基于DSP的拉丝机恒张力控制PID调节器设计与实现
高速拉丝机恒张力收线数控系统设计概要

第32卷增刊2006年8月光学技术0PTICAL TECHNIQUEV01.32Suppl.August2006文章编号:1002—1582(2006S037l一03高速拉丝机恒张力收线数控系统设计+黄斌,唐艮宝(桂林电子科技大学机电与交通工程系,广西桂林541004摘要:介绍了一种用于高速拉丝机恒张力收线的数字控制系统。
在该系统中其控制核心主要由单片机8098、转速电流输入通道、数字PID调节器等组成。
系统通过对张力与电机电流和转速三个参数的实时采集和处理,能够在运行中获得良好的动静态性能。
由于系统性价比高,结构简单,具有一定的实用价值和推广意义。
关键词:8098单片机;PID控制;拉丝机;恒张力中图分类号:TP27文献标识码:AThe numeral control systern of the high speed drawbenchHUANG Bin,TANG Liang.bao(Department of Mechatronics and Traffic Engineering,Guilin University of Electronic Technology,Guilin541004,China Abstract:A kind of used for the numeral control system that the high speed wire drawing machiRe to accept the line in the constant tension is introduced.The controlling system mainly consists of singlechip,motor speed and current input,digital PID regulators.The system can acquire tO moving andstatic state performance gcxdly in the movement through the tension and dee—tric current and turns collected with processing.Because price the ratio of the system is high and the structure is simple,the sys. tern has practical value and expanding meaning.Key words:8098singlechip;PID control;drawbench;constant tension1引言拉丝过程中,随着收线盘上缠绕的金属丝越来越多,收卷盘直径也逐渐增大,如果此时不对收线电机进行调速控制,当收线盘线速度大于拉丝主电机塔轮上的金属丝的线速度时,就会影响金属丝的质量甚至导致断丝,反之,张力过d,Bg,会产生乱丝缠绕现象。
恒张力恒速度卷绕控制系统的设计及应用
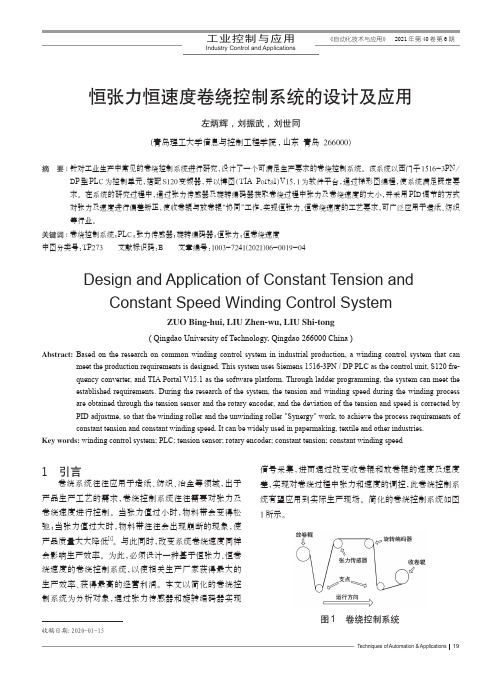
信号采集,进而通过改变收卷辊和放卷辊的速度及速度 差,实现对卷绕过程中张力和速度的调控,此卷绕控制系 统有望应用到实际生产现场。简化的卷绕控制系统如图 1 所示。
图 1 卷绕控制系统
Techniques of Automation & Applications 19
《自动化技术与应用》 2021 年第 40 卷第 6 期
Key words: winding control system; PLC; tension sensor; rotary encoder; constant tension; constant winding speed
1 引言
卷绕系统往往应用于造纸、纺织、冶金等领域,出于 产品生产工艺的需求,卷绕控制系统往往需要对张力及 卷绕速度进行控制。当张力值过小时,物料带会变得松 弛;当张力值过大时,物料带往往会出现崩断的现象,使 产品质量大大降低[1]。与此同时,改变系统卷绕速度同样 会影响生产效率。为此,必须设计一种基于恒张力、恒卷 绕速度的卷绕控制系统,以使相关生产厂家获得最大的 生产效率、获得最高的经营利润。本文以简化的卷绕控 制系统为分析对象,通过张力传感器和旋转编码器实现
关键词 : 卷绕控制系统;PLC;张力传感器;旋转编码器;恒张力;恒卷绕速度 中图分类号:TP273 文献标识码:B 文章编号:1003-7241(2021)06-0019-04
