国内直缝埋弧焊管UOEJCOE机组的概况和发展趋势
UOE与JCOE焊管生产线比较
钢制过渡板 边 。
打錾、 修补 的工 程 量 , 为外 墙 涂 料 施 工 创 造 了 良好 的 基 层 , 小 还 简 化 了 劳动 强度 , 保 证 了构 型 柱 的 外 、 ( 4 )  ̄ 1 1 设外模模板 , 外模 也需采用 1 c m厚竹胶板进行加固, 仅 提 高 了施 工质 量 , 质量 , 取 得 了 良好 的经 济 效 益 。 并按 间距 5 0 c l n 进行打孔 。 ( 5 ) 在 打 好 的孔 洞 内加 设 D NI 5的 P V C管, 用 O1 2的钢 筋 9 结 语 总 之 ,通 过 该方 泫 进 行 加 同后 的构 型 柱 满 足 观 感 质 量 制作成通丝杆从 P V C 管 内 穿过 , 并与 制 好 的钢 筋 卡 具 形成 连
L = 1 2 . 2 m 根/ 时 t / 时
( 7 ) 按问距 l m的距离加设钢管拉结点, 使构造柱 楼层满 堂架进行连接 , 防止变形 。 ( 8 ) N用 钢 筋 拉 杆 及钢 管 拉 结 点 将 构 造 柱 的 整度 及 垂 直 度调整到位 , 满足规范要求 。 6 质 量要 求 用 线 锤 吊设 垂 直 度 , 并与放设的定位线进行复核 , 构 造
—
—
表 1 机组小时生产能 力表
钢 管代 表 规 格
UO E
J C O E
Cx t ( mm) ( am) r
7 2 6x 9 . 5 91 4 ̄1 2. 7 1 0 1 6 x1 4. 3
单重 ( k g , m)
1 7 6. 3 2 8 2 . 3 3 5 3 . 2
( 2 ) 安装过渡板 , 利 用 原 有 造 型 柱 的 拉杆 孔 将 l c m 厚 钢 制 8 经 济效 益 分 析 采用该加 固方法 , 有效 的减少 了力 l 】 同体系 的尺寸 , 便于外 过渡板安装到位 。 架系统的提升, 同时节约了加 材料的使用量, 减少 r砼 打磨 、 ( 3 ) 用方钢及 l c m厚竹胶板加设 内模模板 , 竹胶板放置在
2024年埋弧焊机市场分析现状
2024年埋弧焊机市场分析现状简介埋弧焊机是一种常用的焊接设备,广泛应用于各种工业领域。
本文将对埋弧焊机市场进行分析,包括市场规模、竞争格局、发展趋势等方面的内容。
市场规模埋弧焊机市场规模在过去几年一直呈现稳定增长的趋势。
市场数据显示,全球市场中亚太地区是埋弧焊机最大的市场,占据了总市场份额的40%,欧洲和北美地区分别占据了30%和20%的市场份额,其余地区占据了剩余的10%。
随着经济发展和工业化进程的加快,埋弧焊机市场有望继续保持增长。
特别是一些新兴市场,如印度、巴西和东南亚国家,这些地区的工业化水平不断提高,对埋弧焊机的需求也在不断增加。
竞争格局埋弧焊机市场竞争格局相对较为激烈,主要包括国内和国际两个方面。
国内市场竞争国内埋弧焊机市场竞争主要集中在一些国内知名品牌之间,如戴尔, Midea和特来电。
这些品牌凭借着优质的产品质量、完善的销售网络和良好的售后服务,逐渐在市场上建立了领先地位。
此外,一些小型和中小型企业也在市场上发挥着一定的竞争力。
国际市场竞争埋弧焊机市场上,国际品牌在市场份额上占据了很大的比重。
美国的林肯电气公司、德国的埃斯亚焊接技术有限公司和中国的德力西蒙公司是全球市场上的三大领先品牌。
在国际市场竞争中,埃斯亚焊接技术有限公司以其高品质的产品而闻名。
