钳工钻孔转速与进给量表
钻床主轴转数参照表【免费下载】
无论是在传统的机床、数控加工中心铣削切削加工,还是主流的机器人、机械手切削加工,能否进行完美的切削抛光等加工精密处理,主轴的转速和走刀速度及铣刀的选择是关键中的关键,特别是对于比较坚硬的材质如不锈钢,结构钢,模具钢,奥氏体,马氏体等的切削,这是极为考验主轴转速设置,稍有不慎轻则断刀,甚至造成对主轴的损害。
下面我们先来一起了解下钻床主轴转速相关参数。
钻床主轴转数参照表如下:一.技术参数1、最大钻孔直径50 mm2、主轴中心线至立柱母线距离最大1600 mm;最小350 mm3、主轴端面至底座工作面距离最大1215 mm;最小315 mm4、主轴箱水平移动距离1250 mm5、摇臂升降距离600 mm6、摇臂升降速度1.2m/min7、摇臂回转角度+180°(360°)8、主轴锥孔(莫氏) No.5 Morse。
9、主轴行程315 mm10、刻度盘第转钻孔深度122.5 mm。
11、主轴允许最大扭转力矩500N·m12、主轴允许最大进给抗力18kN13、主轴转速级数16 (25/40/63/80/100/125/160/200/250/320/400/500/630/800/1250/2000)14、主轴变速范围25-2000 r/min15、主轴进给量级数160.04/0.06/0.10/0.13/0.16/0.20/0.25/0.32/0.40/0.50/0.63/0.80/1.00/1.25/2.00/3.2016、主轴进给量范围0.04-3.2 mm/r17、主电机功率4 kw 升降电机1.5KW18、电压380 V19、机床净重重量3500 kg;毛重4000 kg20、机床轮廓尺寸(长*宽*高) 249 *104*284 cm钻床指主要用钻头在工件上加工孔的机床。
通常钻头旋转为主运动,钻头轴向移动为进给运动。
钻床结构简单,加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪孔,铰孔或进行攻丝等加工。
(完整版)钻削切削用量选择参考表

180~230
6
钛及钛合金(纯钛)
110~200
30
钛及钛合金(α及α+β)
300~360
12
钛及钛合金(β)
275~350
7.5
碳
18~21
塑料
30
硬橡胶
30~90
四、硬质合金钻头切削用量选择
钻孔的进给量(mm/r)
钻头直径do(mm)
σb550~85①
淬硬钢硬度HRC≤40
淬硬钢硬度HRC40
125~175
24
中碳钢(~0.50C)
175~225
20
高碳钢(~0.90C)
175~225
17
合金低碳钢(0.12~0.25C)
175~225
21
合金中碳钢(0.25~0.65C)
175~225
15~18
马氏体时效钢
275~325
17
不锈钢(奥氏体)
135~185
17
不锈钢(铁素体)
135~185
0.47~0.56
25~30
0.45~0.55
0.32~0.40
0.27
30~50
0.60~0.70
0.40~0.50
0.30~0.40
1.0~1.2
0.70~0.80
注:
1.表列数据适用于在大刚性零件上钻孔,精度在H12~H13级以下(或自由公差),钻孔后还用钻头、扩孔钻或镗刀加工,在下列条件下需乘修正系数;
不带护锥及带护锥的60°复合中心钻
5
0.06
12~25
不带护锥及带护锥的60°复合中心钻
6.3
0.08
12~25
常用工件材料进给、转速参数表
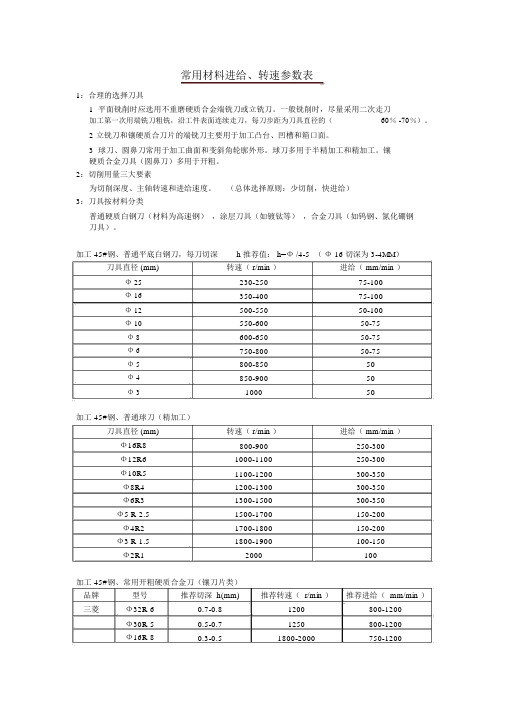
常用材料进给、转速参数表1:合理的选择刀具1平面铣削时应选用不重磨硬质合金端铣刀或立铣刀。
一般铣削时,尽量采用二次走刀加工第一次用端铣刀粗铣,沿工件表面连续走刀,每刀步距为刀具直径的(60% -70%)。
2立铣刀和镶硬质合刀片的端铣刀主要用于加工凸台、凹槽和箱口面。
3球刀、圆鼻刀常用于加工曲面和变斜角轮廓外形。
球刀多用于半精加工和精加工。
镶硬质合金刀具(圆鼻刀)多用于开粗。
2:切削用量三大要素为切削深度、主轴转速和进给速度。
(总体选择原则:少切削,快进给)3:刀具按材料分类普通硬质白钢刀(材料为高速钢),涂层刀具(如镀钛等),合金刀具(如钨钢、氮化硼钢刀具)。