Design and Application of Constant Tension and Constant Speed Winding Control System
工业控制与应用
Industry Control and Applications
基于模糊PID铺丝机恒张力送丝控制系统设计

基于模糊PID铺丝机恒张力送丝控制系统设计骈健;戴惠良;孙伟东【摘要】自动铺丝机是复材成型的关键设备.针对铺丝过程中纤维张力的恒定影响着制件性能,提出了一种铺丝机恒张力送丝控制系统的设计方案.该方案以STM32微控制器为主控单元,直流无刷电机为执行元件.设计了一种模糊PID控制器,使整个系统可以实时调节,通过Simulink的仿真分析验证了模糊PID优越性;通过搭建的试验平台对该系统进行试验,验证其张力控制的效果.【期刊名称】《自动化与仪表》【年(卷),期】2018(033)008【总页数】5页(P39-43)【关键词】模糊PID;恒张力控制;铺丝机;Simulink仿真【作者】骈健;戴惠良;孙伟东【作者单位】东华大学机械工程学院,上海 201620;东华大学机械工程学院,上海201620;东华大学机械工程学院,上海 201620【正文语种】中文【中图分类】TP273铺丝机是复材成型特种机床,它解决了复杂轮廓复材制件成型困难和成本高的问题[1]。
目前,铺丝机的关键技术主要掌握在西方国家手中,我国的研究起步相对较晚,复材成型技术远落后于西方发达国家。
《国家中长期科学和技术发展规划纲要(2006—2020年)》中将“开发满足国民经济基础产业发展需求的高性能复合材料及大型、超大型复合结构部件的制备技术”列入重点研究内容[2]。
纤维张力在铺丝机铺丝过程中起关键作用,张力控制的好坏是评价纤维自动铺放工艺极为重要的性能指标[3]。
铺丝过程中张力的波动会使复材制件力学性能大大降低,因此文中设计了一套铺丝机恒张力送丝控制系统,进行Simulink仿真并搭建了试验平台进行试验,验证其控制效果。
1 恒张力控制系统设计1.1 张力控制方式的选择铺丝机恒张力送丝控制系统采用由电动机控制纤维丝的方式,通过张力检测装置把张力大小的信号反馈给控制单元,再由控制单元控制电动机的转速或者输出力矩,使纤维丝的张力大小稳定在要求的范围之内[4]。
基于交流电机调速的恒张力控制系统的研究的开题报告

基于交流电机调速的恒张力控制系统的研究的开题
报告
标题:基于交流电机调速的恒张力控制系统的研究
研究背景和意义:
随着现代工业生产的发展,钢丝、鱼线、玻璃纤维等轻质材料在工
业生产中得到广泛应用,而这些材料的生产和加工需要恒定张力的控制。
传统的张力控制方式主要采用机械式张力控制,但存在精度低、可靠性差、易受环境因素影响等问题。
因此,开发一种能够实现高精度、高稳
定性、强适应性的恒张力控制系统显得尤为重要。
电机调速技术已广泛应用于工业自动化控制中。
与传统机械式张力
控制相比,利用电机调速控制恒张力不仅精度高、可靠性好,还能实现
自动化、高效化和节能减排的目标。
研究内容和方法:
本课题旨在设计基于交流电机调速控制的恒张力控制系统,主要研
究内容包括:
1. 恒张力控制系统的原理和结构设计:通过文献调研与实际需求,
设计并优化恒张力控制系统的结构和工作原理。
2. 电机控制算法的设计:结合PID控制算法,设计恒张力控制系统
的电机控制算法,使其能够自动调节电机转速,实现恒定张力的控制。
3. 恒张力控制系统的实现:通过实验验证和实际应用测试,对恒张
力控制系统进行调试和优化,实现高效、准确的恒张力控制。
预期结果和意义:
通过本研究,预期可以设计出一种基于交流电机调速的恒张力控制
系统,实现高精度、高稳定性的恒张力控制。
该系统不仅能够满足工业
生产中对恒张力的需求,而且还具有自动化、高效化、节能减排等多重优势,为工业自动化领域的发展提供有益的参考和借鉴。
直线式拉丝机恒张力拉拔控制系统的研究

