二重卷边封口检查
封罐过程及马口铁二重卷边检查实验论文
封罐过程及马口铁二重卷边检查实验包装工程(设计)2班201230640217徐玉婷摘要:本实验通过操作台式封罐机,认识了解封罐机二个具有不同形状的头道滚轮与二道滚轮的形状,及在二重卷缝中它们的作用和运动状况。
并通过剖开已封好的罐头,检查罐的封口结构的质量。
主要通过得到罐的叠接率和紧密度,检查罐的二重卷缝的质量,并从中找出影响封罐质量的因素。
同时加深对封罐机结构的了解,同时提高实践技能。
关键词二重卷边封罐质量叠接率紧密度1前言常用的食品包装容器一一马口铁罐、铝箔罐头生产过程中是借助封罐机进行二重卷边密封的。
罐体和罐身之间进行卷合过程,称为二重卷边作业过程。
封罐机中的滚轮位置对罐头二重卷缝的密封情况影响很大。
同时,不论使用任何种类的封罐机,都需要有正确的调节。
二重卷缝质量检查主要分为外观质量检查和卷边剖开检查两部分。
在生产过程中,应按时对罐头二重卷缝质量进行抽样检查,及时发现问题,及时加以纠正。
2实验材料、仪器与设备台式封罐机,未封盖的三片罐已经检测工具2.1封罐观察滚轮行状,找出头道滚轮和二道滚轮。
操作台式封罐机,封罐3个。
2.2外观质量检查用肉眼观察卷边外部的全周有无假封、大塌边、快口、卷边“牙齿”、铁舌、卷边碎裂、跳封、卷边不完全、双线、垂唇、填料挤出等现象,其中对垂唇、铁舌、卷边“牙齿”等必要时须进行计量检测。
将观察到的缺陷填入表1中。
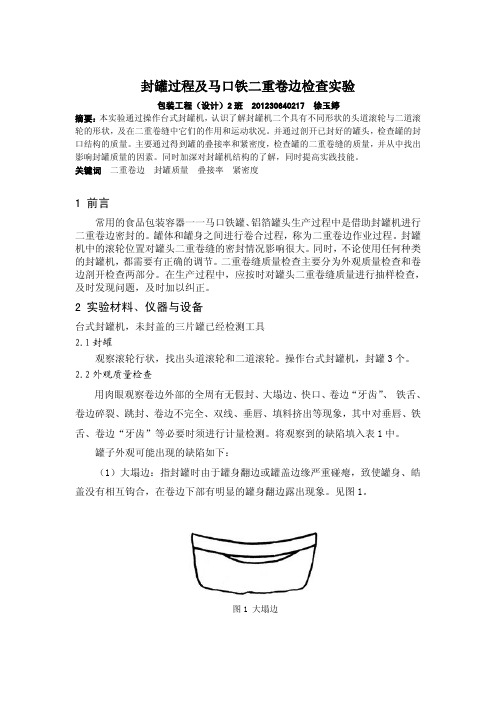
罐子外观可能出现的缺陷如下:(1)大塌边:指封罐时由于罐身翻边或罐盖边缘严重碰瘪,致使罐身、皓盖没有相互钩合,在卷边下部有明显的罐身翻边露出现象。
见图1。
图1大塌边(2)卷边不完全(滑口):指封罐过程中,由于压头打滑或滚轮转动不良等原因所造成的局部卷边未完全压紧的现象。
见图2。
图2卷边不完全(滑口)(3)跳封:指由于焊缝处较厚,滚轮经过焊缝时跳过而未能将卷边压紧的现象。
见图3。
图3跳封(4)卷边“牙齿”:指封罐不良,盖钩和身钩局部未迭接,在卷边下缘所形成的V形突出。
封罐实验报告

食品机械与设备实验封罐实验班级:14食品营养2班姓名:***学号:************指导老师:司徒文贝封罐过程观察及马口铁二重卷边质量检查实验摘要:本实验通过操作台式封罐机,了解封罐机二个滚轮的沟槽的形状及在二重卷缝中它们的作用和运动状况。
加深对封罐机结构的了解,同时提高实践技能。
通过剖开已封好的罐头,检查罐的封口结构的质量。
关键词:二重卷边沟槽曲线封罐质量迭接率紧密度前言金属罐的封罐质量对其承载产品的质量有着决定性的意义。
常用的食品包装容器一一马口铁罐、铝箔罐的底和盖都是采用二重卷边(double seams)的办法进行密封的。
