恒张力控制的几种方案比较
恒张力控制
控制原理图—速度模式
谷城县人民医院
控制原理图—速度模式
控制方法:速度值=理论计算值+PID修正值
F F理论+F
相关信息: 卷径 线速度 张力反馈PID 机械齿轮比 电机级数
谷城县人民医院
控制原理图—转矩模式
谷城县人民医院
T=(F*D)/(2*G);
张力控制方案
1张力闭环速度控制(BW/VE) 2张力开环转矩控制(VE) 3张力闭环转矩控制(VE)
谷城县人民医院
张力闭环速度控制
BW/VE系列支持
谷城县人民医院
张力开环转矩模式
VE系列支持
谷城县人民医院
张力闭环转矩模式
VE系列支持
谷城县人民医院
张力控制功能模块
1线速度检测模块 2卷径计算模块 3PID模块 4张力锥度控制 5断带检测 6智能启动
谷城县人民医院
1线速度检测
谷城县人民医院
在张力控制系统中,准确的测量线速度是很重要的,只有一种方案 可以不用线速度信号:即选用直接控制电机的转矩且卷径来源不 选线速度计算法。
谷城县人民医院
08-42卷径来源选择(线速度/AVI/ACI/AUI/485 /厚度积分 (编码器在收卷轴/编码器在马达侧)) 08-43最大卷径 08-44空卷卷径 08-45初始卷径设定选择( AVI/ACI/AUI/485 ) 08-46初始卷径设定值0 08-47初始卷径设定值1 08-48初始卷径设定值2
08-29/08-30/08-31 P1/I1/D1 (对应空卷卷径/低频)
08-32/08-33/08-34 P2/I2/D2 (对应满卷卷径/最高操作频 率)
08-35张力控制回授方式(正回授/负回授)
完整版张力控制详解
MITSUBISHI ELECTRIC CORPORATION
利用张力检测器进行扭矩控制
M
速度
INV
设定
+
CMP
-
INV
M
张力 设定
?张力控制精度较高
?保持一定速度运转, 则张力也会稳定
?加减速时,需要进行 控制补偿
?通过长度较长时,不 利于控制
MITSUBISHI ELECTRIC CORPORATION
优。 品质 ? 产品价值 ?收卷时经常出现因材料卷紧引起“菊花花纹”
等问题。 ?胶片、薄膜等薄的材料。
MITSUBISHI ELECTRIC CORPORATION
恒定张力、锥度张力和恒定扭矩
?因张力控制方式不同而引起的差异
张力
恒定张力控制
一定
锥度张力控制 恒定扭矩控制
卷径
递减 反比例
MITSUBISHI ELECTRIC CORPORATION
MITSUBISHI ELECTRIC CORPORATION
保护层的结构
PET PET 镀膜
防静电剂
胶粘剂
处理剂 ?防腐剂 ?抗擦伤剂
胶粘剂 防静电剂
PET(基材) 处理层
PET(剥离膜) 胶粘剂
防静电剂 PET(基材)
处理层
一次加工
腹膜
涂层
二次加工
裁切
MITSUBISHI ELECTRIC CORPORATION
?
制器的张力控制更理想?
? 6. 对绕线机及捻线机进行张力控制时,使用三菱的哪种张力控制器产品比较好。
?
现在只使用磁粉产品对绕线机和捻线机进行张力控制,三菱张力控制器一台也没使用,该如何使用呢?
