直缝埋弧焊管(L360M)
L360N钢级钢管对接焊工艺研究

70管道运输具有安全、高效、经济污染小等特点,在工业生产中不仅大量应用于石油、天然气等的远距离运输,还可以输送固体燃料[1]。
工业长管道常采用焊接方式连接,焊接工艺对管道焊接接头性能影响巨大,L360N作为一种常用的长输管线用钢,连接过程需要进行大量焊接作业,对L360N钢对接焊焊接工艺进行研究优化对于管道整体机械性能的改善具有重大意义。
1 L360N焊接性分析及焊接要求1.1 L360N焊接性分析L360N钢管采用某厂生产的符合API Spec 5L标准的φ273及φ219的钢管。
化学成分见表1。
低合金钢除碳以外各种合金元素对钢材的强度与可焊性也起着重要作用,这些元素对钢焊接性能的影响可以用碳当量来简单表示。
式1为碳当量(CE)计算公式[2]。
L360N钢级钢管对接焊工艺研究周江1 吴泽2 侯树成21. 中国石油工程建设有限公司西南分公司 四川 成都 6100412. 西安向阳航天材料股份有限公司 陕西 西安 710065摘要:L360N钢作为一种常用的管线钢,常常用于石油、天然气工业中的气、水、油输送。
为改进焊接接头性能,本文对不同壁厚及焊接条件的L360N钢管对接焊焊接工艺进行了研究,并对焊接接头的机械性能进行了表征。
关键词:L360N 对接焊 管端坡口 焊接工艺 机械性能Research on butt welding technology of L360N steel pipeZhou Jiang 1,WU Ze 2,HOU Shucheng 21.Southwest Branch of Petrochina Engineering Construction Co.,LTD.,Chengdu Sichuan 6100412. Xi 'an Xiangyang Aerospace Materials Co.,LTD.,Xi 'an Shanxi 710065Abstract:As a common pipeline steel,L360N stell usually used of gas,water and oil transpotation in oil and gas industry system. For improving the welding joint performance ,the welding process of L360N steel pipe butt welding with different wall thickness and welding conditions is studied,and the mechanical proerties of welded joint are characterized.Keywords:L360N;Butt welding;Pipe end beveling;Welding;Mechanical properties 表1 L360N钢化学成分成分C Si Mn P Ni V Cu Ti Mo Cr S 含量0.170.251.310.0120.0100.100.050.010.020.030.010CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (1)根据国际焊接学会(IIW)的碳当量计算公式,试验用L360N钢的碳当量CE为0.42,略高于标准规定的0.4,其冷裂纹倾向较小,具有优良的焊接性。
L360管线钢的韧脆转变温度_尤大勇
采用几种方法对 L360 管线钢的韧脆转变温度进行了评定。结果表明: 几种方法测得 L 360 钢的韧
脆转变温度都低于- 40 。
关键词: 示波冲击; 吸收功; 裂纹形成功; 裂纹扩展功; 韧脆转变温度
中图分类号: T B302. 3
文献标志码: A
文章编号: 1001 4012( 2009) 02 0082 04