二重卷边是金属罐制造工艺流程中最重要的环节,卷封滚轮是封罐机上最核心、最重要的零件之一。
罐体和罐身之间进行卷合过程,称为二重卷边作业过程。
二重卷缝质量检查主要分为外观质量检查和卷边剖开检查两部分。
在生产过程中,应按时对罐头二重卷缝质量进行抽样检查,及时发现问题,及时加以纠正。
1实验材料、仪器与设备1.1 实验材料5133型罐,202型罐盖1.2 实验仪器与设备手板式封罐机,扳手,未封盖的三片罐以及检测工具,罐盖切割机,卡尺、锉刀、钳子,显微镜、多媒体电脑1.3实验方法1.3.1 滚轮形状和运动观察观察滚轮形状,找出头道滚轮和二道滚轮。
1.3.2封罐操作台式封罐机,封罐3个。
1.3.3外观质量检查用游标卡尺测量二重卷缝的各种尺寸,如罐外径、罐高、埋头度等,把所测数据填入表1中。
用肉眼观察卷边外部的全周有无假封、大塌边、快口、卷边“牙齿”、铁舌、卷边碎裂、跳封、卷边不完全、双线、垂唇、填料挤出等现象,其中对垂唇、铁舌、卷边“牙齿”等必要时须进行计量检测。
将观察到的缺陷填入表1中。
1.3.4 封口结构质量检查在封口结构的三个部位用卷边切割机或卷边专用锯切取卷边截面,用剪刀剪下,用显微镜和多媒体电脑检测接缝对面卷边截面的卷边厚度、卷边宽度、身钩长度、盖钩长度、理论叠接长度和叠接长度,算出叠接率:测量卷边截面的身钩和盖钩长度。
二重卷边封口检查教材
WR WH (%) CH
表示。
皱纹长度 盖钩长度
皱纹度分为四个等级:
0级——基本无皱纹,卷边密封性高;
1级——WR<25%,密封性一般;
2级——WR=25~50%,卷边较松;
3级——WR>50%,卷边松,易渗漏。
紧密度TR=1-WR%,一般要求TR>50%
皱纹度和紧密度
③ 接缝盖钩完整率(JR)——指外观突唇缺陷处盖钩 下垂程度对卷边密封性的影响。盖钩下垂度 ID=bh/CH(%);盖钩完整率JR=1-ID(%), JR值越大卷边密封性越好,一般要求JR>50%。
二重卷边封口质量检查
(1) 卷边外观的检查 (2) 二重卷边的密封性检测
金属罐的密封是指罐身的翻 边和罐盖的圆边在封口机中进行 卷封,使罐身和罐盖相互卷合, 压紧而形成紧密重叠的卷边的过 程。所形成的卷边称之为二重卷 边。
(1) 卷边外观的检查
外观应该平整、光滑、不允许 有波纹、折叠、缺口、切罐、突唇、 牙齿、假卷、断封及密封胶挤出等 现象
(2) 二重卷边的密封性检测
对二重卷边进行解剖检测并用叠接率、 紧密度、接缝盖钩完整率等指标确定卷边 的密封性
• ①迭接率(OL%):卷边内部身钩和盖
钩重叠的程度,见图1, 达到50%以上 才算合格。迭接率有3种求法。
迭接长度:卷边内部身钩和盖钩重迭的长;
• 方法1(仲裁法): 用卷边投影仪测定图 1