恒张力解决方案
恒张力解决方案一、背景介绍恒张力是指一个系统或结构在受到外部力或负载作用时,能够保持恒定的张力状态。
在许多工程和建筑领域中,恒张力解决方案被广泛应用,以确保结构的稳定性和安全性。
本文将介绍恒张力解决方案的原理、应用领域和优势。
二、原理介绍恒张力解决方案基于恒张力技术,通过使用张力调节装置来保持结构中的张力恒定。
该装置可以根据外部负载的变化自动调整张力,以保持结构的平衡状态。
恒张力解决方案通常包括以下几个核心组件:1. 张力调节装置:用于调整结构中的张力,通常采用液压或电动机械系统。
该装置能够根据外部负载的变化自动调整张力,以保持结构的恒定张力状态。
2. 传感器系统:用于监测结构中的张力变化,并将数据传输给张力调节装置。
传感器系统通常包括应变计、压力传感器或其他类型的传感器,用于测量结构中的应力和变形。
3. 控制系统:用于接收传感器系统传输的数据,并根据设定的参数控制张力调节装置。
控制系统可以根据外部负载的变化自动调整张力,也可以通过操作员手动调整。
三、应用领域恒张力解决方案在以下领域得到广泛应用:1. 桥梁和高架结构:恒张力技术可以用于桥梁和高架结构的悬索和斜拉索系统,以确保结构的稳定性和安全性。
通过自动调整张力,可以减少结构的振动和变形,提高结构的承载能力。
2. 航空航天工程:在航空航天工程中,恒张力解决方案可用于飞机翼和机身的结构支撑系统,以确保飞机在飞行过程中的稳定性和安全性。
3. 石油和天然气行业:恒张力技术可以应用于海底油井和海上钻井平台的钻杆和管道系统,以保持结构的稳定性和安全性。
通过自动调整张力,可以减少结构的振动和应力集中,延长设备的使用寿命。
4. 建筑和基础设施:恒张力解决方案可用于高层建筑、大型机械设备和其他基础设施的结构支撑系统,以确保结构的稳定性和安全性。
四、优势恒张力解决方案具有以下优势:1. 结构稳定性:通过自动调整张力,恒张力解决方案可以减少结构的振动和变形,提高结构的稳定性和安全性。
恒张力解决方案
恒张力解决方案——收放卷设备应用BWS伺服驱动器一、标准伺服驱动器与收放卷伺服驱动器型号介绍收放卷行业伺服驱动器,可以进行卷径计算。
BWS-BBH仅仅支持速度控制模式与转矩控制模式,BWS-BBR不仅支持速度控制模式,转矩控制模式还支持电子兜轮功能。
二、速度控制与转矩控制各种方案比较方案1:复合控制模式我们在速度控制应用场合,在系统中有个张力摆杆或者气动浮辊,这是个很典型的信息,可以用我们的复合控制模式,在速度控制模式下做卷径计算,实现恒定线速度控制。
那么进行复合控制实现跟随前级速度且线速度恒定,我们可以通过一个简单的应用来做解释。
首先复合控制是过程开环和模拟量反馈闭环控制,在调试指导里我们有个拉丝机速度控制方案,前级有个主拉伸伺服驱动器,收卷伺服驱动器跟随前级速度,有张力摆杆做PID调节,收线变频器采用V5-T变频器做卷径计算。
过程开环频率由AI1输入前级速度,必须设置P0.04=1,设置P0.03=3或7为复合控制模式,P1.05=2模拟量反馈闭环控制主反馈为AI2输入浮辊信号模拟量。
浮辊在收卷过程中的平衡位置有个目标模拟量,设置P8.00=目标模拟量,如果浮辊实际位置在目标量左右时,PID就进行调节,在开环频率给定基础上叠加一个反馈量,这样基本上已经可以实现生产过程中的恒定线速度控制.但是由于有些设备,收放卷过程中卷径变化很大,我们要进行卷径计算,伺服驱动器随着卷径计算变大,会自动降低运行频率,更好的达到线速度同步。
这里我们说说速度控制的卷径计算问题:收卷伺服驱动器张力控制专用说明书HO 组功能码是卷径计算的关键功能码。
首先要有个前级速度模拟量进入A收放卷行业伺服驱动器AI模拟通道,作为跟随前级速度。
H0.00=1为收卷模式,H2.00为放卷模式。
从H0.01到H0.10这些功能码一定要设置正确,卷径计算与这些参数有关系。
