孔、轴极限偏差的计算
2 孔和轴的极限与配合
尺寸公差带
画出基本尺寸为Ø 50,最大
极限尺寸为Ø 50 .025 、最
小极限尺寸为Ø 50 mm的孔
与最大极限尺寸为Ø
+ 0 -
+0.025
孔
轴
-0.025 -0.041
49.975 、最小极限尺寸为Ø
49.959mm的轴的公差带图。 Home
配合的概念
孔
EI
基本尺寸相同的, 相互结合的 孔、
最大间隙:X max=D max- dmin =ES - ei
+ 0
孔 轴
-
最小间隙:X min=D min - d max
=EI - es
实际生产中,平均间隙更能体现其配合性质。
X av =(X max +X min)/2
过盈配合
孔的实际尺寸 总比轴的实际 尺寸小,装配 时需要一定的
外力。
公差带的大小和位臵分别由( )和()决定。
回顾
1. 互换性
零、部件在装配前不挑,装配时不调整或修配,装配后 能满足使用要求的互换性称完全互换;零、部件在装配时要 采用分组装配或调整等工艺措施,才能满足装配精度要求的 互换性称不完全互换。如装配时,还需要附加修配的零件, 则不具有互换性。 互换性简单的说就是同一规格的零件或部件具有能够彼 此互相替换的性能。
过盈 孔径 轴径
轴公差带
最小过盈
最小过盈为零 轴公差带 最大过盈 孔公差带
孔的公差 带在轴公差 带之下。
最大过盈 孔公差带
具有过盈(包括最小过盈等于零)的配
其特征是最大过盈Y
+ max和最小过盈Y min。
第1章3节孔与轴极限与配合(基本偏差)-2

EI es
ei 基本尺寸
zc
zb
0+-
js c cd d e ef f fg g h j k m n p
r
s
t
u v x y z za
b
轴
a
例1.查表求ф200J6的基本偏差
解:查表1-8 (P17) IT6 = 0.029mm 查表1-11可知,J的基本偏差为上偏差, ES=+0.022mm 根据标准公差与上、下偏差的关系有: EI = ES-IT6 = +0.022-0.029 = -0.007mm 我们可以看出:-0.007mm比+0.022mm更靠近零 线,而0.022mm是基本偏差, -0.007mm反而不是 基本偏差。这就是特殊的情况,所以在基本偏差的 定义中应用了“一般”的字眼,而没有一概而论。
25H8
0.033 0
25P8
0.022 0.055
25p8
0.055 0.022
25h8
0 0.033
例题:确定φ 30H7/ s 6 →φ 30S7/h6孔与轴的极限偏差。
解: 几何平均直径 D=
≈23.24
标准公差因子 i=0.45
+0.001D(d)
大写字母字代表孔,小写字母代表轴。
A
B
孔基本偏差决定了公差带相对于零线的位置。
+0-
EI
C CD D
E EF F FGG H J K M N JS
P
R
S
T
UV
X Y Z ZA
ZBZC
ES 基本尺寸
ei 基本尺寸
zc
zb
0+-
es
量规极限偏差尺寸计算-3种方式

塞规(止) 0 8.015 0.0018
磨损极限 8
卡规(止) 0 0 0 校止-通 0 0
磨损极限 0
基本尺寸 孔上偏差
孔下偏差 0
(Z+T/2)值
8
0.015
0.0033
基本尺寸 轴上偏差
轴下偏差
(Z+IT12 100~140 0.011 0.004 0.009 120~180 0.0135 0.005 0.011 150~220 0.016 0.006 0.013 180~270 0.0185 0.007 0.015 210~330 0.022 0.008 0.018 250~390 0.027 0.01 0.022 300~400 0.037 0.012 0.026 350~540 0.037 0.014 0.03 400~630 0.043 0.016 0.035 460~720 0.049 0.018 0.04 520~810 0.055