• 要求:OR>50%, OR越高密封性越好
• 方法3:也是用卷边测微计测定式(2)表
示的数值,只是直接查迭接率计算表。
卷边测微计
• 检测部位:卷边外部及封口结构计量检测
按下图三个部位进行。
② 紧密度(TR)——指卷边的盖钩和身钩紧密接合
马口铁二重卷封常见问题
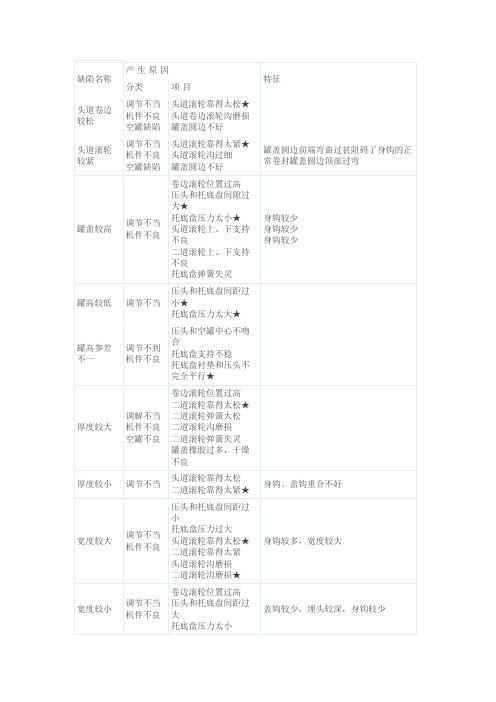
缺陷名称产生原因特征分类项目头道卷边较松调节不当机件不良空罐缺陷头道滚轮靠得太松★头道卷边滚轮沟磨损罐盖圆边不好头道滚轮较紧调节不当机件不良空罐缺陷头道滚轮靠得太紧★头道滚轮沟过细罐盖圆边不好罐盖圆边前端弯曲过甚阻碍了身钩的正常卷封罐盖圆边顶部过弯罐盖较高调节不当机件不良卷边滚轮位置过高压头和托底盘间隙过大★托底盘压力太小★头道滚轮上、下支持不良二道滚轮上、下支持不良托底盘弹簧失灵身钩较少身钩较少身钩较少罐高较低调节不当压头和托底盘间距过小★托底盘压力太大★罐高参差不一调节不到机件不良压头和空罐中心不吻合托底盘支持不稳托底盘衬垫和压头不完全平行★厚度较大调解不当机件不良空罐不良卷边滚轮位置过高二道滚轮靠得太松★二道滚轮弹簧太松二道滚轮沟磨损二道滚轮弹簧失灵罐盖橡胶过多,干燥不良厚度较小调节不当头道滚轮靠得太松二道滚轮靠得太紧★身钩、盖钩重合不好宽度较大调节不当机件不良压头和托底盘间距过小托底盘压力过大头道滚轮靠得太松★二道滚轮靠得太紧头道滚轮沟磨损二道滚轮沟磨损★身钩较多,宽度较大宽度较小调节不当机件不良卷边滚轮位置过高压头和托底盘间距过大托底盘压力太小盖钩较少,埋头较深,身钩较少头道滚轮靠得太紧★二道滚轮靠得太松★头道滚轮沟过细二道滚轮弹簧失灵托底盘弹簧失灵托底盘支撑不稳埋头度较深调节不当机件不良卷边滚轮位置过高★滚轮位置过低(压头对滚轮)★托底盘压力太小头道滚轮上、下支持不良二道滚轮上、下支持不良压头直径太大托底盘弹簧失灵托底盘支持不稳托底盘衬垫和压头不完全平行卷边上部变宽压头制造不良压头制造不良造成一部分埋头度较深埋头度较浅机件不良压头突缘磨损压头较薄★容易产生快口机件制造不良,容易产生快口身钩较多调解不当压头和托底盘间距过小托底盘压力太大★容易产生快口容易产生快口身钩较小调解不当机件不良空罐缺陷卷边位置过高压头和托底盘间距过大★托底盘压力太小★头道滚轮靠得太紧二道滚轮靠得太松托底盘弹簧失灵托底盘支撑不稳罐身翻边宽度较小罐身翻边弯曲半径过小罐高较高罐高较高,容易产生滑口盖钩较多调节不到机件不良头道滚轮靠得太紧★压头较薄机件制造不良盖钩较少调节不当机件不良滚轮位置过高★压头位置过低★压头和托底盘间距过大★托底盘压力过大头道滚轮靠得太松★头道滚轮沟磨损★头道滚轮沟过细头道滚轮上、下支持不良容易产生快口机件制造不良机件制造不良压头直径较大压头过厚上部空隙