当设置好这些参数后,可以先运行设备,观察D2.21卷径计算实际值,然后目测收卷材料实际收卷径是多少,如果D2.21偏大则修改H0.04最大线速度小点,反之则反,当计算卷径D2.21与实际目测基本一致时,则卷径计算正确,H0.11是伺服驱动器执行内部计算调节频率的参数,D2.21到H0.11有个卷径检出时间H0.16,可以适当调节H0.16的大小,使H0.11卷径跟随D2.21稳定且响应时间适当。
张力控制几种方式的优缸点
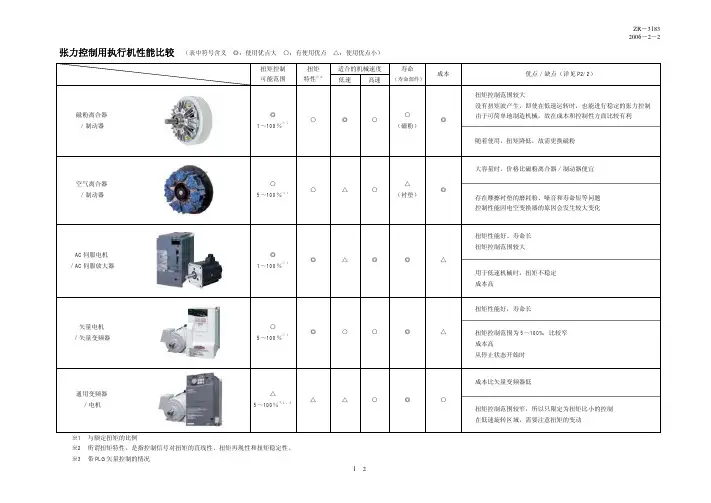
/制动器
由于控制信号只需要线圈励磁电流,所以即使是多轴转台的机械,由于可以通过滑环提供控制电流,因而可以把磁粉离合器/制动器安装在转台上。结构简单,在成本方面有优势,机械损耗
的影响也较小,所以还可提高张力控制精度。
长时间使用后,扭矩会逐渐下降,所以需要交换磁粉(选定时如果相对额定滑差功率留有足够的富余量,则可以使用更长的时间)。
由于控制性能因 F/V 控制、无 PLG 矢量控制和带 PLG 矢量控制等控制方式的不同而变化较大,所以在选机型时,需要格外注意。
如上所述,它们各有长短,因此需要选定匹配机械规格的执行机。
22
空气离合器
由于摩擦衬垫的摩擦系数不稳定,所以扭矩性能不佳。
/制动器
由于摩擦衬垫的寿命较短,所以需要频繁更换。此外,还会产生磨耗粉及噪音。
需要把电子信号转换为气压的电空变换器,这是造成成本提高的主要原因,而且还容易造成性能不稳定。
扭矩性能(直线性、再现性)良好,控制范围也比较大。
由于没有像磁粉离合器和制动器中磁粉那样的寿命部件,所以可免于维修。
随着使用,扭矩降低,故需更换磁粉
大容量时,价格比磁粉离合器/制动器便宜
存在摩擦衬垫的磨耗粉、噪音和寿命短等问题 控制性能因电空变换器的原因会发生较大变化
扭矩性能好、寿命长 扭矩控制范围较大
用于低速机械时,扭,比较窄 成本高 从停止状态开始时
适合于验布机等需要往返运动(可逆运转)的机械。但是,用于放卷时,需要进行再生选择。
AC 伺服电机 /AC 伺服放大器
在自动续纸机构中,通过从扭矩控制模式切换为速度控制模式,还可以进行预驱动。 原来是针对定位控制用的低惯性设计,所以当用于惯性大的放卷和收卷作业时,有时会出现不稳定情况。 在转速较慢的机械中使用时,如果电机转速较低,则会受旋转不稳的影响,导致有时张力不稳定。此外,为提高电机转速而增加减速比,则容易受机械损耗影响,从而降低张力控制精度。
卷取恒张力控制
酸洗线卷取机恒张力控制原理及实现方法摘要:卷取机张力的稳定性直接影响到清洗线产品的质量,卷取机的恒张力控制是卷绕自动控制系统中的关键技术。
本文首先描述了实现恒张力控制的原理,通过分析选取了适合的控制方法。
并结合意大利Ansaldo 全数字直流传动装置SPDM给出了一种具体的实现方法,这种方法搭建的系统在实际应用运行稳定,清洗效果良好。
关键词:张力控制最大力矩法全数字直流调速装置SPDMAbstract: The stability of the wind reel’s tension will influence the quality of the acid cleaning‘s product directly. The way of constant tension control to the wind reel is a key technique of the automatic taking-up equipment. At the beginning of this paper, we describe the principle of tension control. Then we choose a better control method based on analyze. And then we give a implement