图 6 - 50 时的能量与位移关系曲线 F ig . 6 Curv es of ener gy and displacement at - 40
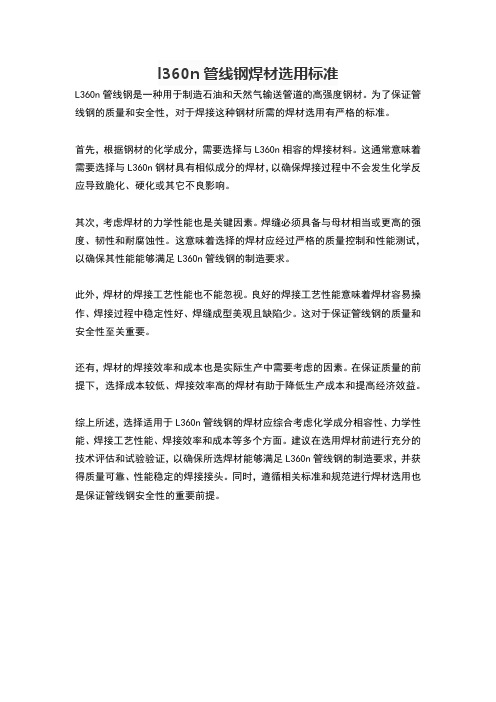
2. 4 韧脆转变温度评定 ( 1) 方法 1 根据裂纹扩展功 Ep 和裂纹形成功 E j 在 0 ~
- 60 系列低温的冲击试验参数作图, 见图 8。在 Ep 和 Ej 交叉点的位置是 Ej 与 E p 等值处, 表明试 样在该温度下开始由韧性向脆性转变, 交叉点处的 试验温度为- 46 。
尤大勇等: L360 管线钢的韧脆转变温度
的裂纹从启裂、扩展至断裂的全过程曲线。试验的 温度从 0 开始, 每降低 10 为一个测试点, 试样在 低温槽内各个试验温度的保温时间 5 min。试验 到- 60 , 共有七个测试点, 每个测试点取三个试样 的平均值。
用扫描电镜观察冲击断口形貌并统计出断口的 塑性区面积率。
图 5 - 40 时的能量与位移关系曲线 F ig . 5 Curv es of ener gy and displacement at - 40
图 8 裂纹形成功、裂纹扩展功 与试验温度关系曲线
Fig. 8 Curves of cr ack fo rmatio n energ y, crack propag ation energ y and testing temper atur es
L360QS

L360QS是什么材质L360QS钢级中Q表示调质,S表示酸性服役,酸性服役管线:用于酸性环境(国际上规定:当H2S的分压达到300Pa时,所使用的管材需具有抗酸性腐蚀的性能)下的管线。
在这种环境下使用的管线对管材的碳含量,硫磷含量,钙硫比,探伤有特殊的要求,要求做HIC(氢致开裂)和SSC(硫化物应力开裂)试验。
主要执行标准为API 5L和ISO3183。
L360QS的耐腐蚀性能研究目前,大直径高钢级管线管广泛应用于石油、化工、能源和市政建设等国民经济的重要部门,承担着输送石油、天然气以及易燃、易爆介质等任务,是石油、天然气管网建设中用量最大的管线管之一。
由于在管道的连接过程中,在焊接热循环作用下,常常使管线管的焊缝热影响区( 即焊接接头)的局部组织晶粒粗大和韧性下降及产生缺陷,使焊接缺陷处成为整个压力管道中最薄弱的部位,易产生腐蚀裂纹、扩展甚至失稳断裂,诱发安全事故。
因此,有必要对大直径高钢级耐腐蚀管线管母材和焊接接头的耐腐蚀性能进行研究。
研究使用两段长为350 mm,规格为φ508 mmx22.2 mm的L360QS钢级管线管,焊接在一起,依据标准API 1104,通过了焊接评价试验。
分别对母材和焊缝进行了HIC试验,Ssc 试验,模拟工况条件下的高压釜试验。
一、试验方法1.1 HIC 性能检测沿管子纵向在L360QS管线管和带焊缝的管材上各取3个样,试样长度100 mm,宽度20 mm,厚度取管子全壁厚,其中带焊缝试样中焊缝位于试样中心。
依据NACE TM 0284 2003 标准分别对L360QS管线管和带焊缝管材抗氢致开裂性能进行测试,溶液为A溶液,时间为96h1.2 SsC 性能检测依据NACE TM 0177- -2005 标准分别对L360QS管线管和带焊缝管材抗氢致开裂性能进行测试。
四点弯曲试样沿管材中部纵向各取3个,使试样的表面与管子的表面平行,试样尺寸为115 mmx15mmx5 mm,试验溶液为A溶液,施加载荷为288 MPa (80%YSmin),试验时间为720 h1.3模拟工况腐蚀速率评价试验腐蚀试样尺寸为50 mmx10 mmx3 mm,将试样分别用400#、600#、 1000#砂纸逐级打磨以消除机加工的刀痕。
国内直缝埋弧焊管UOEJCOE机组的概况和发展趋势

除残余应力较彻底,并使应力分布较均匀。同时,抗压溃性较好。国内其他 UOE 机组达不到这个水平,即不具备有压缩功能。同样 JCOE 机组也不具备有压缩功 能。