林肯电气公司则凭借其强大的研发能力和广泛的销售渠道在全球范围内取得了巨大的成功。
德力西蒙公司在中国市场上具有很强的竞争力,并且在国际市场上也有一定的份额。
发展趋势埋弧焊机市场在发展过程中也面临一些新的机遇和挑战。
新的机遇随着国际贸易的不断增加,埋弧焊机出口市场的需求也在不断扩大。
特别是在一带一路倡议的推动下,相关国家和地区的基础设施建设需求不断增加,为埋弧焊机的出口提供了良好的机会。
此外,新能源和高端制造业的发展也将对埋弧焊机市场带来新的需求。
例如,新能源领域的风电、光伏和核电等项目,以及汽车和航空航天等高端制造业领域的发展,都对埋弧焊机的需求增长提供了新的机遇。
2023年焊管行业市场规模分析
2023年焊管行业市场规模分析焊管行业是钢铁产业中的重要分支,其市场规模的大小与经济发展息息相关。
本文将从以下几个方面进行分析:行业概况、市场规模、市场细分、市场发展趋势以及市场前景等。
一、行业概况焊管行业指的是利用钢板、带钢等材料制成的焊接管材。
其主要制造工艺包括:卷板、焊接、切割、校直等工序。
焊管广泛应用于建筑、工程、交通运输等领域,是制造机械、设备配件的重要材料。
目前,主要焊管的分类是:直缝焊管、螺旋焊管、镀锌焊管、无缝管等。
二、市场规模焊管行业在中国市场的规模巨大,市场需求旺盛。
据统计,2019年焊管生产总量达到2.5亿吨,规模位居世界前列。
根据2019年行业的估算数据,全球焊接管材的市场规模约为8000万吨左右。
三、市场细分焊管市场细分主要包括建筑、化工、交通运输、能源、机械设备等领域。
其中,建筑领域是焊管的主要用途之一,占据了市场的相当大比重。
随着我国建筑业的迅速发展,未来市场需求将进一步提高。
另外,汽车制造、航空航天、石油化工等重要领域对焊管的需求也越来越多。
四、市场发展趋势1.一带一路的建设,将带动焊管出口市场;2.高品质、高精度、高效率的焊管制造技术将受到重视;3.智能化生产设备的应用将推动焊管行业的发展;4.节能环保、降低生产成本将成为行业的重要发展趋势;5.焊管制造企业将加大技术创新力度,提升自主研发能力。
五、市场前景随着国家“一带一路”政策的推动,焊管行业出口市场将进一步扩大。
另外,我国制造业的转型升级也将进一步推动焊管行业的发展。
近年来,很多焊管企业都在积极发展智能制造,在提高生产效率的同时,提高了产品的质量和竞争力。
因此,我们可以乐观地预计,未来焊管行业的市场前景将更加广阔。
综上所述,随着我国经济的持续增长,焊管行业也将呈现出快速发展的趋势。
未来,焊管市场的需求和市场规模将进一步扩大,这也为企业提供了前所未有的发展机遇。
同时,行业竞争的加剧、技术创新的不断提升也将给企业提出更高的要求。
UOE和JCOE管线管的性能和成本分析
2010第2期总第195期现代制造技术与装备1背景大口径、高输送压力、长输送距离和多种类型输送介质是管线工业技术进步的主要标志,也是管线工业发展的总趋势[1]。
随着我国石油工业的发展,西气东输一线、二线等大型工程项目不断开展,对大口径、大壁厚的高压输送管的需求量大大提高。
传统的螺旋缝焊管从产能和安全性能方面已经不能满足要求,大口径、大壁厚、高钢级的直缝埋弧焊管取代螺旋焊管成为必然的趋势。
直缝埋弧焊管质量可靠,在国外已经广泛应用用于油气高压输送主干线上。
近年来,国内也逐步形成了直缝埋弧焊管的生产能力,目前的主流制管技术有UOE技术和JCOE。
随着钢级的提高,管道工程建设中直缝埋弧焊管成为大部分主干线的首选,尤其是在自然环境恶劣、人口稠密、海洋等地区的管线中。