Uc较大调解不当机件不良压头位置过低压头和托底盘间距过小托底盘压力太大头道滚轮靠得太松★头道滚轮沟磨损★二道滚轮上、下支持不良压头直径过大压头较厚机件制造不良机件制造不良上部空隙Uc=较小调节不当机件不良头道滚轮靠得太紧★压头较薄机件制造不良下部空隙Lc较大调节不当机件不良空罐缺陷头道卷边滚轮靠的太紧头道卷边滚轮靠的太松★二道卷边靠得太紧★头道卷边滚轮沟磨损★头道滚轮沟过细头道滚轮上、下支持不良二道滚轮上、下支持不良托底盘弹簧失灵罐身翻边宽度较小罐身翻边弯曲半径过小下部空隙Lc=较小调节不当压头和托底盘间距过小托底盘压力太大罐盖未套进调解不当空罐缺陷其它托底盘压力太大压头和空罐中心不吻合松罐定时不良罐盖输送不良推盖器装置不当罐盖圆边形状不良罐身翻边形状不良★罐身变形★罐身、罐盖嵌合过紧实罐装罐不良送罐不好或托底盘机件不良罐盖圆边变形,罐盖没有很好地与罐身相套,中心不吻合“牙齿”调节不当机件不良空罐缺陷托底盘压力太大头道滚轮靠得太松二道滚轮靠得太紧★罐身翻边变形在二道卷边时产生变形由于压得太紧产生变形其它卷边滚轮定时不好★罐盖输送不好头道卷边滚轮沟磨损头道卷边滚轮运转不光滑★底盖密封胶过多,干燥不好底盖圆边形状不好★实罐装罐量过多头道卷边较松铁舌调节不当机件不良空罐缺陷其它托底盘压力太大头道卷边滚轮靠得太松★二道卷边滚轮靠得太紧二道滚轮弹簧太紧轴承螺母紧固不好头道滚轮沟磨损二道滚轮沟磨损二道滚轮运转不光滑★罐盖圆边形状不好接缝焊锡过多实罐装罐量过多卷边滚轮热处理加工时间不够快口锐边调节不良机件不好空罐缺陷卷边滚轮位置过高★压头位置过低★压头和托底盘间距过小★头道卷边滚轮靠得太紧托底盘压力太大头道卷边滚轮靠得太紧二道卷边滚轮靠得太紧二道卷边滚轮弹簧压力太大★轴承螺母紧固不好头道卷边滚轮沟磨损头道卷边滚轮上、下支持不良压头磨损接缝焊锡过多接缝快口卷边断裂调节不良机件不良空罐缺陷卷边滚轮位置过高压头位置过低托底盘压力太大头道卷边滚轮靠得太紧二道卷边滚轮靠得太紧二道卷边滚轮弹簧压力太大头道卷边滚轮上、下支持不良二道卷边滚轮上、下支持不良密封胶过多,干燥不良接缝焊锡过多滑口调节不到机件不良压头和托底盘间距过大托底盘压力太小★头道卷边滚轮靠得太紧二道滚轮靠得太紧★卷边滚轮定时不好★头道滚轮运转不光滑二道滚轮运转不光滑★压头磨损压头直径太小托底盘弹簧失灵托底盘上面磨损托底盘支持不稳托底盘和压头不完全平行罐高较高、身钩较少跳封调节不良机件不良空罐缺陷其它二道卷边滚轮弹簧压力太小★二道卷边滚轮弹簧失灵★接缝处叠接过多卷边速度太快特别当滚轮直径较大时橡胶挤出调节不到空罐缺陷其它头道靠得太紧二道靠得太紧橡胶过多、干燥不好★橡胶对内容物不适应★橡胶填料润涨假封调节不当空罐缺陷罐盖输送不好罐盖圆边形状不好★卷边损伤调节不当机件不良卷边滚轮位置过高卷边滚轮定时不好★罐盖输送不好★头道卷边滚轮沟磨损头道滚轮上、下支持不良二道滚轮上、下支持不良压头磨损。
