走加热罩到 吊盖冷却罩一般约有12min的等待时间〃在这 一时间段内,内罩的散热方式为对环境的辐 射和自然对流,称为辐射冷却阶段
鋼捲重量
30ton(max)
Product Mix
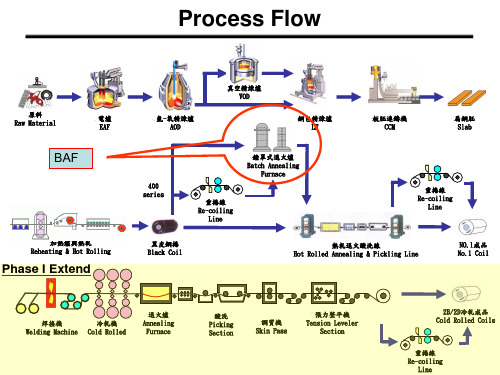
Width 1000 mm 56,000 % 1250 mm 232,000 % 1550 mm 112,000 % Total % MT/Y 14 58 28 400,000 100
加熱罩
冷卻罩
爐座
罩式退火炉的特點
〄为了得到光亮的表面质量,带钢退火应在保护气 氛中进行。罩式退火炉一般采用氮气、氮氢混合 气(由5% 的氢气和95%的氮气组成)或全氢气作 保护气。 〄保护气体作为传热介质通过对流和辐射将热量传 给钢卷,使钢卷得以均匀加热。由于氢气的导热 系数是氮气的7倍,因而相同流速下的纯氢气或氮 氢混合气体的传热效果优于纯氮气。同时,氢气 使气氛具有一定的还原性,能够降低氧化现象的 发生几率。 〄但是,氢气含量的提高对炉台的密封性、安全性 的要求也越高
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
强对流全氢罩式炉的技术特点及其在不锈钢生产中的应用
李钧
(宝钢股份不锈钢分公司冷轧厂,XX 200431)
摘要:介绍了强对流全氢罩式炉的一般结构,分析比较了强对流全氢罩式炉技术特点,阐述了强对流全氢罩式炉在不锈钢带材冷轧生产中的具体应用。
关键词:强对流全氢罩式退火炉技术特点不锈钢生产
The technical characteristics of HPH furnace and the application
in stainless steel production
LI Jun
(Baosteel Stainless Steel Branch, Cold Rolling mill, Shanghai 200431 China) ABSTRACT The basic configuration and technical characteristics of HPH furnacewere discussed, andits main application was also simply introduced.
KEY WORDS HPH furnacetechnical characteristics stainless steel production
1 引言
强对流全氢罩式炉是目前世界上最先进的间歇式退火炉之一,它采用氢气作为保护气体,利用高速循环风机,使氢气在内罩内快速对流传热,达到快速、均匀地加热和冷却退火材料,产品性能均匀、生产效率高,被广泛地应用于钢铁、有色金属的退火处理。
2 强对流全氢罩式炉的基本结构
1-加热罩
2-内罩
3-钢卷
4-中间对流板
5-炉台
6-炉台阀站
7-循环风机
图1 强对流全氢罩式炉结构示意图
图1为强对流全氢罩式退火炉的结构示意图,强对流全氢罩式退火炉主要由强对流炉台、加热罩、内罩、冷却罩、炉台阀站等部分组成。
(1)强对流炉台
炉台是罩式炉的基础部分,退火钢卷放置在炉台上,同时内罩也扣在上面,形成密闭的退火空间。
设有高功率的耐高温循环风机,在钢卷加热和冷却时,保持内罩内保护气体的强循环。
(2)加热罩
由壳体、烧嘴、换热器、耐火材料及配管组成。
它主要作用是与内罩形成燃烧空间,使燃气与空气在燃烧空间混合燃热,对内罩加热。
(3)内罩
由耐热铬镍钢焊接成的圆柱形罩体,其作用是将钢卷与燃烧空间隔离开,使钢卷在保护气氛下进行退火处理。
(4)射流冷却罩
钢板焊接成的圆筒结构,四周及顶部布置空气喷嘴,上部安装冷却风机,用于对内罩进行快速冷却。
(5)炉台阀站
每个炉台配置一套阀站,由公辅管道、控制阀门和仪表组成。
用于公辅介质的输入与输出、以及压力和流量的控制。
3 强对流全氢罩式炉的技术特点
3.1强对流全氢罩式退火炉和连续式退火炉的特点比较
(1)产品种类
在罩式炉中,由于是以静止的方式进行热处理,其加热、冷却及保温时间均可方便的控制。
特别是针对特殊性能钢种的特殊工艺要求,罩式炉便显示出优越性。
而连续式退火炉常常受到带钢宽度、厚度和钢种的制约,产品X围比较窄。
(2)加工产品性能
罩式退火炉加热时间长,氢气在炉内强对流循环,加热均匀性好,冷却速度可控。
而连续退火炉是连续作业,加热和冷却速度迅速,表现在加工后的产品性能上:罩式炉退火产品的深冲性能、塑性要比连续炉产品好。
(3)生产工艺和能力
罩式炉退火时为了充分保证钢温的均匀性通常要进行长时间的均热过程,加上装卸料占用时间,生产周期较长。
而连续退火炉生产周期极短,大批量生产,生产效率高。
(4)投资及运营成本
罩式退火炉一次性投资少,并且可分阶段进行模块化扩建,而且运行维护成本低,连续退火炉技术复杂,投资费用高,维护费用也高。