加工 45#钢、普通平底白钢刀,每刀切深h 推荐值: h=Ф /4-5(Ф 16 切深为 3-4MM)刀具直径 (mm)转速( r/min )进给( mm/min )Ф 25230-25075-100Ф 16350-40075-100Ф 12500-55050-100Ф 10550-60050-75Ф 8600-65050-75Ф 6750-80050-75Ф 5800-85050Ф 4850-90050Ф 3100050加工 45#钢、普通球刀(精加工)刀具直径 (mm)转速( r/min )进给( mm/min )Ф16R8800-900250-300Ф12R61000-1100250-300Ф10R51100-1200300-350Ф8R41200-1300300-350Ф6R31300-1500300-350Ф5 R 2.51500-1700150-200Ф4R21700-1800150-200Ф3 R 1.51800-1900100-150Ф2R12000100加工 45#钢、常用开粗硬质合金刀(镶刀片类)品牌型号推荐切深 h(mm)推荐转速( r/min )推荐进给( mm/min )三菱Ф32R 60.7-0.81200800-1200Ф30R 50.5-0.71250800-1200Ф16R 80.3-0.51800-2000750-1200加工 45#钢、常用精加工硬质合金刀品牌型号推荐刀间距 (mm)推荐转速( r/min )推荐进给( mm/min )三菱Ф 25 R 12.50.4-0.51800750-1200Ф16R80.3-0.42000-2200750-1200Ф12R60.2-0.32250-2300750-1000Ф10R50.15-0.252500-2650500-750加工 738、718H 、738H硬质合金刀具单位 MM MM ( r/min )( mm/min ) MM刀具直径凸出量转速开粗 /光刀进给开粗 /光刀Z 步进开粗 /光刀D35R51201500/20002000/12000.8/0.5D32R51201500/20002000/12000.8/0.5D32R0.81201500/20002000/12000.6/0.5D30R51201600/20002000/12000.8/0.5D25R51201800/20001800/10000.8/0.5D25R0.81201800/20001500/10000.6/0.5D25R0.81201800/20001500/10000.5/0.4D16R0.81001800/20001500/10000.5/0.3D16R0.41001800/20001500/10000.5/0.3D1*******/22001500/10000.4/0.3D1*******/22001200/8000.4/0.3D8302000/22001200/8000.35/0.25D6302200/25001000/8000.3/0.2D5302000/22001200/8000.35/0.25D4152200/25001000/8000.25/0.15D3152500/28001000/8000.25/0.15D2152800/3000800/6000.2/0.1D1153000/3500800/6000.2/0.1加工 738、718H 、738H硬质合金刀具单位 MM MM ( r/min )( mm/min ) MM刀具直径凸出量转速中光 /光刀进给中光 /光刀Z 步进中光 /光刀D16R81001800/20001500/12000.5/0.2D12R61002200/25001500/12000.4/0.15D10R5602500/28001300/11000.4/0.15D8R4502800/30001200/10000.35/0.15D6R3353000/35001200/10000.3/0.15D5R2.5353000/35001200/10000.3/0.12D4R2203000/35001000/8000.25/0.12D3R1.5153000/35001000/8000.2/0.1D2R1153500/4000900/7000.15/0.08加工紫铜硬质合金刀具单位 MM MM(r/min )(mm/min)MM 刀具直径凸出量转速开粗 /光刀进给开粗 /光刀Z 步进开粗 /光刀D40R0.81201800/20002500/12001/0.5D32R0.81201800/25002500/12001/0.5D25R0.81202000/25002500/12001/0.5D20R0.81202000/26002200/12001/0.5D16R0.81002000/26002000/10000.8/0.4 