二重卷封的评价
卷边目测
• • • • ● 假封:盖钩(CH)与身钩(BH)未能钩 合。 ● 滑封:由于卷封压头在二重卷封过程相对 于罐盖埋头区域打转而导致卷边不完全。 ● 牙齿:一道卷封过程,金属板钩合不良, 在二道卷封过程中以皱折形式被压平,从而在 二重卷边的盖钩下缘 处形成尖锐突出。 ● 铁舌:二重卷边下缘的光滑突出,通常出 现在身逢部位。 ● 滚轮和压头擦伤痕迹 ● 滚轮和压头配合是否正确
计算公式
• • • • • • 叠接率:% Overlap = BH + CH + EPT – L / L – (2EPT + BPT) X 100 BH = 身钩长度 CH = 盖钩长度 EPT = 盖身板厚度 L = 卷边长度(宽度或高度) BPT = 罐身板厚度
计算公式
• 身钩卷入率:% = BH – 1.1BPT/L – 1.1(2EPT + BPT) X 100 • 盖钩卷入率:% = CH – 1.1EPT/L – 1.1(2EPT + BPT) X 100 • BH = 身钩长度 • CH = 盖钩长度 • EPT = 盖身板厚度 • L = 卷边长度(宽度或高度) • 1.1 = 系数—参阅注解 • 1.1作为系数是考虑当金属板被弯折钩合时会 增加身钩和盖 钩位于其 圆 弧半径部位的厚度。
•
卷边目测
● 卷边均匀性 ● 外流胶 ● 快口:由于卷封平面过于扁平,而迫 使金属板越过卷封压头,在二重卷边上 缘的罐壁形成锐边,有时会导致卷边金 属板碎裂。 ● 身逢状况
外部测量
● 埋头深度:使用埋头度表测量从卷边 顶缘至压头壁下缘底部的距离,通常埋 头深度应大于卷边长度。 • ● 卷边长度:使用卷边测微仪测量与罐 轴向平行的卷边最大尺寸。 • ● 卷边厚度:与卷边长度成直角的卷边 最大尺寸。 • ● 垂唇度(铁舌大小)
二重卷边封口不严的原因
二重卷边封口不严的原因:假卷——卷边身钩与盖钩没有咬合,问题是在罐身的运输与传送过程中引起的翻边损坏,罐身翻边形状不合格,罐盖圆边缺陷或损坏,封口时罐盖未对准罐身等。
大塌边——封罐时由于罐身或罐盖边缘严重碰瘪,使罐身与罐盖没有相互钩合,在卷边下部有明显的罐身翻边露出,原因是在罐身运输的输送过程中造成的翻边损坏,罐身翻边形状不合格,罐盖圆边损坏或圆边过大,封口时罐盖未对准罐身等。
跳封——由于焊缝处卷边较厚,封口滚轮经过罐身焊缝时跳过而未能将卷边压紧,原因是封罐机运行速度太快,二道封口轮缓冲弹簧太软,罐身接缝处太厚等。
卷边不完全——由于罐盖在压头上打滑或封口滚轮转动不良等原因造成的局部卷边未完全压紧,其特点是卷边的一部分有正常的厚度,一部分则超厚。