IT7 10~14 0.0022 0.0012 0.016 12~18 0.0027 0.0014 0.002 15~22 0.0033 0.0018 0.0024 18~27 0.0038 0.002 0.0028 21~33 0.0046 0.0024 0.0034 25~39 0.0055 0.003 0.004 30~46 0.0075 0.0036 0.0046 35~54 0.0075 0.0042 0.0054 40~63 0.0084 0.0048 0.006 46~72 0.0097 0.0054 0.007 52~81 0.011
IT13 140~250 0.017 0.006 0.014 180~300 0.0195 0.007 0.016 220~360 0.024 0.008 0.02 270~430 0.029 0.01 0.024 330~520 0.034 0.012 0.028 390~620 0.041 0.014 0.034 400~740 0.056 0.016 0.04 540~870 0.056 0.02 0.046 0.063 0.022 0.052 0.073 0.026 0.06 0.08
互换性与技术测量一些知识
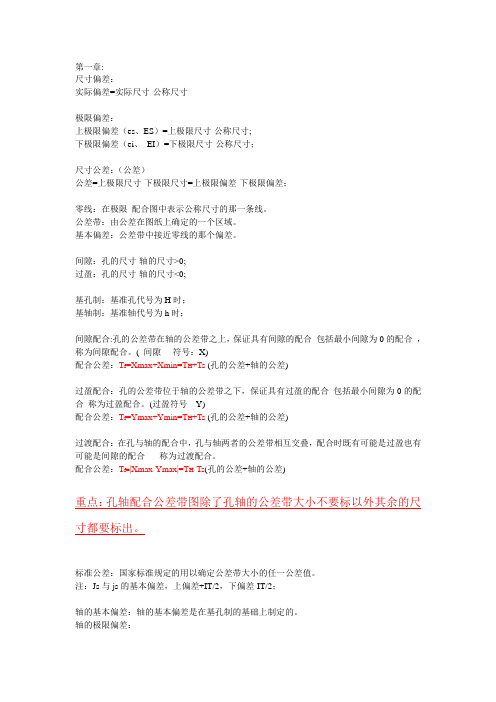
第一章:尺寸偏差:实际偏差=实际尺寸-公称尺寸极限偏差:上极限偏差(es、ES)=上极限尺寸-公称尺寸;下极限偏差(ei、EI)=下极限尺寸-公称尺寸;尺寸公差:(公差)公差=上极限尺寸-下极限尺寸=上极限偏差-下极限偏差;零线:在极限配合图中表示公称尺寸的那一条线。
公差带:由公差在图纸上确定的一个区域。
基本偏差:公差带中接近零线的那个偏差。
间隙:孔的尺寸-轴的尺寸>0;过盈:孔的尺寸-轴的尺寸<0;基孔制:基准孔代号为H时;基轴制:基准轴代号为h时;间隙配合:孔的公差带在轴的公差带之上,保证具有间隙的配合包括最小间隙为0的配合,称为间隙配合。
( 间隙----符号:X)配合公差:T f=Xmax+Xmin=T H+Ts (孔的公差+轴的公差)过盈配合:孔的公差带位于轴的公差带之下,保证具有过盈的配合包括最小间隙为0的配合称为过盈配合。
(过盈符号---Y)配合公差:T f=Ymax+Ymin=T H+Ts (孔的公差+轴的公差)过渡配合:在孔与轴的配合中,孔与轴两者的公差带相互交叠,配合时既有可能是过盈也有可能是间隙的配合-----称为过渡配合。
配合公差:T f=|Xmax-Ymax|=T H-Ts(孔的公差+轴的公差)重点:孔轴配合公差带图除了孔轴的公差带大小不要标以外其余的尺寸都要标出。
标准公差:国家标准规定的用以确定公差带大小的任一公差值。
注:Js与js的基本偏差,上偏差+IT/2,下偏差-IT/2;轴的基本偏差:轴的基本偏差是在基孔制的基础上制定的。
轴的极限偏差:上极限偏差es=ei+IT;下极限偏差ei=es-IT;孔的基本偏差:由公式计算得出;孔的极限偏差:上极限偏差ES=EI+IT;下极限偏差EI=ES-IT;注:上面规则除外的规则:书P21重点:在较高的公差等级中,孔比同级轴的加工要困难,所以生产中孔的精度等级通常采用比轴的低一级来相配。
并要求按基轴制与基孔制形成配合,具有相同的极限间隙或过盈。
孔、轴极限偏差计算

250.014 0.035
孔、轴极限偏差的计算
确定Φ 25H7/f6,Φ 25F7/h6孔与轴的极限偏差。 (用公式计算标准公差和基本偏差)
+0.041 主要步骤:
H7
+
+0.021 F7 +0.020 1.查IT6和IT7的公差值
0
2.查轴f基本偏差(上偏差)
-
f6 -0.020 h6 -0.013 3.根据通用规则,求解F7
(3)
30F8
300.053 0.020
例 查表确定Φ25P7的极限偏差。
解(:1)查表 得: IT7 21μm
查表 得: ES7 ES7 22 8 14 μm