D16R0.41002000/26002000/10000.8/0.4D1*******/25001800/8000.6/0.4D1*******/25001500/8000.6/0.3D8452200/25001200/8000.5/0.2D6352200/25001200/8000.4/0.2D5352500/28001200/8000.4/0.2D4202500/30001200/8000.4/0.15D3152800/35001200/8000.3/0.2D2103000/35001000/8000.2/0.1D1103500/3800800/7000.2/0.1D12R61002200/25001500/12000.4/0.2D10R5602500/27001500/12000.35/0.15 D8R4502600/28001500/12000.35/0.15 D6R3402800/30001200/10000.3/0.15 D5R2.5302800/30001100/10000.25/0.15 D4R2203000/33001000/9000.2/0.15 D3R1.5153000/35001000/9000.2/0.1D2R1103000/3500900/8000.2/0.1 D1.5R0.75103500/4000800/6000.12/0.08 D1R0.553500/4000700/6000.12/0.05加工紫铜高速钢刀具单位 MM MM (r/min )(mm/min )MM刀具直径凸出量转速开粗 /光刀进给开粗 /光刀Z 步进开粗 /光刀侧向步进D1*******/10001800/3001/0.5(0.1)D1*******/12001800/3001/0.5(0.1)D1*******/14001800/3001/0.5(0.1)D1*******/18001500/3001/0.5(0.1)D8451800/20001500/2000.8/0.5(0.1)D6352000/22001200/2000.6/0.5(0.1)D5352200/25001200/2000.6/0.5(0.1)注: D 表示刀具直径( D16R0.8 表示刀具直径为16,刀角半径为 0.8开粗即粗加工,中光即半精加工,光刀即精加工。
钻头切削参数表

铸钢
500~600
——
~
~
35~38
38~40
不锈钢
——
——
~
~
25~27
27~35
耐热钢
——
——
~
~
3~6
5~8
灰铸铁
——
200
~
~
40~45
45~60
干切或乳化液
合金铸铁
——
230~350
~
~
20~40
25~45
非水溶性切削油或乳化液
——
350~400
~
~
8~20
10~25
可锻铸铁
——
118
~0.90C
175~225
88~96
17
25~35
118
合金钢
~0.25C
175~225
88~98
21
25~35
118
~0.65C
175~225
88~98
15~18
25~35
118
工具钢
196
94
18
25~35
118
灰铸铁
软
120~150
~80
43~46
30~30
90~118
中硬
160~220
进给量f/(mm/r)
切削速度V/(m/min)
切削液
d/mm
5~10
11~30
5~10
11~30
工具钢
1000
1800~1900
2300
300
500
575
~
~
<
~
钻头切削参数表

钻头切削参数表
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(钻头切削参数表)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为钻头切削参数表的全部内容。
钻孔切削用量的选用(1)高速钢钻头钻削不同材料的切削用量
(2)硬质合金钻头钻削不同材料的切削用量。
钻床工时计算表(实用)
Ⅲ 0.02-0.03 0.03-0.04 0.05-0.06 0.06-0.08 0.08-0.11 0.10-0.12 0.12-0.14 0.13-0.17 0.14-0.18 0.16-0.20 0.20-0.25
Yv 0.7 0.5 合金钢 1.3
6-10 25 8 35 35
mi
Xv
0.2
第七步 计算单件时间
T单件
T作业 3.74
T单件=T作业时间*(1+K宽 放)*(1+K准结) K宽放——宽放占作业百 分比
K准结 10.0% K宽放≈15—22%(钻床)
K宽放 8.5% T单件——单件时间
T单件 4.46
T单件 4.46
T批量—批零件定额 T准结—准备与结束时间
N投数 10
N投数—投产数量