原因是托盘压力偏小,罐盖与压头的尺寸或锥度不合适,压头磨损,压头轴高度调节不当,与托盘之间间距过大,托盘弹簧失灵,压头或托盘上有油,压头轴向有窜动,定位不准等。
卷边“牙齿”——盖钩和身钩未叠接,在卷边下缘所形成的V形或突出,原因是一道封口轮的封口曲线不理想,预封机或头道封口滚轮调得太松,封口轮磨损。
二道封口轮调得太紧会加剧牙齿缺陷,罐盖造形设计不理想,罐盖在承胶面上有皱纹,卷边内夹入杂物或罐盖内密封胶过多,托盘压力太大,实罐罐装量过多,封口轮轴承运转不灵活等。
卷边碎裂——罐身接缝处卷边外层铁皮断裂,原因是二道封口轮调得太紧,罐盖材料有缺陷,盖内密封过多,卷边内夹入杂物,由于头道封口轮调得太紧,引起罐盖折边过长。
紧密度不符合要求,原因是一道封口轮曲线不合理,封口轮调整不合适,一道封口轮曲线磨损严重,罐盖承胶面形状不合理或罐盖承胶面有皱纹,封口轮轴承运转不灵活等。
卷边损伤——卷边部位外表的损伤或涂层的脱落,原因是一道封口轮曲线不合理,一道或二道封口轮卷封曲面的光洁度低或轮调整紧等。
二重卷封分析
二重结构示意图
.
二、二重卷封的形成(小结)
3、卷封各部分名称 (1)卷封厚度(T):
横过或垂直于卷边内各层铁皮所测得的最大尺寸。 (2)卷封宽度(W):平行于卷边身盖沟所测得的尺寸。 (3)埋头度(C):
卷封后卷边的顶端至邻近卷边内壁肩胛所测得的深度。 (4)身钩长度(BH):罐身翻边向内弯曲成钩状的长度。 (5)盖钩长度(CH ):罐盖卷曲部分在卷边内部的弯曲长度 (6)盖钩空隙(Uc)、身钩空隙(Lc)
.
二、二重卷封的形成(小结)
3、卷封各部分名称 (7)勾叠长度(OL):
卷封成型后,卷边内部盖钩与身钩相互叠接的长度。 (8)勾叠率(OL﹪):
盖钩与罐钩铁皮重叠部分的长度与理论上能完全重叠 长度相比所占的百分比。 (9)紧密度(TR﹪):指卷边密封的紧密程度。 (10)内垂唇,接缝盖钩完整率(JR﹪):接缝交叠处罐盖钩和罐 身钩相互钩和形成叠接长度占罐盖钩长度的百分率。 (11)压力痕(FR):卷封好的空罐打开后空罐内部出现的痕迹
4、未封口尺寸术语
4.盖尺寸D--未卷封埋头度。 尺寸必须正确,才能与卷封夹头正确配合。D值不同(盖的深浅程 度的差异)意味着生成“盖钩 原料”的多少,从而也会影响 到最终盖钩的长短。 5.盖尺寸E--盖材厚度。 直接影响卷边厚度T值的大小。 6.盖尺寸F--盖边内径。 盖边内径必须比罐的最大翻边 直径大,才能保证在双重卷封 机中正确装配。
一面向轴心施加压力。 (4)第一卷轮完成动作后,第二卷轮接着将第一卷轮所形成的第
一卷封压紧而成第二卷封时,卷封工作完成。 (5)托罐盘向下,轧头向下压退出空罐。其形成步骤如下图所示
:
.
二重卷封过程图
.