method use the Italian Ansaldo’s whole digit direct current timing equipment SPDM. The acid cleaning system based on this method worked steady and the wash effect is good.Key words: tension control; maximal moment method; whole digit direct current timing equipment SPDM.1、概述近年来,市场上对铜带的需求有增无减,国际市场上铜产品价格呈强劲上涨趋势。
同步及恒张力控制系统的几种方案
Y
世破 恭
图2 ,硬 同步及 开环张 力 闭环 矢量 控制 系统 框 图
控 制算法如 下:速 度 同样 以图 2所 示 中的 1 单元 为主 ,在人 机上 设定 的一般 为线 速度,要将 线速度转 换成 相应 的频率 。由于 1 单元 与 2单 元之 间在机械 方面 的差异 、打 滑等因素 的存 在 , 定 了 1 决 单元变频 器 与 2 元变频 器 的运 行频 率存在 一定 的系数关系 。 单 同理 ,2与 3单元 、3与 4单 元 、4与 5单元之 间、5与 6 元之 间也存在 不同 的系数关 单
维普资讯
‘ 河北纺织》2 0 0 8年第三期 ( 14期 ) 总 3
纺机纺器
同步及恒张力控制系统的几种方案
王泽 娟
( 家庄 石 家庄纺织机械有 限公 司 0 09 ) 石 501
同步 控制 广泛 应用 于纺 织 、印染 、造纸 等行业 , 在传 统 的电力 拖动领域 ,同步控 制 、 张力控 制 是 非常经 典 的控 制环节 。同时因为控 制对象 、工 艺要 求及 控制精 度 、效果 的不
为 2单元 比例系 数 ,K 2为 反馈 比例系数 ,V 2为 反馈信 号) f f ,其 余单元 同 2单元 。张力 辊的 同轴 安装 一个 电位 器 ,当张力辊处 于平衡位 置 时将 电位器 的输 出调 整为 0 ,张力 v
辊偏离平 衡 位置 时 ,反馈信 号会有变化 ,变化 的范 围在 +V之 间 ,这 样反馈量乘 以反馈 5 系数 ,再加上 同步 比例 系数 乘 以主给 定,所得到 的结 果就 是总输 出 。因此 当张力辊 偏离 平衡位 置 时 。相 应 的同步控制 器的输 出会减 小或 增大 , 自动 调 整变频 器的频率 ,达 到动 态 的平衡 ,使得 张力辊 始终 在平衡位置 附近轻微 摆动 ,起到 同步 的效 果 。图 1 示的系 所
恒张力解决方案
恒张力解决方案恒张力解决方案是一种用于解决张力不稳定问题的方法。
张力在许多工业和创造过程中都是一个重要的参数,但由于各种因素的影响,张力往往会浮现波动或者不均匀的情况,从而影响生产效率和产品质量。
恒张力解决方案通过采用一系列的措施来稳定和调节张力,从而解决这一问题。
恒张力解决方案的核心是使用张力控制系统。
该系统由张力传感器、控制器和执行器组成。
张力传感器用于测量张力的实时值,并将数据传输给控制器。
控制器根据设定的张力目标值和传感器数据来计算并控制执行器的动作,以实现恒定的张力输出。
执行器可以是气缸、机电或者液压系统,根据具体的应用需求选择合适的执行器。
除了张力控制系统,恒张力解决方案还包括其他辅助设备和措施。
其中之一是张力感知装置。
这是一种用于检测张力异常的装置,当张力超出设定范围时会发出警报或者触发自动停机。
这可以匡助操作员及时发现并解决张力问题,避免进一步影响生产。
另一个辅助设备是张力调节装置,它可以根据需要调整张力的大小,以适应不同的工艺要求。
恒张力解决方案的应用范围广泛。
在纺织、印刷、包装、造纸等行业中,恒张力解决方案可以用于纱线、布料、纸张等材料的张力控制。