宝钢 UOE 机组达到国际一流水平,在国内 SAWL 机组中处于领先地位。在 2008年投产的当年就为西气东输二线提供了Φ1219×(21~27mm),X80级管线 管10万吨,2010~2011年中标澳大利亚昆士兰输气管线项目,生产钢级 X70, Φ1067×(14.1、18、23.5mm)共21万吨。
国内直缝埋弧焊管 UOE/JCOE 机组的概况和发展趋势
1.概述 天然气为清洁能源,世界天然气的消费量将以压倒优势超过石油和煤炭,为
全球一次能源消费结构中第一能源,因此,21世纪称之为“天然气世纪”。天然 气是低碳的能源属性,天然气的消费水平是衡量一个国家低碳经济的重要指标。
由于天然气的产地与用户(工业、居民等)相距甚远,要用钢管运输,因此, 钢管业随之得到迅速发展。世界油气输送干线已达160万 Km,其中天然气干线 约占60%;20世纪90年代以来,世界每年新建天然气干线1.2~1.6万 Km,新建原油 干线约0.2~0.3万 Km。
直缝埋弧焊钢管的选用

长庆气田集气干线(457)运行压力较高,考虑国内外制管水平,目前硫化氢气田管材使用现状,以及世界范围内天然气管道工业向高强度、高韧性管材发展的趋势,设计选用了进口X25直缝双面埋弧焊钢管(UOE)。
(3)加拿大S AS W钢管与LSAW钢管处于同等地位,在主干线上实际使用sSA w钢管的数量占70%左右。其主要原因是加拿大拥有SSAw钢管生产企业,在改进制造工艺后,使其生产的sswA钢管质量和性能达到UOE直缝管的水平。
(4)大量的钢管爆破实验表明,爆破点多数不在焊缝区,因此焊缝避开主应力方向而具有的优点已无多大意义。
按照DBJ08一65一97上海市标准“城市天然气管道工程技术规程”,该规程只适用于输送压力P不大于1.6 MaP(表压)的天然气管道工程。由于西气进入上海的压力将远高于1.6 PMa,同时上海的一些天然气大用户用气压力的要求也将远高于1.6 PMa的压力,因此上海天然气高压输气管网的运行压力必须考虑大于1.6 MaP。此外,由于天然气用户的发展,上海天然气的使用量在近期的目标值是每年30 x l沪扩,远期目标要超过每年5000000000立方m”。如此大量天然气的输送,必然提出要采用大于1.6 MPa压力的输气管网,选用较小口径的管道以减少建设所需的投资。由此可见,更高压力下运行的输气管网对其安全性提出了更高的要求,因而对管材的要求也相应更为严格。 天然气高压输气管的管材目前有:无缝钢管、螺旋埋弧焊钢管(Spirally Submerged Arc Welding,缩写SSAW)、电阻焊直缝钢管(Electric Resistane Welding,缩写ERW)和直缝埋弧焊钢管(Long itudinally submerged Arc welding只,缩写SLAW)。LSAW钢管按其制造工艺的不同而分为UOE管(U成型、O成型和整体扩径)、JCOE管J(成型、C成型、O成型和整体扩径)、RBE(三辊机上往复滚压成型、整体扩径)、PFP(渐进型模压成型法成型、整体扩径)等品种。由于无缝钢管和ERw钢管尺寸的限制,主输气干线的管径较大,主要采用LS AW钢管和SSAW钢管,国内外均有不同的看法,因此本文在收集近年来的国内外资料的基础上,进行客观的综述和建议,供有关领导和专家参考。
巨龙钢管有限公司X80钢级Ф1219min×33mm直缝埋弧焊管通过成果鉴定

mm ̄10 mm、qbl80 mmX8 mm,这是该公司首次批量生产此类产品。高强度低合金结构钢管的韧性 、焊接性 能 、冷热压力加
工性能和耐腐蚀性能 良好 ,此外其还具有强度高 、使用寿命长 、应用范围广 、比较经济等优点 ,广泛应用于桥梁 、船舶 、锅
炉 、车辆及 建筑结构 中。
(摘 自: 包钢 日报)
『9]国家质量监督检验检疫 总局 ,国家标准化管理 委员会.