直线式拉丝机恒张力拉拔控制系统的研究陈硕;郭加定;蓝兆辉;许火盛【摘要】Aiming at the problem of tension control in the drawing process of straight ̄line drawing machine, this paper presents a new constant ̄tension control system based on tile sensor. The speed of pre and post passes is tracked automatical y by adjusting the motor speed of the pre pass. The tilt sensor is used to measure the swing angle of the swing link in the tension tuning rol er. By analyzing the geometric relationship between swing angle and the wire length between pre and post passes, the mathematical model of the speed change between pre and post passes and the change of swing angle of the swing link is established. PLC,VVVF control of induction motor and PID control algorithms are applied in the control system. The model of speed control system in the drawing process between pre and post passes is established and simulated byMatlab/Simulink. The results show that this control system can be recovered to the stable working state quickly. Besides,it is of perfect dynamic performance and strong anti ̄interference ability.%针对直线式拉丝机拉拔过程中的张力控制问题,设计了基于倾角传感器的恒张力拉拔控制系统,通过调节前一道次电机转速,使得前后道次速度自动跟踪匹配。
基于DSP的恒张力走丝系统设计

测量 电极 丝张 力的 变化 。实验 结果表 明 , 型走 丝 系统 实现 了电极 丝的 恒 张 力控 制 。在 电极 丝 的 新
Ha z u n Fu h ,H e Ya d o , Che a g nu2 n G n ,Zh u Xio u n 2,Ba o ag a g o Zhihu s
(1 .Tsn h aUnv ri ig u iest y,Be g 1 0 8 in 0 4,Chn ; j i 0 ia
s o t tt e wiewi d n y t m a e lz o t n r e in c n r l h w ha h r n i g s s e c n r aiec nsa twiet nso o to 、W he hewie t n in i n t r e so s
2.B in ie s yo o t n eeo ej g Unv ri fp ssa d tlc mmu iain ,B in 0 8 6,Chn ; i t nct s e ig 1 0 7 o j ia
3 u h uS n u n ce c .S z o a g a gsin e& tc n lg O ,L eh oo1 ia)
维普资讯
乜 f - 0 6 - 2j 川, ‘膜H} 0 J 2 q 9
设 计 ・ 究 研
基 于 D P的 恒 张 力 走 丝 系统 设 计 S
韩福 柱 ‘ ,贺艳 朵 ,程 刚 ‘ 周 晓 光 , ,包志 书。
(1 清 华大学 精 密仪器 与机 械学 系 , 京 10 8 ; . 北 0 0 4 2 北 京 邮电大 学 自动化学 院 , 京 10 7 . 北 0 8 6;
张力控制PID参数的经验设置
张力控制PID参数的经验设置我在手册上查到的,并已实际的测试过,方便且比较准确应用于传统的PID1。
首先将I,D设置为0,即只用纯比例控制,最好是有曲线图,调整P值在控制范围内成监界振荡状态。
记录下临界振荡的同期Ts2。
将Kp值=纯比例时的P值3。