在“西气东输”管道工程中,用于二、三、四类地区的大口径直缝埋弧焊管中的14%是国产JCOE管,其余全是进口UOE管[2]。
为了实现UOE管线管的国产化,2007年宝钢斥资30多亿引进了德国MEER公司的UOE生产线,以解决国内大型工程项目所需的高质量直缝埋弧焊管产品国内配套能力不足的现状,年产能达到50万吨。
然而相比于UOE,JCOE产线的一次性投入成本低,仅需5亿元左右,目前有多家钢管厂纷纷引进JCOE生产设备(见表1),与宝钢形成了激烈竞争。
然而,由于设备和制造工艺的的差异,必然会导致产品在性能和价格上有所差异。
因此,比较UOE产品与JCOE产品的差异,对于更好的服务用户,抢占市场份额,保证宝钢UOE产品的顺利销售有着重要意义。
2UOE和JCOE直缝埋弧焊管在生产工艺和性能方面的对比直缝埋弧焊管的主要成型方法为UOE成型法(U成型、O成型、E扩径)、JCOE成型法(钢板压成J型、再依次压成C型和O型、后进行扩径),作为比较成熟的生产工艺,在国际上已经广泛应用,目前在我国也均有引进。
由于其生产工艺上的差异,必然导致其产成品性能的差异,下面重点从产品的技术指标方面对UOE和JCOE的优缺点进行分析比较。
JCOE直缝埋弧焊管生产工艺的现状及发展

JCOE直缝埋弧焊管生产工艺的现状及发展温明军;王芳【摘要】介绍了目前JCOE直缝埋弧焊管生产工艺、直缝埋弧焊管新的用途及要求,分析了直缝埋弧焊管在新领域的使用及其对焊管的要求,并针对此要求提出了新的JCOE直缝埋弧焊管生产工艺.此工艺可确保焊管能满足新领域的使用要求.【期刊名称】《山西冶金》【年(卷),期】2016(039)001【总页数】3页(P43-45)【关键词】JCOE生产工艺;预热;清根;内焊缝磨削;缩径【作者】温明军;王芳【作者单位】太原重工股份有限公司技术中心,山西太原030024;太原重工股份有限公司技术中心,山西太原030024【正文语种】中文【中图分类】TG445随着经济的深入发展,我国海底石油、天然气行业正高速发展并迈向更高的台阶,承载其主要输送介质的直缝埋弧焊管也在高速发展。
目前,国内直缝埋弧焊管生产线(包括JCOE和UOE[1])已经达到26条,生产能力初显过剩,其生产线的建设基本为重复建设,随着能源的进一步开发,海底石油、天然气的来源趋向更广,容量更大,环境更恶劣,这就对输送管道的要求更加严格;另外,我国高铁、地铁、机场等的高速发展也给直缝埋弧焊管创造了新的用武之地。
这就要求对目前的直缝焊管生产工艺进一步优化补充。
过去几十年,直缝埋弧焊管由于其相对于高频焊管焊缝质量好,相对于螺旋焊管质量更有保证,作为陆上石油、天然气的输送载体得到了广泛的应用,我国西气东输干线、支线大量采用直缝埋弧焊管,城市管网建设更是青睐直缝埋弧焊管,其生产工艺及设备也趋向成熟[2-3]。
1.1 原材料(钢板)入厂检验对于进厂后的钢板,首先核查其质量证明书是否与订货合同、验收标准相符,核查实物材质、规格、炉号、板号、重量、标志是否与合同、质量证明书一致;然后按批次对钢板的几何尺寸、外观质量、理化性能进行检验;最后根据入厂检验结果,将合格的钢板存放在合格原料存放区。
1.2 钢板上料检验钢板上料使用前需逐张进行几何尺寸、外观质量检验,并严格按照工艺文件的要求进行标记与记录。
焊管及UOE JCOE RBE

焊管及UOE JCOE 与RBE直缝埋弧焊管按成型方式分为UO(UOE)、RB(RBE)、JCO(JCOE)等多种。