GB/T 232- 2010金属材料 弯曲试验方法 [S].北京 :中 国标准出版社 ,2010. 『10]国家质量监督检验检疫总局 ,国家标 准化 管理 委员会.
GB/T 229-2007金 属 材料 金 属摆 锤 冲 击试 验 方 法 『S].北 京 :中 国标 准 出版 社 ,2007. [11]潘 家华.关于管材 的包辛格 效应 [J].焊管 ,1997,20
直缝焊管直径为 762 mm,壁厚为 25 mm、20.62 mm、14.27 mm。
(摘 自: 巨龙钢 管有 限公 司网站)
安 徽天 大石 油 管材 股份 有 限公 司新 品 6330高 强度合 金钢 管投 入使 用 [发布 Et期 :2016—06~02] 安徽天大石
油管材股份有 限公司开发的 6330(30Cr1Mo ̄)高强度合金钢管已经在国内某大型锅炉 厂成功投入使用 。简 讯
巨龙 钢管 有 限公 司 X80钢 级 qbl 219 mi nx33 mm直 缝埋弧 焊 管通 过成 果鉴 定 [发布日期:2016—06—08] 2016
年 6月 3—4 13,巨龙钢管有限公司的新产品——x80钢级 1 219 mmx33 mm直缝埋弧焊管顺利通 过了中国石油天然气集
(1): 1-3.
l360n管线钢焊材选用标准
l360n管线钢焊材选用标准
L360n管线钢是一种用于制造石油和天然气输送管道的高强度钢材。
为了保证管线钢的质量和安全性,对于焊接这种钢材所需的焊材选用有严格的标准。
首先,根据钢材的化学成分,需要选择与L360n相容的焊接材料。
这通常意味着需要选择与L360n钢材具有相似成分的焊材,以确保焊接过程中不会发生化学反应导致脆化、硬化或其它不良影响。
其次,考虑焊材的力学性能也是关键因素。
焊缝必须具备与母材相当或更高的强度、韧性和耐腐蚀性。
这意味着选择的焊材应经过严格的质量控制和性能测试,以确保其性能能够满足L360n管线钢的制造要求。
此外,焊材的焊接工艺性能也不能忽视。
良好的焊接工艺性能意味着焊材容易操作、焊接过程中稳定性好、焊缝成型美观且缺陷少。
这对于保证管线钢的质量和安全性至关重要。
还有,焊材的焊接效率和成本也是实际生产中需要考虑的因素。
在保证质量的前提下,选择成本较低、焊接效率高的焊材有助于降低生产成本和提高经济效益。
综上所述,选择适用于L360n管线钢的焊材应综合考虑化学成分相容性、力学性能、焊接工艺性能、焊接效率和成本等多个方面。
建议在选用焊材前进行充分的技术评估和试验验证,以确保所选焊材能够满足L360n管线钢的制造要求,并获得质量可靠、性能稳定的焊接接头。
同时,遵循相关标准和规范进行焊材选用也是保证管线钢安全性的重要前提。
L360管焊缝的耐蚀性能

2 1硬 度 测 量 .