如果控制精度=1.05%,则设置Ti=0.49Ts ; Td=0.14Ts ;T=0.014控制精度=1.2%,则设置Ti=0.47Ts ; Td=0.16Ts ;T=0.043控制精度=1.5%,则设置Ti=0.43Ts ; Td=0.20Ts ;T=0.09 朋友,你试一下,应该不错,而且调试时间大大缩短******************************************************************** ************************效果不理想,平常手动时在,/-200牛顿左右波动(LoadCell式张力传感器);自动时最好也就+/,80N吧(注意:6,了~感觉有震荡嫌疑了)。
没有趋势图,波动周期没测过。
简单介绍一下这里的张力控制:loadcell测张力(单位n,范围0,2400n);通过调速调节张力;速度主给定为前级车速(前级车速由模拟量传送到PLC,PLC进行速比运算后模拟量输出到驱动主给定),张力PID输出做为车速的辅助给定(主给定,/,5%);OB13调用PID 功能块;5次平均法滤波(会导致一定的滞后,但可disable)。
我做过:张力传感器校验,通过,入PLC信号屏蔽良好,校验时波动非常小;各模拟量屏蔽,屏蔽线单端接地;强制输出模拟量到驱动主给定,手动模式下调试驱动装置,速度较稳定(直流模拟装置,150mpm给定下速度波动+/,0.4mpm,最大车速375mpm);前级车速控制回路参数整定(数字回路,车速稳定);disable 张力传感器滤波,效果与有滤波无明显不同,最终还是加了滤波;PI参数整定,比例参数由原来的6.00一直降到2.45效果稍好,但不明显,比例加大后超调太多; 上帝呀,老天爷呀,真主呀,佛祖呀,土地呀我都求过了。
基于DSP与CPLD的张力测控系统设计的开题报告
基于DSP与CPLD的张力测控系统设计的开题报告一、选题背景张力控制在纺织、包装、印刷等行业中有广泛应用。
张力控制系统的研究和应用,可以实现生产自动化、提高生产效率和产品质量。
本项目基于数字信号处理(DSP)技术和复杂可编程逻辑器件(CPLD)技术,设计一款高性能、高精度、高稳定性的张力测控系统。
该系统可实现对张力的实时监测及自动控制,对张力的稳定性和精度进行优化,提高生产效率和产品质量。
二、研究内容1. 系统框架设计:设计合理的系统框架,确定系统所采用的硬件平台和主要模块。
2. 系统硬件设计:根据系统框架设计,选定适合的硬件平台,包括DSP和CPLD芯片,以及传感器、执行器等外围器件。
进行硬件信号接口设计和电路原理图设计。
3. 系统软件设计:开发DSP和CPLD的程序,完成系统功能模块的实现,并进行模块间的协调与管理。
4. 系统测试验证:对系统进行功能测试、性能测试、稳定性测试等各项测试,并进行调试和优化。
三、研究意义1. 实现张力测控系统的自动化控制,提高生产效率和产品质量。
2. 提高系统测量精度和稳定性,保证生产过程的准确性和一致性。
3. 探索DSP和CPLD技术在张力测控系统中的应用,为相关领域的研究提供参考。
四、拟解决的问题1. 传统的张力控制方法无法满足高要求的生产需求,需要高性能、高精度、高稳定性的新技术进行改进。
2. 当前市场上的大多数张力测控系统仍停留在模拟信号处理阶段,无法满足数字化生产的需求,有必要引入DSP和CPLD等数字信号处理技术。
3. 目前很少有综合DSP和CPLD技术的张力测控系统研究,缺乏相关的技术应用和研究经验。
五、研究方法1. 采用DSP和CPLD芯片作为系统的核心控制部件,搭建系统硬件平台,实现数字信号采集、处理和控制。
2. 设计相应的传感器和执行器接口电路,采用比例积分微分(PID)控制算法完成系统的自动控制。
3. 利用MATLAB和Verilog编程语言开发DSP和CPLD的程序,实现系统的功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
输人输出 均被转换为一0. %一+ 0. %的数字 1 0 00 1 0 00
量。由于收线电机在不同转速时, 所对应的张力也不
同, 根据速度反馈计算出一个张力值为 F, t 反馈张力
为 凡, 给定值为 R则偏差 E=R一 K x + x , ( , , 凡 F 凡) , 其中K, , 凡为加权系数。速度反馈调节为粗调,
3 软件设计
31 算法介绍 . 为了减小运算过程中的累计误差和节省DP S 的内 存开销, 系统采用增量式 P I D控制算法。由于系统在 启动过程中输出会有较大的偏差, 此时在积分项的作 用下, 往往会产生较大的超调和长时间的波动, 所以, 我们引人了积分分离 P m控制算法, 该算法在偏差 。 () k较大时, 取消积分作用, 。k较小时才将积分 偏差 ()
换< - 时, 。幻! p 采用P m控制,