将钢板在成型模内先压成U形,再压成O形,然后进行内外埋弧焊,焊后通常在端部或全长范围扩径(Expanding)称为UOE焊管,不扩径的称为UO焊管。
将钢板辊压弯曲成型(Roll Bending),然后进行内外埋弧焊,焊后扩径为RBE焊管或不扩径为RB焊管。
将钢板按J 型-C型-O型的顺序成型,焊后进行扩径为JCOE焊管或不扩径为JCO焊管。
在运输业高度发达的今天,管道运输已经成为现代运输体系(公路、铁路、海运、航空、管道运输)的一个重要组成部分,作为现代管线工业技术进步的重要标志,大口径、高输送压力、长距离输送已经成为管线工业发展的总趋势。
在此形势下,我国在近几年进行了大规模的大口径制管机组改造和引进,这为高等级、高品质的管线用管的生产提供了一定的基础。
对常输管线钢管来说,焊接工艺非常关键。
从生产工艺上来分,焊接钢管主要分为电阻焊管ERW(Electric Resistance Welding)、螺旋埋弧焊管SSAW(Spirally Submerged Arc Welding)和直缝双面埋弧焊管LSAW(Longitudinally Submerged Arc Welding)。
虽然近10年来ERW发展很快,但仍然属于中小口径的焊管,例如日本的ERWΦ610、Φ660生产线、我国大庆建成的ERWΦ660生产线。
在一定时期内,适应当前发展的大口径焊管仍然要由SSAW 和LSAW工艺所生产。
螺旋埋弧焊管存在工艺缺陷螺旋焊管一般是以热轧钢带卷作管坯,经螺旋成型,采用高频电阻焊法或埋弧焊接成型。
该工艺能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
成型工艺如图1所示。
在上世纪五六十年代,螺旋焊管在油气管道输送中占据统治地位,但从七八十年代开始,螺旋焊管受到大口径UOE焊管和中小口径ERW焊管的严重挑战。
宝钢UOE大口径直缝埋弧焊管机组的技术特点与优势
宝钢UOE大口径直缝埋弧焊管机组的技术特点与优势黄摘要:宝钢UOE机组是我国第一套现代化大口径直缝埋弧焊管机组,也是世界上装备最先进的大口径直缝埋弧焊生产线。
介绍了宝钢UOE机组的概况和特色,并论述了该机组的一贯制体系优势、原料优势和设备优势,对关键的成型和焊接设备的技术特点进行了重点阐述,同时也介绍了宝钢在自主技术方面的研发情况。
0 前言近年来我国国民经济的持续高速发展带来能源需求的高速增长,我国能源消费结构逐步改变,石油、天然气的消费比例大幅度提高,大口径直缝焊管使用量逐步增加。
因此,建设具有世界先进水平的长距离油气输送专用直缝焊管机组是我国国民经济发展和能源结构调整的重要保证。
宝山钢铁股份有限公司UOE大口径直缝埋弧焊管工程,是我国第一套现代化大口径直缝埋弧焊管机组,也是世界上装备最先进的大口径直缝埋弧焊生产线,将填补我国高档次油气输送管的空白,并有利于带动我国大口径直缝埋弧焊管生产技术的发展。
1 宝钢UOE机组的基本情况1.1 生产规模宝钢UOE机组设计年产508~1422的大口径直缝埋弧焊管产品50万t。
其中石油天然气输送用管线管40万t/a,其次为结构用碳钢钢管和流体输送管10万t/a。
1.2 产品大纲宝钢UOE机组可生产最大外径1 422 mm、最大壁厚40 mm、最大长度18.3 m、最高钢级达X100的大口径直缝埋弧焊管。
产品大纲见表1。
2 宝钢UOE机组的特色(1)最大管长可达18.3 m。