实验 装 置采 用 美 国 C r s 公 司生 产 的镍 基 合 ot t e
按 照 IO1 16要 求 测 量 焊 缝 处 各 点 硬 度 , S 55
金 动态 高 温 高压 釜 .模 拟 高酸 性 气 田地 面集 输 条
件 , 2 压 为 1 MP 、 O 分 压 为 1 MP 、总 压 H S分 . aC 2 0 . a 5 为 1 a 溶 液 p 0 MP 、 H值 不 超 过 40 温度 为 4 、 .、 0 转 速 为 6 0r i 。实验 溶 液 根 据现 场 水样 矿 化 度 0 / n a r 配制 . 离子 质 量浓度 见 表 1 。
表 1 实验 配 制溶 液 离 子 质 量 浓 度
共测量 1 9个 点 , 包含 焊 缝 、 热影 响 区及 母材 区 , 测
量 位置 和 结果 分别 见 图 1 2 和 。
图 1 焊 缝 硬 度 测 量 部 位 示 意
试验 中采用 的硫 化 氢 、 氧 化碳 和氮 气 均为工 二 业 级 高 纯 气 体 。根 据 实 际 生 产 情 况 试 验 中 加 入
I尺 寸为 1 5m 1 m ̄ m ̄ 5r 1 a
5rm( a 5为壁 厚方 向 ) 。
2 试 验 结 果 与 分 析
求 极 高 。为 此 , 对 L 6 针 3 0管道 焊 缝 在 高 酸 性气 田 集输 系 统条 件 下的 耐蚀 性 能进行 了试 验研 究 。
具 有 较 高 的焊 接 质量 ,但 由于 输 送介 质 的强 腐 蚀 性 和 输 送 环 境 的恶 劣 l, 1 焊缝 金 属 的力 学 性 能 ( J 特
JM5 0 L 型扫 描 电镜 :样 品的 X射 线 分析 采 用 S 60 V
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目号:DD10804-2
技术规格书
文件号:SPE-0000MA02-01 第 3 页 共 23 页
API RP 5L3
Recommended Practice for Conducting Drop-Weight Tear Tests on Line Pipe Third Edition
API SPEC 5L ASTM A370
项目号:DD10804-2
技术规格书
文件号:SPE-0000MA02-01 第 4 页 共 23 页
则被认为完全符合上述文件所有要求。即使供货商符合本技术规格书的所有条款,也并不等于 解除供货商对所提供的直缝埋弧焊钢管应当承担的全部责任。 3.5 除非经业主批准,直缝埋弧焊钢管应完全依照本技术规格书、其它相关文件及标准和规范 的要求。技术文件中的任何遗漏都不能作为解脱供货商责任的依据,所有改动应提交给业主批 准。对于不能妥善解决的问题,供货商有责任以书面形式通知业主。 4 供货范围 4.1 概述 4.1.1 供货商应对直缝埋弧焊钢管的材料、制造、供货、检查、试验和运输负有全部责任,保证 所提供的直缝埋弧焊钢管满足本技术规格书中的要求。 4.1.2 供货商所提供的直缝埋弧焊钢管必须是供货合同签订以后生产的, 在此之前生产的直缝埋 弧焊钢管严禁使用在本工程上。 4.2 供货范围 4.2.1 钢管种类、钢级及生产标准 直缝埋弧焊钢管 L360M PSL2(GB/T 9711-2011) 。 4.2.2 钢管规格、用量 钢管规格:Φ914×11mm;Φ914×14.2mm;Φ457×7.1mm;Φ610×10mm。 热煨弯管用母管:Φ914×10mm;Φ914 × 14.2mm;Φ914×16mm;Φ457 × 7.1mm;Φ457 ×8mm;Φ610×8mm;Φ610×10mm。 冷弯弯管用母管:Φ914 × 10mm;Φ914× 11mm; Φ914 × 14.2mm; Φ457 × 7.1mm; Φ610 ×8mm;Φ610×10mm。 具体规格及用量见订货合同。 5 通用条件 5.1 环境条件 管线经过各区域气象条件见表 1,沿线各地抗震设防烈度和设计基本地震加速度值见表 2。 表 1 各区域气象条件
编 制 SheJi_Pic
校 对 JiaoDui_Pic
审 核 ShenHe_Pic
审 定 ShenDing_Pic
项目号:DD10804-2
ห้องสมุดไป่ตู้
技术规格书
文件号:SPE-0000MA02-01 第 2 页 共 23 页
1 适用范围 本技术规格书适用于关中环线天然气储气调峰管道工程涉及的 L360M 直缝埋弧焊钢管, 本 技术规格书阐述了对 L360M 直缝埋弧焊钢管的材料、 制造、 检查、 试验及相关内容的最低要求。 2 相关文件 2.1 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用 于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 223 GB/T 228 GB/T 229 GB/T 232 GB/T 2975 GB/T 4340.1 GB/T 8363 GB/T 9445 GB/T 9711-2011 GB/T 13298 GB/T 17505 GB17820-1999 GB 50251-2003 SY/T 6423.1 钢铁及合金化学分析方法 金属材料 室温拉伸试验方法 金属材料 夏比摆锤冲击试验方法 金属材料 弯曲试验方法 钢及钢产品力学性能试验取样位置及试样制备 (eqv ISO 377: 1997) 金属材料 维氏硬度试验 第 1 部分:试验方法 铁素体钢落锤撕裂试验方法 无损检测人员资格鉴定与认证 石油天然气工业 管线输送系统用钢管 金属显微组织检验方法 钢及钢产品交货一般技术要求(eqv ISO 404:1992) 天然气 输气管道工程设计规范 石油天然气工业 承压钢管无损检测方法 埋弧焊钢管焊缝缺欠的 射线检测 SY/T 6423.3 石油天然气工业 承压钢管无损检测方法 埋弧焊钢管焊缝纵向 和/或横向缺欠的超声波检测 SY/T 6423.4 石油天然气工业 承压钢管无损检测方法 焊接钢管焊缝附近分层 缺欠的超声波检测 SY/T 6423.5 石油天然气工业 承压钢管无损检测方法 焊接钢管制造用钢带/ 钢板分层缺欠的超声波检测 SY/T 6423.7 石油天然气工业 承压钢管无损检测方法 无缝和焊接钢管管端 分层缺欠的超声波检测 ISO 9000 Quality Management Systems—Fundamentals and Vocabulary
胜利油田胜利勘察设计 研究院有限公司 工程设计证书:A137004927 A237004924 工程勘察证书:150004-kj 专业 材料
技术规格书
关中环线天然气储气调峰管道工程 直缝埋弧焊钢管(L360M)
项目号:DD10804-2 文件号:SPE-0000MA02-01 CADD 号:SPE-0000MA02-01-0.DOC 设计阶段:施工图 日期:2012,09,15 第 1 页 共 23 页 0版