3.2强对流全氢罩式退火炉和传统罩式退火炉的特点比较
(1)生产能力比较
表1是强对流全氢罩式退火炉与传统罩式炉产能对比表,可以看出强对流全氢罩式炉的炉台小时产能比传统罩式炉炉台小时产能提高一倍以上。
表1 强对流全氢罩式炉与传统罩式炉产能对比
从表中还可以看出,其产能提高的主要原因是采用了强对流技术和全氢作为保护气体。
这是因为钢卷在罩式炉内退火传热主要受对流换热系数和钢
卷径向等效导热系数影响。
图2显示了退火过程中炉内对流换热与辐射换热热流密度之比,可以看出对流换热在炉内起决定性作用,开始和将近结束阶段,热流密度之比可达250,在均热阶段也保持在20倍。
而对流换热系数与保护气体的流速和特性密切相关。
氢气密度仅为氮气的1/14,动力粘度仅为氮气的一半,因此使用纯氢气,再提高循环风机转速,可以显著提高炉内对流换热系数。
另一方面钢卷层与层之间存在间隙,会降低径向导热系数,径向传热主要通过保护气体的导热、带钢间辐射换热及通过接触点的导热。
钢卷径向传热是带钢金属导热和带钢层内气体传热的综合效应。
因此增加保护气体的导热系数,能有效提高径向导热系数,而氢气的导热系数是氮气的7倍,因此采用氢气作为保护气体也能显著提高钢卷的径向等传热能力。
图2炉内对流换热与辐射换热热流密度之比随退火过程的变化
(2)产品质量比较
强对流全氢罩式炉处理的钢卷表面质量的温度比较均匀,外圈和芯部的温差可以缩小到20℃以内,因此性能更加均匀,塑性和深冲性能优良,而传统罩式炉处理钢卷时则存在外圈过热和晶粒粗化现象,由于保护气氛中氮气比重高,退火能造成一定程度氮化,降低产品的深冲性能。
另外强对流全氢罩式炉处理的钢卷表面质量也优于传统罩式炉的产品。
(3)能耗比较
强对流全氢罩式炉由于热效率高退火周期大大缩短,与传统罩式炉相比缩短了30%~40%,能耗大大降低。
另外强对流全氢罩式炉风机采用变频无级调速控制保证了风机速度与气氛气体的比重和温度相匹配,显著降低了电耗。
4 强对流全氢罩式炉在不锈钢生产中的应用
400系列不锈钢,如430、420、409等,是强对流全氢罩式退火炉重要的处理对象。
一般不锈钢带材在冷轧过程中要经历两次退火,分别是冷轧原料卷退火和冷轧成品卷退火,有时在轧制过程中还需要中间退火。
(1)冷轧原料卷的退火
热轧后带钢会发生塑性变形,各晶粒顺着轧制方向伸长,压扁,破碎,在晶界形成大量位错,晶格变形,导致加工硬化。
对于碳、氮含量较高的400系列不锈钢来说,热轧后在冷却过程中组织发生马氏体相变,常温下得到全部或部分的马氏体组织。
因此采用罩式退火炉将材料加热到马氏体相变点以上,经过长时间保温和缓慢冷却,以消除轧制内应力和加工硬化,使被拉长的晶粒变为等轴晶粒,
获得良好的冷加工性能。
马氏体组织也分解为铁素体基体上均匀分布球状碳化物,带钢变软,利于后续加工。
图3是430不锈钢罩式炉退火的典型工艺曲线。
430不锈钢热轧后,组织中含有部分马氏体,导致材料变硬,不利于后续加工。
通过加热到相变温度以上,约850℃,消除组织内的马氏体,得到较低的硬度。
为了防止由于冷却速度过快,重新生成马氏体组织,通常带加热罩缓慢冷却到760℃以下,再扣上冷却罩进行快速冷却,当芯部温度冷却到350℃,将钢卷吊至终冷台进行最终冷却。
100
200
300
400
500600700
800
温度, ℃510203035400时间, h 850℃760℃
900
1525
4550350℃
图3 430不锈钢罩式炉退火的典型退火工艺曲线
(2)冷轧不锈钢的中间退火
400系列不锈钢冷轧过程中发生硬化。
变形量越大,加工硬化的程度也越大。
对于较厚的钢带来说,需要经过两次轧制甚至多次轧制才能获得需求的厚度,因此需要中间退火。
这类退火可以在连续炉中进行,然后酸洗处理,除去氧化铁皮,也可以采用强对流全氢罩式退火炉进行退火,由于保护气氛为纯氢,露点低,可以获得光亮的、光滑的表面,省去了酸洗工序,而且机械性能优良。
这类退火一般加热温度不超过马氏体相变点,否则弥散分布的球状碳化物会再次溶解。
至于不锈钢冷轧成品卷的退火,一般不用罩式退火炉处理,这是因为冷轧卷长时间退火后表面都会略微氧化,有不均匀的的退火痕迹,影响表面使用;另外冷轧成品卷通常很薄,退火温度较高时,容易发生粘结和层间擦伤等表面缺陷。
5 结束语
随着国民经济的发展,我国的不锈钢的生产和消费量都在迅速上涨,对不锈钢的品种和质量都提出了更高的要求,强对流全氢罩式退火炉正是顺应这一趋势,在不锈钢制造领域不断发展壮大的,也必将在不锈钢生产制造领域发挥更重要的作用。
参考文献:
[1]陆世英等.不锈钢 :原子能,1995.7
[2]林林等.全氢罩式退火炉退火过程传热的研究(Ⅱ).科技大学学报,2003,(3):254~257
[3]傅作宝.冷轧薄钢板生产(第二版).:冶金工业,2005.6。