(2) EI ES IT7 14 21 35 μm
(3)
25P7
-0.055
-0.033 (符合通用规则)
公基称本尺尺寸寸
孔、轴极限偏差的计算
确定Φ 25H7/p6,Φ 25P7/h6孔与轴的极限偏差。 (孔的基本偏差用公式计算)
公基称本尺尺寸寸
+0.021H7 + 0 -
p6
+0.035 +0.022
h6
P7
-0.013
-0.014
-0.035
主要步骤: 1.查表 IT6,IT7 2.查表,轴p的基本偏差ei 3. 特殊规则计算
ES7 0.03 ES7 41 11 P
② 24000..218750 ( D9 )
IT= ES-EI = 0.115 9
EI 0.170
D
例 查表确定Φ30F8的极限偏差。
解(:1)查表 得 : EI 20 μm
基孔制、基轴制公差带、配合、基本偏差数值表

内容摘要:国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的等级。
标准公差分为20级,即IT01,IT0,IT1,…,ITI8。
其尺寸精确程度从IT01到ITI8依次降低。
标准公差的具体数值可查表得到。
2)基本偏差基本偏差一般是指上下两个偏差中靠近零线的那个偏差。
即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。
国家标准对孔和轴均规定了28个不同的基本偏差。
基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。
下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。
孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。
JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。
基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端则是开口的,即公差带的另一端取决于标准公差(IT)的大小。
7-6 极限与配合按零件图要求加工出来的零件,装配时不需要经过选择或修配,就能达到规定的技术要求,这种性质称为互换性。
零件具有互换性,便于装配和维修,有利于组织生产协作,提高经济效益。
建立极限与配合制度是保(GB/T1800、证零件具有互换性的必要条件。
3--第三章-孔轴的极限偏差和配合

间隙配合——具有间隙的配合
2、固定连接的配合 例:火车轮与轴
过盈配合
—具有过 盈的配合
3、过渡连接
例:定位销与销孔的结合
过渡配合
一批孔和轴 ,可能具有间隙或过盈的配合。
3.1 基本术语及其定义
一、有关孔和轴的定义 1、孔——通常是指圆柱形内表面,也包括非圆柱形内表面 (由二平行平面或切面形成的包容面)。
0
+0.025 +0.018 +0.002
-
-0.025 -
-
-0.041
ø50 ø50 ø50
解: (1)最大间隙 Xmax=ES-ei=+0.025-(-0.041)= +0.066 mm
最小间隙 Xmin=EI-es=0-(-0.025)= +0.025 mm 配合公差T f =︱Xmax—Xmin︱=︱+0.066-(+0.025) ︱= 0.041 mm
φ20
Ymax Ymin Yav
φ20
平均过盈:Yav = (Ymax+ Ymin)/2
es
es
ei
Ymin=0
+
ES
0
ES=ei
_
EI
+
0
_
EI
3)过渡配合: 可能具有间隙或过盈的配合。
➢ 特点:孔的公差带与轴公差带相互交叠。 最大间隙:Xmax = Dmax-dmin = ES-ei 最大过盈:Ymax = Dmin-dmax = EI-es 平均过盈(间隙):Yav ( Xav ) = (Xmax +Ymax )/2