ASTM E112-1996(2004)Standard Test Methods for Determining Average Grain Size ASTM E309 Standard Practice for Eddy-Current Examination of Steel Tubular Products Using Magnetic Saturation ASTM E407-2007 ASTM E436-2003 ASTM E1268 Standard Practice for Microetching Metals and Alloys Standard Test Method for Drop-Weight Tear Tests of Ferritic Steels Standard Practice for Assessing the Degree of Banding or Orientation of Microstructures 2.2 优先顺序 2.2.1 应遵照下列优先次序执行: 技术规格书 相关的标准和规范 2.2.2.若技术规格书、图纸以及相关标准和规范出现矛盾时,应按最为严格的要求执行。 3 供货商要求 3.1 供货商应通过 ISO9000 质量体系认证或与之等效的质量体系及 HSE 体系认证, 证书必须在 有效期内。 3.2 供货商应持有国家或相应部门颁发的生产许可证。 3.3 供货商应有近年来在国内外为至少两个输气管道工程的直缝埋弧焊钢管供货业绩,或其他 相关领域中的直缝埋弧焊钢管供货业绩。供货商应提供近五年来不小于本项目直径和钢级的产 品在国内输气管道项目服务过 1 年以上的合同或业绩证明,并证明其所提供的产品能够长期地 和安全地运行。 3.4 供货商若有与第 2 章所提及的文件不一致的地方,应在其投标书中予以说明,若没有说明,
目 次
1 适用范围 ............................................................................................................................................ 2 2 相关文件 ........................................................................................................................................... 2 3 供货商要求 ....................................................................................................................................... 3 4 供货范围 ........................................................................................................................................... 4 5 通用条件 ........................................................................................................................................... 4 6 技术要求 ........................................................................................................................................... 6 7 检验和试验 ..................................................................................................................................... 11 8 标志 ................................................................................................................................................. 17 9 涂层和保护 ..................................................................................................................................... 17 10 质量证明书 ................................................................................................................................... 17 11 钢管装运 ....................................................................................................................................... 17 附录 A 焊接工艺评定 ....................................................................................................................... 19 附录 B 首批检验 ............................................................................................................................... 21 附录 C 缺陷的补焊 ........................................................................................................................... 22 附录 D 补焊工艺 ............................................................................................................................... 23