A O TO IM U L A I N o. o8 gs 20 UT MA I N MEV TO V l 6 . u ut 5 T 2 N A 0
基于 D P的拉丝机恒张力控制 P 〕 S D 调节器设计与实现 杨爱民, 等
③ 死区环节
DP S 通过数据总线 巧一 I D6传送数据, D 向A6 D 7 并通过
控制 A 67 D6 的引脚 C 来选通该芯片。 S ③ 测速单元 速度传感器使用光电编码盘, 其返回信号为两相
正交编码脉冲; 利用TS O 4 自 M3 F 0 带的QP 路可对 22 E电
基于 L7 的拉丝机恒张力控制 P ) :; , I 调节器设计与实现 杨爱民. 等
基于 D P的拉丝机恒张力控制 PD调节器设计与实现 S I
D s n I l n t n D P sd C nrlr es n nr ei ad e t i o S B e PD t l iTni C t l g n mp me ao f a I o oe n o o o o Wi Da n Mah e f e wi r r g ci n
完全能满足系统 0 l kz 一 0 H 的测频要求。 0 ④ 显示、 报警及按键输人 显示模块由六位七段 LD组成, I 71 芯片 E 由 C 28 M 进行显示驱动。IM 28 8 C 71 为 位并行接 口芯片,S 通 DP
( x60 X 0 0
N x V
过数据总线巧一 乌与其交换数据, 并通过I 71的 C 2 M 8
间(S; M)T为微分时间(s;()ek 1,( 一 ) D m)ek,( 一 )ek 2 为 k (一 ) 第 次、k 1次和( 一 ) k 2次采样时刻输人偏差 值;uk为第 k D () 次采样时刻增量输出值。
M D 引脚控制其工作方式。而系统的报警输出和按 OE 键输人则与 DP S 的普通 v 0口相联, 考虑到驱动报警
式中: X为测得的脉冲频率( ; f)N为编码器线数( 线/ 转)V ; 为最高转速( m )Y r i ; / n 为转换为百分数后的转
速。
输出继电器的电流较大, NN 可用 P 型三极管91驱动 03
D() [() e 一 ) k 1 + uk = ek 一 ( K p ]
2V ; 0 )内含输出运放, 只需外接反馈电阻即可, 最长转
KT[ 一 ) ( ) pD k 2 +ek - e ( 2( ek一1]T )/ () 1
脉冲进行判向( 判别正反转) 和测频。由T 公司给出 I
该环节位于外部给定输人通道上, 用于抑制该通 道上的扰动。死区宽度也可由用户设置。 ④ 速度转换环节 该环节用于将测得的转速值转换为百分数, 转换 算法如下:
Y=
的 计算公式可算出2当DP 钟频率f Mz [, S的时 ] = H 2 O 时, P 路 论上可 得的 高 Q 电 理 E 测 最 频率几 为4 M z 班 . H, 5
外部给
定输入
图 1 系统控制原理 图
① 加减速环节
避免因给定量突变给系统带来的冲击, 其加减速
时间可由 用户设定。 加速时间 t的意义为: 。 当该环节
输人由000突变为 土100%, . ( 01 〕 0. 0 该环节输出经加速
时间的斜坡渐变为土0. %, 减速时间 勺的意 1 0 反之, 00
《 自动化仪表) 6 第2 卷第8 20 年8 期 05 月 义则为该环节输人由土1 . %突变为 00%时, 00 00 . 0 该 环节输出经减速时间的斜坡渐变为00% . 0 ② 限幅报警环节 当输人超过该环节的输人上、 下限时, 输出被限制 在该环节的上、 下限, 并且进行报警。该环节的输人 上、 下限可设置。
行片选, 并通过数据总线 D一 从AS 4 oD D7 读取转换 7
结果。
② D A转换单元 / DA / 转换芯片采用 A D公司生产的 A 67 为 1 D6, 2 位单路 D A / 转换器, 有两种输出量程可供选择( v和 l o
作用投人, 为积分分离闭 则有: 设a 值, ① 当I kI p 采用P 控制, )> 时, e ( D
继电器。
2 硬件设计
系统采用 I T公司的高性能 DP S2F4 作为 S T 3O20 M 控制器, 能满足拉丝机张力调节过程对实时性和高速 性的要求。系统硬件结构如图2 所示。
为了提高调节器的控制精度, 我们采用的抗干扰 措施主要有: ① AD / 输人和脉冲编码信号均用高速光祸进行 隔离。 ② 采用 M XM公司生产的微处理器监控芯片 A I M X0 为 DP A 76 S 提供可靠的复位信号, 并监视 DP S供