二、二重卷封的形成(小结)
二重卷边封口检查
表示。 皱纹度分为四个等级:
盖钩长度
0级——基本无皱纹,卷边密封性高; 1级——WR<25%,密封性一般; 2级——WR=25~50%,卷边较松; 3级——WR>50%,卷边松,易渗漏。
紧密度TR=1-WR%,一般要求TR>50%
皱纹度和紧密度
③ 接缝盖钩完整率(JR)——指外观突唇缺陷处盖钩 下垂程度对卷边密封性的影响。盖钩下垂度 ID=bh/CH(%);盖钩完整率JR=1-ID(%), JR值越大卷边密封性越好,一般要求JR>50%。
(2) 二重卷边的密封性检测
对二重卷边进行解剖检测并用叠接率、 紧密度、接缝盖钩完整率等指标确定卷边 的密封性
• ①迭接率(OL%):卷边内部身钩和盖
钩重叠的程度,见图1, 达到50%以上 才算合格。迭接率有3种求法。
迭接长度:卷边内部身钩和盖钩重迭的长度;
• 方法1(仲裁法): 用卷边投影仪测定图 1
所示的卷边的a、b数值。按式(1)计算。
• ——a表示实际迭接长度(OL) • ——b表示理论迭接长度;
• 方法2(现场管理最常用): 用卷边测微计
测定下列式子(2)表示的数值,按式计算
• • • • •
• 要求:OR>50%, OR越高密封性越好
——BH:身钩长度 ——CH:盖钩长度 ——t盖:底盖的盖板厚度 ——W:卷边厚度 ——t身:罐身厚度
• 方法3:也是用卷边测微计测定式(2)表
示的数值,只是直接查迭接率计算表。
卷边测微计
• 检测部位:卷边外部及封口结构计量检测
按下图三个部位进行。
ቤተ መጻሕፍቲ ባይዱ
② 紧密度(TR)——指卷边的盖钩和身钩紧密接合 的程度。常因盖钩出现皱纹而影响TR。盖钩出现皱 纹的程度用皱纹度
二重卷封分析
二、二重卷封的形成
6、二重卷封对设备的要求:
1.下盖及罐身定位正确。 2. 运动时,特别是中心压头转轴精度必须符合标准 。 3. 顶板平面必须保证压力的稳定,并与中心压头保 持直角平面,达到平行要求。(受力时) 4. 一、二道轮的进入和退出动作必须保证切实可靠 。 5. 适合的卷封轮沟槽形状且表面光洁度和压力适合 ,工作面精度达到要求。
二、二重卷封的形成
二、二重卷封的形成
第一部操作后的卷封必须定时进行检查,除了外 部尺寸测量外还需进行撕开、截面分析,其方法 与最终卷封的结构分析相似。第一步操作后的盖 钩皱纹应该是高频度低振幅的波纹,而高振幅低 频度的波纹会造成许多卷封缺陷(见图)。
二、二重卷封的形成
二、二重卷封的形成
二、二重卷封的形成
一、二重卷封概述
金属圆罐以其遮光性强、 能长期保存、携带运输方 便、印刷装璜精美等,被 广泛用于食品、化工、医 药、石化等产品包装上, 金属圆罐已成为包装容器 中重要的一种类别。
一、二重卷封概述
金属圆罐的封口方法用的是卷边封口法。这种方法是将预先翻 边的罐身与罐盖内侧周边相互卷曲,钩合而实现的封口。 目前使用的马口铁三片罐共具有三个气密的接缝,即:一个是 沿罐侧焊缝,并且在罐顶和罐底各有一个。后两个密封口被称 为二重卷封接缝。为了要达到气密的目的,它的密封必须是机 械构造牢固的,并卷封口内适当地用胶料进行填充。 金属罐的卷边封口法中最典型实用的是二重卷封法。即用两个沟槽形状不同的滚轮,分先后两次对罐体和罐盖卷缘进行卷封 。 为使封口结合部密封性好,一般可通过在盖的内壁卷缘内涂覆 胶液(橡胶或树脂等),经卷边后留在卷缝中,以增加其密封 可靠度。
二、二重卷封的形成(小结)
双重卷封培训资料
上海联合制罐有限公司 售后服务 24
6、罐身翻边(flange)及身钩(body hook) 罐身的翻边在罐身的端处,它被制成向上向外翻出,在卷封时 形成身钩,身钩简称‘BH’。