宝钢是目前国内能生产管长大于12.2 m直缝埋弧焊管的唯一厂家,也是国际上为数不多的厂家之一。
(2)最高钢级可达X100。
国内目前大口径直缝焊管机组制管的最高钢级为X80。
宝钢UOE机组是国内唯一具备生产壁厚33 mm的X80钢级直缝埋弧焊管能力的厂家。
X100钢级可生产的最大壁厚可达22 mm。
(3)O成型时钢管压缩率可达0.4%。
宝钢720MN压力的O机可满足高钢级钢管的压缩率要求。
压缩率指标在大口径直缝埋弧焊管订货中日益成为一个重要指标。
2023年埋弧焊机行业市场发展现状
2023年埋弧焊机行业市场发展现状
随着工业化和城镇化进程的加快,埋弧焊机行业市场得到了迅速发展,成为了一个快速增长的行业。
一、行业概述
埋弧焊机是一种将电弧焊装置与焊接剂料自动投入电弧下的自动化焊接装置,主要用于焊接大规模金属结构。
二、市场需求分析
随着我国快速发展,大规模城市建设,桥梁、钢结构建筑已经成为一个越来越重要的方向。
同时,各行各业的生产几乎都会用到埋弧焊机进行辅助生产,如石油钻探、造船业、核电站建设等。
因此,市场需求大幅度增加,埋弧焊机行业也因此获得了巨大发展机遇。
三、市场发展现状
目前,我国埋弧焊机行业市场规模已经相当庞大,随着行业市场的扩张,需求规模也逐年扩大。
同时,随着技术创新的不断推进,埋弧焊机已实现了智能化、自动化和网络化的高度发展。
在技术上,埋弧焊机已经不再依赖直接硬件支持,而是可以通过互联网进行智能化的远程控制和启动。
四、市场前景展望
随着科技的不断推进,埋弧焊机技术的进一步革新,将增加其在市场竞争中的竞争力。
同时,随着我国经济在持续快速发展,各行各业对于埋弧焊机的需求将会迅速扩大。
因此,埋弧焊机行业市场前景会更加广阔,市场规模将有望继续扩大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
除残余应力较彻底,并使应力分布较均匀。同时,抗压溃性较好。国内其他 UOE 机组达不到这个水平,即不具备有压缩功能。同样 JCOE 机组也不具备有压缩功 能。
宝钢 UOE 机组达到国际一流水平,在国内 SAWL 机组中处于领先地位。在 2008年投产的当年就为西气东输二线提供了Φ1219×(21~27mm),X80级管线 管10万吨,2010~2011年中标澳大利亚昆士兰输气管线项目,生产钢级 X70, Φ1067×(14.1、18、23.5mm)共21万吨。
国内直缝埋弧焊管 UOE/JCOE 机组的概况和发展趋势
1.概述 天然气为清洁能源,世界天然气的消费量将以压倒优势超过石油和煤炭,为
全球一次能源消费结构中第一能源,因此,21世纪称之为“天然气世纪”。天然 气是低碳的能源属性,天然气的消费水平是衡量一个国家低碳经济的重要指标。
由于天然气的产地与用户(工业、居民等)相距甚远,要用钢管运输,因此, 钢管业随之得到迅速发展。世界油气输送干线已达160万 Km,其中天然气干线 约占60%;20世纪90年代以来,世界每年新建天然气干线1.2~1.6万 Km,新建原油 干线约0.2~0.3万 Km。
6-50
X80
6.0-30 X70
6-60
X80
10-60
X80
6-60
X80
6-40
X80
6-40
X80
6-60
X70X120
8
JCOE 2008
15
15
JCOE 2007
16
25
JCOE 2013
17
25
JCOE 2013
18
15
JCOE 2010
19