在电线电缆创造、金属加工、橡胶制品生产等行业中,恒张力解决方案可以用于导线、钢带、橡胶带等材料的张力控制。
此外,恒张力解决方案还可以应用于卷取、拉伸、剪切等工艺过程中的张力控制。
恒张力解决方案的优势在于提高生产效率和产品质量。
通过稳定和调节张力,可以减少生产过程中的材料浪费、产品损坏和生产停机时间。
同时,恒张力解决方案还可以提高产品的均匀性和一致性,使得产品更加稳定和可靠。
总之,恒张力解决方案是一种有效的方法,用于解决张力不稳定问题。
通过采用张力控制系统和其他辅助设备,可以实现恒定的张力输出,提高生产效率和产品质量。
无论是在纺织、印刷、包装等行业中,还是在电线电缆、金属加工、橡胶制品等行业中,恒张力解决方案都可以发挥重要作用。
变频器的应用—卷染机恒张力恒线速度控制
变频器的应用—卷染机恒张力恒线速度控制2010-01-21来源:工控商务网浏览:41一、前言卷染机适合目前市场对多品种小批量织物的染色需求,可间歇式生产,发展前景看好应用越来越广泛。
卷染机控制方面要求具备自动记道、自动计数、自动换向、自动掉头、自动停车、防坠液等功能,在整个工艺过程中,要求保证布匹的张力和线速度恒定,因此对系统的自控控制水平要求较高。
国内较为传统的卷染机大部分采用双直流电机控制,只能达到近似的恒张力控制效果,也有采用单变频器的卷染机,放卷采用异步电机直流制动的方式,收放卷用接触器在变频器和直流制动之间进行切换,以上这些方案,分析其原理,都是在较大误差情况下的一种近似结果,因此控制效果不尽如人意。
进口的高档卷染机,有的采用伺服控制,有的是用价格昂贵的工程型变频器来实现,效果较为理想,但是对于国内的用户来说,成本压力很大。
本文以一个工程实例来说明采用汇川张力控制专用变频器精确并巧妙的完成卷染机的工艺要求。
CLM158巨型卷染机技术指标:◆门幅:1800--3600mm;◆最大卷径:1500mm;◆车速:20--150m/min;◆最高温度:98℃;◆张力调整范围:300~1000N;图一图一是卷染机工作的示意图,这是一个典型的中心卷曲控制系统。
未染色的布匹首先通过上布电机卷曲到其中的一个辊筒上,在辊筒的传动轴上安装有计数用的接近开关,此时控制系统计下整卷布的道次,上卷完毕,采用人工的方式把布匹的一头卷到另外一个辊筒上面,待包覆紧密即可正常开始工作。
此时两个辊筒朝着同一个方向运转,控制的要求是保持布匹上的张力恒定,保持布匹在染液经过的时间一致,也就是线速度恒定。
这是个没有线速度反馈的驱动系统,但线速度又实实在在的随着辊筒的半径的变化在变化。
因此,控制系统需要适应这种独特的要求。
汇川MD330变频器为卷染机的高性能控制提供了理想的驱动平台。
在江苏地区各个卷卷机厂家以及最终用户处的实际使用情况表明,采用MD330控制的卷染机,兼顾了控制性能和成本之间的要求,为该行业的产品升级换代提供了优秀的解决方案。
张力控制t
张力控制张力控制是指能够持久地控制原料在设备上输送时的张力的能力。
这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。
即使在紧急停车情况下,也应有能力保证被分切物不破损。
张力控制的稳定与否直接关系到分切产品的质量。
若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。
1.什么是张力控制:所谓的张力控制,通俗点讲就是要能控制电机输出多大的力,即输出多少牛顿。
反应到电机轴即能控制电机的输出转距。
2.真正的张力控制不同于靠前后两个动力点的速度差形成张力的系统,靠速度差来调节张力的实质是对张力的PID控制,要加张力传感器。
而且在大小卷启动、停止、加速、减速、停车时的调节不可能做到象真正的张力控制的效果,张力不是很稳定。
肯定会影响生产出产品的质量。
用变频器做恒张力控制的实质是死循环矢量控制,即加编码器反馈。