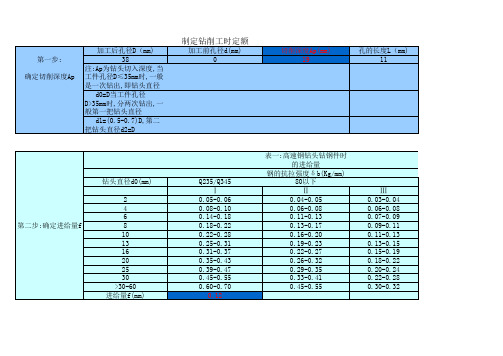
第一步: 确定切削深度Ap
加工后孔径D(mm) 38
注:Ap为钻头切入深度,当 工件孔径D≤35mm时,一般 是一次钻出,即钻头直径
d0=D当工件孔径 D>35mm时,分两次钻出,一 般第一把钻头直径
d1=(0.5-0.7)D,第二 把钻头直径d2=D
制定钻削工时定额
加工前孔径d(mm) 0
切削深度Ap(mm) 19
攻细牙螺纹 0.9
T辅(总计) 0.44
不锈钢 1.8
调质钢/球铁 1.1
胶木绝缘材料 0.5
5
0.48 0.34 0.68 0.55 0.68 0.77 0.93 0.82 1.04 0.62 0.82
8
0.53 0.38 0.75 0.6 0.75 0.84 1.02 0.9 1.14 0.68 0.9
30-40 0.2-0.8 20-32
钻头切削参数表

球墨铸铁
190~225
~98
18
0.08
0.13
0.20
0.26
0.32
14~25
90~118
塑料
—
—
30
0.08
0.13
0.20
0.26
0.32
15~25
118
硬橡胶
—
—
30~90
0.05
0.09
0.15
0.21
0.26
10~20
90~118
加工材料
拉强度抗σb/MPa
硬度HBS
进给量f/(mm/r)
0.2~0.4
35~38
38~40
干切或乳化液
黄铜
——
——
0.07~0.15
0.1~0.2
70~100
90~100
铸造青铜
——
——
0.07~0.1
0.09~0.2
50~70
55~75
铝
——
——
0.15~0.3
0.3~0.8
250~270
270~300
干切或汽油
硬橡胶
——
——
0.2~0.4
30~60
热固性树脂
10~70
60
0.08
0.15
0.25
0.40
0.48
15~40
118
低加工性
~124
10~70
20
0.08
0.15
0.25
0.40
0.48
0~25
118
镁及镁合金
50~90
~52
45~120
数控加工中心刀具转速进给参考表
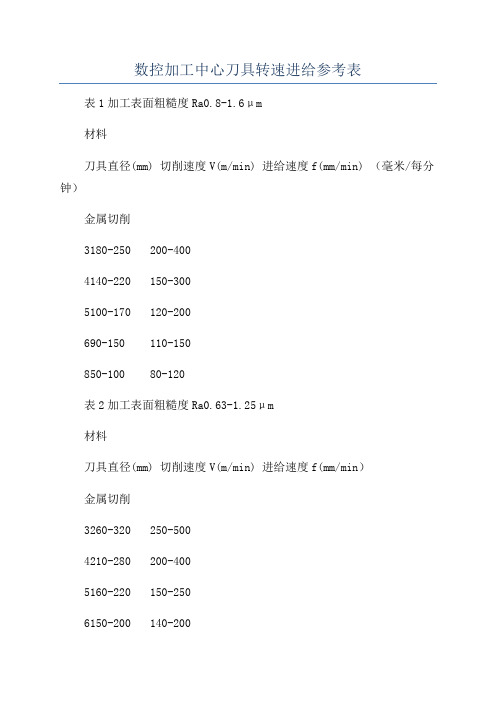
数控加工中心刀具转速进给参考表表1加工表面粗糙度Ra0.8-1.6μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min) (毫米/每分钟)金属切削3 180-250 200-4004 140-220 150-3005 100-170 120-2006 90-150 110-1508 50-100 80-120表2加工表面粗糙度Ra0.63-1.25μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min)金属切削3 260-320 250-5004 210-280 200-4005 160-220 150-2506 150-200 140-2008 90-150 100-140表3加工表面粗糙度Ra0.4-0.8μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min)金属切削3 330-400 300-5004 270-350 250-4005 210-260 200-2506 200-240 180-2008 120-170 100-130表4加工表面粗糙度Ra0.25-0.5μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min)金属切削3 410-480 400-6004 350-430 300-5005 290-360 250-3506 280-320 220-2608 160-210 130-160表5加工表面粗糙度Ra0.16-0.4μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(m/min)金属切削3 490-560 400-7004 430-510 350-6005 360-440 300-4506 340-380 260-3208 210-260 160-210表6加工表面粗糙度Ra0.1-0.25μm材料刀具直径(mm) 切削速度V(m/min) 进给速度f(mm/min)金属切削3 570-650 450-7504 510-590 400-6505 440-520 350-5006 420-460 320-3608 260-310 210-260表7加工表面粗糙度Ra0.06-0.16μm材料。