20
JCOE 2009 引进
20
15
JCOE 2007
30
JCOE
20
JCOE
15
JCOE
20
JCOE
15
JCOE
15
JCOE
投产 年份 2003 2007 2007
2011 2001 2007 2009 2012 2002 2009
2004
2004 2008
序 备注
号 1 2
引进
3
4
引进,二 5
手设备 引进,二
6 手设备 引进,二
7 手设备
8
9
引进
10
宝钢引进德国 UOE 现代化机组,总投资30多亿人民币,一般民营企业投资 有限,因此,或引进 UOE 二手设备,或国产化,以降低投资。对我国来说,有 宝钢 UOE 机组一套也就可以适应市场对高档 SAWL 产品需要了,没有必要再重 复引进新 UOE 机组。
3.3.2 JCOE 机组的主要特征 JCOE 机组的发明,其出发点是为了简化 UOE 工艺设备,降低其投资水平。 JCO 工艺的实质是多次折弯成形,(UO 是两次成形),其 O 成形后实际上管型是 一个“多边形”,靠 E 工序(扩径)使之成圆形,又通过整圆机达到既定尺寸 要求。一般 JCOE 机组其装备投资4~5亿人民币。由于 JCOE 产品设备没有经管 体压缩,所以,其残余应力水平略高于 UOE 产品(指 O 机有压缩功能者)。有 国外专家设想,给 JCOE 成形工艺增加压缩功能,这样做,会增加 JCOE 机组的 投资。 JCOE 机组适应于小批量,多品种(规格)的市场变化,而 UOE 适应于大 批量,单一品种(规格)。JCOE 生产率较低,UOE 生产率较高。JCOE 所生产的 最大规格、最大壁厚要大于 UOE 机组的最大规格和壁厚。 JCOE 机组的产生是源于我国台湾地区,传入欧洲后,德国予以技改和提高, 我国引进的 JCOE 机组(序号10、11、13、14、20、25)多来自德国。秦皇岛万 基公司 JCO 机组(序号12)为台湾地区制造,其余为国产机组,(序号8、9、15、 16、17、18、19、21、22、24)。我国制造的 JCOE 机组还出口到印度等东南亚 国家。 大直径直缝埋弧焊接钢管制造工艺此外还有其他方式,各有特点,主要区别 在于成型方式不同。从成型经济性和成型适应能力看,高水平 JCOE 成型机组比
资)
湖北沙市钢管 厂
406-1422
宝鸡钢管宝世 508-1422
6-60
X80
6-60
X80
6.4-26.5 X80
6-32
X80
6.4-26.5 X70
6.4-32 X70
6-32
X80
设计年产量 成型
/万 t
方式
10
UOE
30
UOE
50
UOE
50
UOE
15
UOE
40
UOE
30
HME
30
JCOE
5. 直缝埋弧焊管的发展趋势 直缝埋弧焊管的发展趋势有如下6个方面: ① 在 陆 上 用 气 方 面 , 单 管 输 气 量 要 达 到 500 亿 m³/ 年 的 水 平 , 管 径 在 Φ1422mm,钢级 X80,输气压力12Mpa; ②在海洋用管方面,输气管线向深海管线方面(>1500m 深)发展;海洋结 构用管向高强度、壁厚方面发展,例如Φ610×31.8mm;X65级。 ③在企业管理上,板管一体化(炼钢—连铸—轧板—制管)是一个趋势,日 本,印度[4]板带生产线后都有焊管机组与之配套,我国宝钢钢管、沙钢金洲管道、 唐钢钢管等均如此。 ④向高档结构管市场进军,我国直缝埋弧焊管企业建设时,对生产线进行设 备配置要考虑的一个重要问题,如预焊前设置预热设备,或者设置热处理工序,