对收卷来说,收卷的卷经是由小到大变化的,为了保证恒张力,所以要求电机的输出转距要由小到大变化。
同时在不同的操作过程,要进行相应的转距补偿。
即小卷启动的瞬间,加速,减速,停车,大卷启动时,要在不同卷经时进行不同的转距补偿,这样就能使得收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。
二.张力控制变频收卷在纺织行业的应用及工艺要求1.传统收卷装置的弊端纺织机械如:浆纱机、浆染联合机、并轴机等设备都会有收卷的环节。
传统的收卷都是采用机械传动,因为机械的同轴传动对于机械的磨损是非常严重的,据了解,用于同轴传动部分的机械平均寿命基本上是一年左右。
而且经常要维护,维护的时候也是非常麻烦的,不仅浪费人力而且维护费用很高,给客户带来了很多的不便。
尤其是纺织设备基本上是开机后不允许中途停车的,如发生意外情况需要停车会造成很大的浪费。
在这种情况下,张力控制变频收卷开始逐渐取代传统的机械传动系统。
2.张力控制变频收卷的工艺要求* 在收卷的整个过程中都保持恒定的张力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
恒张力控制的几种方案比较
一、力矩电机及驱动控制器
1、性能:张力控制不稳定,线性不好。
2、经济性:设备简单,价格便宜,可正反转。
3、适用于张力精度要求不高的场合。
如:电线、电缆。
二、磁粉制动器/磁粉离合器张力控制
1、电气省不了钱,机械也费钱,同样需要调速单元(如变频器、直流调速器)及张力控制仪。
2、精度差,线性不够好,控制的卷径变化范围不大,特别是在大负荷或高速时张力精度不够。
3、故障率高,维护费用高(要经常更换磁粉),磁粉制动器/磁粉离合器的可靠性差,发热严重功率大的还需水冷等。
4、性能:张力稳定性比力矩电机稍强,张力及速度可调。
适用范围比力矩电机广。
三、舞蹈棍控制器
1、性能:张力控制平稳,有张力贮能功能、张力调节麻烦。
2、电气调速单元要求响应快,机械较复杂,局限于线材不适于片材。
如:光纤,光缆。
四、直接张力闭环控制
1、性能:张力控制平稳,电气调速单元要求响应快,张力可视,系统容易振荡。
2、电气设备复杂,需要调速单元、张力控制仪及张力传感器,设备初投资大,价格贵。
3、性能价格比不高,不适用于大张力控制场合。
五、全新的间接张力控制系统
1、采用ABB全新的间接张力控制系统,不需要磁粉制动器/磁粉离合器,不需要张力控制仪及张力传感器,只需调速器(罐装卷曲软件)直接带动电机就可以实现恒张力控制。
2、内置卷径计算功能(可由给定速度信号与实际速度计算求得),卷径输出可视,具有静态补偿及加速补偿。
3、张力线性可调精度达到1%,速度线性可调精度达到0.1%, 方向可正反转, 卷径可达1.5米,速度可达500米/分,张力0~2000KG可调。
4、性能:优越的性能价格比,维护方便,调试较复杂,需要专业的调试工具及调试软件。
适用于大部分张力控制场合。
中心卷曲原理
中心卷曲/开卷机的旋转力是加在卷曲或开卷机的卷筒上,当卷筒直径变化时,为了使材料的表面张力保持不变,必须保证转速与卷径成反比且转矩的变化与卷径成正比。
ABB的间接张力控制系统就是根据电机转矩的变化与卷材卷径成正比的原理来实现恒张力控制。
它的优点:直接采用直流调速器控制直流电机就可以实现恒张力控制。
间接张力控制特性
1、点动模式及快速停车的线速度控制。
2、卷径计算功能。
(可由给定速度信号与实际速度计算求得)
3、有开卷模式和收卷模式供选择。
4、改变给定线速度时加速度的力矩计算(即加速补偿)。
5、通过DI口实现卷曲方向的正转或反转选择。
6、静态补偿功能。
(根据每一速度段转动惯量的不同,设定5个点组成补偿曲线。
)
7、断带报警功能,系统急停时转换为速度模式有效地防止系统“飞车”。
8、通过DI口实现“加张力”及“卸张力”功能。