上海联合制罐有限公司 售后服务
25
罐钩长度受1、罐盖与罐身嵌合紧度2、 罐身展缘宽度急R角3、托罐盘压力4、轧头 与托罐盘距离等因素影响有所变异,罐钩太 短,有漏罐危险,太长有吐舌及裂唇的危险, 甚至使盖钩无法卷入,造成盖钩太短缺口或 疑似卷封。
罐钩长度没有绝对的标准,大部分罐型使用 1.98mm作为标准,只要能与盖钩的钩叠长度能达到 安全的密封要求即可接受,良好的卷封其罐钩与盖钩 长度几近相等。 同一罐内,任何两点的罐钩长度,其差值不得超 过0.15mm此值差越大,表示托罐盘与轧头不平行或 有太大的间隙。
上海联合制罐有限公司 售后服务
上海联合制罐有限公司 售后服务 7
三、双重建议规格
尺
部位名称 第一卷封厚度 第一操作沟深 第二卷封厚度(T) 第二卷封宽度(W) 第二操作沟深(CSD) 罐身钩 罐盖钩 重叠度
紧密度
寸
2.05±0.05 6.15±0.05 1.32±0.03 2.65±0.15 6.35±0.10 1.65±0.15 1.65±0.15 0.89 95%
上海联合制罐有限公司 售后服务 20
4、双重卷封的卷封宽度(seam longth)
滚入双重卷封的所有金属与罐身 相挤压所得的外部距离,英文简称 ‘W’。亦称为卷封长度,如右图所示。 卷封宽度受下列因素影响而改变: 1、罐盖形成卷封部位的尺寸; 2、第一卷轮沟形及压力强弱; 3、第二卷轮沟形及压力强弱; 4、托罐盘压力强弱; 5、罐盖与罐身铝材厚度; 6、卷轮轮沟磨损状况‘ 7、罐盖卷缘弧形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属罐的密封是指罐身的翻 边和罐盖的圆边在封口机中进行 卷封,使罐身和罐盖相互卷合, 压紧而形成紧密重叠的卷边的过 程。所形成的卷边称之为二重卷 边。
(1) 卷边外观的检查
外观应该平整、光滑、不允许 有波纹、折叠、缺口、切罐、突唇、 牙齿、假卷、断封及密封胶挤出等 现象
(2) 二重卷边的密封性检测
对二重卷边进行解剖检测并用叠接率、 紧密度、接缝盖钩完整率等指标确定卷边 的密封性
• ①迭接率(OL%):卷边内部身钩和盖
钩重叠的程度,见图1, 达到50%以上 才算合格。迭接率有3种求法。
迭接长度:卷边内部身钩和盖钩重迭的长度;
• 方法1(仲裁法): 用卷边投影仪测定图 1
表示。 皱纹度分为四个等级:
盖钩长度
0级——基本无皱纹,卷边密封性高; 1级——WR<25%,密封性一般; 2级——WR=25~50%,卷边较松; 3级——WR>50%,卷边松,易渗漏。
紧密度TR=1-WR%,一般要求TR>50%
皱纹度和紧密度
③ 接缝盖钩完整率(JR)——指外观突唇缺陷处盖钩 下垂程度对卷边密封性的影响。盖钩下垂度 ID=bh/CH(%);盖钩完整率JR=1-ID(%), JR值越大卷边密封性越好,一般要求JR>50%。
• 方法3:也是用卷边测微计测定式(2)表
示的数值,只是直接查迭接率计算表。
卷边测微计
• 检测部位:卷边外部及封口结构计量检测
按下图三个部位进行。
② 紧密度(TR)——指卷边的盖钩和身钩紧密接合 的程度。常因盖钩出现皱纹而影响TR。盖钩出现皱 纹的程度用皱纹度
WH WR (%) CH
皱纹长度
所示的卷边的a、b数值。按式(1)计算。
• ——a表示实际迭接长度(OL) • ——b表示理论迭接长度;
• 方法2(现场管理最常用): 用卷边测微计
测定下列式子(2)表示的数值,按式计算
• • • • •
• 要求:OR>50%, OR越高密封性越好
——BH:身钩长度 ——CH:盖钩长度 ——t盖:底盖的盖板厚度 ——W:卷边厚度 ——t身:罐身厚度