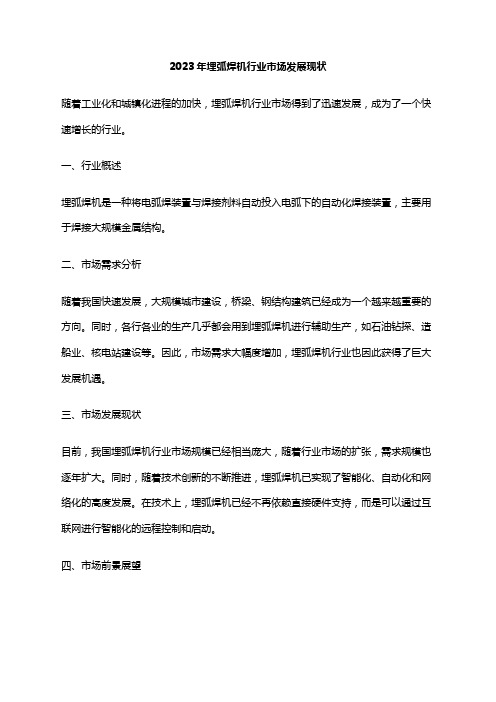
表1.国内大直径直缝埋弧焊管机组
生产厂家
外径/mm
壁厚/mm
最高 钢级
辽阳钢管有限 406-1016 6.4-20 X70
公司
406-1422 6.4-32 X80
宝山钢铁股份 有限公司
508-1422 6-40
X120
鞍山钢铁集团
508-1422 6-40
X80
公司
上海中油天宝 508-1016 6-25.4 X80
德钢管有限公 406-1422
司
上海月月潮钢 管公司
351-1422
安徽合肥紫金 钢管公司
355-1422
河北唐山钢铁 集团公司
406-1422
渤海装备钢管
公司(福建廉 508-1422
江)
总计
406-1829
6-20
X70
7.9-5ห้องสมุดไป่ตู้.8 X80
7.9-60 X80
6-50.8 X80
6-50
X80
引进
11
引进扩 12
径机
引进
13
引进
14
顺钢管公司
江苏无锡玉龙 钢管公司
406-813 406-1422 406-1422
江苏无锡玉龙
钢管公司(德阳 406-1422
钢管分厂)
河北盐山海乾 威钢管公司
406-1626
扬州亚联钢管 公司
406-1524
张家港沙钢金
洲管道有限公 406-1626
司
河北沧州奥蓝
我国到目前为止已建设油气干线7.5万 Km,其中天然气干线约占50%;十二 五期间将新建油气干线约5~6万 Km,天然气干线也约占50%以上。
国外输送天然气干线以直缝埋弧焊管(SAWL)为主体,这包括联结城市燃 气管网支干线和城市环网干线,用螺旋焊管较少,我国西气东输工程在一类地区 (荒漠、山区等人烟稀少地区)用螺旋埋弧焊管(SAWH),其中二、三、四类 地区(工业区、城镇及人口稠密区等)用直缝埋弧焊管(SAWL)或高频直缝焊 管(HFW)。在西气东输二线工程由于输送压力高(12Mpa),钢级高(X80), 管径大(Φ1219mm)和壁厚(≥18mm),直缝埋弧焊管(SAWL)越来越显其 优越性。
钢管公司
508-1219 广州番禺珠江
钢管有限公司 406-1829
6.4-25.4 X70
6-30
X80
广州番禺珠江 钢管(江阴)
406-1626
广州番禺珠江 钢管(珠海)
406-1626
渤海装备巨龙 钢管公司
406-1422
渤海装备南京 巨龙钢管公司
508-1422
秦皇岛万基钢
管有限公司(台 406-1422
较适合目前大直径直缝埋弧焊管用管发展趋势。 4. 直缝埋弧焊管的比较优势 对大直径、高输送压力、长距离输送钢管来说,成型与焊接工艺非常关键。
从生产工艺上来分,焊接钢管主要分为电阻焊(Electric Resistance Welding, ERW) 管、螺旋双面埋弧焊(Spirally Submerged Arc Welding, SSAW)管和直缝双面 埋弧焊(Longitudinally Submerged Arc Welding, LSAW)管。虽然 ERW 发展很快, 但仍然属于中小直径的焊管,例如日本的Φ610mm、Φ660mm ERW 生产线,我 国2006年在大庆建成的Φ660mm ERW 生产线,此后武钢江北公司钢管厂和天津 无缝钢管公司引进德国660ERW 机组,先后均已投产。目前大直径焊管仍然要由 SSAW 和 LSAW 工艺生产,但是螺旋缝埋弧焊管在工艺存在一定缺陷。