D() K e ) ek 1 [ k 一 ( 一 )+ uk = p ( ]
KT k/, p x p ()T+KT , D [( 一 ) ( ) 2( 一1 / 2 ]T ) ek 2 +ek 一 ek ) (
式中: 凡为比 增 T 采 周 i)T 积 时 例 益;为 样 期( ; 分 m , 为
P1 1 )
DP i d w g i e pn d il mtd S Wr i mcn E a e ct ri eo ern a a x d rc a o h ia t
0 引言
在拉丝机收线过程中, 保持钢丝所受张力恒定是 保证成品钢丝质量的一个重要条件。如果张力过大, 则拉丝机成品卷筒与收线机间钢丝质量会因受力过大 而受到影响, 甚至被拉断。反之, 若张力过小, 则又会 在成品卷筒和收线机间形成松线 、 乱线等现象, 严重影 响了生产的正常进行。为避免上述问题的发生, 需要 在收线过程中能调节钢丝张力并使之在一定范围内保 持稳定。为此, 我们设计了一种采用闭环控制结构的 P 调节器, I D 其控制参数可由用户输人, 调节器输出直 接控制拖动收线机的变频器, 从而达到控制收线机钢 丝张力的目的。
杨爱 民 A
满
范咯 果
( 西北工业大学自 动化学院, 西安 707) 1 2 0 摘 要 文章介绍了一种用于拉丝机恒张力控制的P) H 控制器的控制原理, 以定点数字信号处理器M S2F2 为核心的数字控制系 W3O4。 统的硬件构成及各个硬件单元的工作原理, 并对所采用的控制算法和软件流程进行了 详细说明。 最后, 文章给出了一种简易P 控制 I D 参数的整定法。实验结果表明, 经该方法整定出的参数使该控制器获得了良 好的控制效果。 关键词 P I D控制 DP 拉丝机 扩充临界比例度法 S A sa Te tl g c loP c tlr ic sntsn tl d w g h e ree. h da ot d il b r t c rl pnie I o r eu d o tt i c r o。 r i mci ip s t Te wr f it t c h o oi r p f n n n i D o s n a e o o o f e n n n a n a n s nd h a e h ga e r e c tlr e bs o a d ot asn p c s T S2F 0 h , ,s at oetnl c loe h wrui , orl st a d fe pnd il a re o M 3O2 at n e y m e n - i it i l sr o s x i g g o 4 s e awl h p ao pnie a hda t e s ria r p f a e ns e i c r d cbd玩a i n a t c tl r m ad wrfwhr , e one idtl h s p t i mt d I c tl mts e re. d t , o r aot s st e c t si di lh n l i o e o g h n o a l as x udd e iTe l u n eo oP o r pr eri f o p n a . i e g h f n a e s m n D o a p i ae t h x s o a c o o f t b e i h n g e o i e n a t e a nb i eo g e fayT ee em n l ls w t t lnc tl ciotn wh t i pr erc t u d ts hd i n l .h x r et ru l s e eet r ee s id t u n a mts r t 场 h m t . v i n
张力反馈调节为细调, 以此保证控制精度。系统的控 制原理如图 1 所示。
1 控制原理
考虑到收线机实际运行上的原因, 除了张力控制
环外, 系统还需外加转速控制环, 这是因为[: ’①无张 」
力时应使设备稳定运行。例如在空载调试和启动瞬间 等张力控制环尚未建立的情况下。②在钢丝断线时, 电动机负载转矩消失, 电动机可能超速的情况下, 系统 也能正常运行。 系统的给定值由两路组成, 一路为本机给定值, 由 本机面板设定, 范围从 一1 . % 一+1 . %; 00 00 0 0 另一 00 路由外部给定输人提供, 范围从 一 o l v一十 o 。这两 l v 路均表示张力给定值, 但只有其中的一路有效, 由转换