➢ 孔公差:Th=|Dmax-Dmin|=|ES-EI| ➢ 轴公差:Ts=|dmax- dmin|=|es - ei|
孔轴的极限偏差查表步骤

孔轴的极限偏差查表步骤
首先,要确定极限偏差的位置。
φ16f7,表示直径16的轴,f是配合种类,它确定公差带的位置。
小写是代表轴,大写代表孔。
7是精度等级7级。
φ16h,后面还应跟一个代表精度等级的数字,这个标注不完整。
M6-7H深8。
7H是螺纹精度7级,H的意义和前面光面圆柱轴的一样。
大写表示是内螺纹。
深8是指螺纹的深度,孔的深度应该大于8。
孔深的起始位置就是钻孔的那个平面。
这个标注也是不完整的,应该标出孔深多少。
长度24h13是表示24的外长度是h的配合,精度等级13级。
孔不能小,轴不能大,因为孔小了轴就放不进去,轴大了,也同样,配合不能进行,所以,基孔制配合中,孔的下偏差为零,代号为H,上偏差由零件的精度决定轴的上偏差为零,代号为h,下偏差由零件的精度决定。
所以,基孔制就是以一定精度孔的精度,去配合不同精度轴的配合。
最后,根据计算内容就对照表格,寻找对应的数值即可。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
+0.082
Xmax
+0.057
1.计算轴公差Ts 2.计算最小间隙Xmin
+0.041
3.计算其他极限偏差。
+
0
-
D
以上有不当之处,请大家给与批评指正, 谢谢大家!
7
确定孔的尺寸公差带代号
①
65 0.03 0.06
(
P7
)
IT= ES-EI = 0.03 7
ES7 0.03 ES7 41 11 P
② 24000..218750 ( D9 )
IT= ES-EI = 0.115 9
EI 0.170
D
例 查表确定Φ30F8的极限偏差。
解(:1)查表 得 : EI 20 μm
(3)
25P7
250.014 0.035
孔、轴极限偏差的计算
确定Φ25H7/f6,Φ25F7/h6孔与轴的极限偏差。 (用公式计算标准公差和基本偏差)
+0.041 主要步骤:
H7
+
+0.021 F7 +0.020 1.查IT6和IT7的公差值
0
2.查轴f基本偏差(上偏差)
-
f6 -0.020 h6 -0.013 3.根据通用规则,求解F7
公基称本尺尺寸寸
孔、轴极限偏差的计算
确定Φ25H7/p6,Φ25P7/h6孔与轴的极限偏差。
(孔的基本偏差用公式计算)
公基称本尺尺寸寸
+0.021H7 + 0 -
p6
+0.035
+0.022
h6
P7
-0.013
-0.014
-0.035
主要步骤: 1.查表 IT6,IT7 2.查表,轴p的基本偏差ei 3. 特殊规则计算
孔P的基本偏差ES (Δ=IT7-IT6) 4.计算其他极限偏差。
Hale Waihona Puke 孔、轴极限偏差的计算已知孔、轴配合的公称尺寸为Φ50mm,配合公差
Tf=0.041mm,Xmax=+0.066mm,孔的公差Th=0.025, 轴的下偏差ei=+0.041mm,求孔、轴的其他极限偏差,
画出尺寸公差带图
+0.107
主要步骤:
查表 得: IT8 33μm
(2) ES EI IT8 20 33 53μm
(3)
30F8
300.053 0.020
例 查表确定Φ25P7的极限偏差。
解(:1)查表 得: IT7 21μm
查表 得: ES7 ES7 22 8 14 μm
(2) EI ES IT7 14 21 35 μm
公基称本尺尺寸寸
-0.033
的下偏差
4.计算其他极限偏差。
孔、轴极限偏差的计算
确定Φ25H8/p8,Φ25P8/h8孔与轴的极限偏差。
(要求用查表法确定)
+0.033 + 0 -
p8
+0.055
H8
+0.022
h8
-0.022 P8 -0.055
-0.033
主要步骤: 1.查表 IT8=33μm 2.查表 轴p的基本偏差ei 3.查表,孔P的基本偏差ES 4.计算其他极限偏差。 (符合通用规则)