干混砂浆散装移动筒仓检验记录表(修改稿0721) - 副本
砂浆搅拌站安全生产检查记录表

砂浆搅拌站安全生产检查记录表日期:______________检查人:______________1. 基本信息- 砂浆搅拌站名称:_____________________- 地址:_____________________________- 负责人:____________________________- 联系__________________________2. 检查内容2.1 生产设备安全检查- [ ] 设备是否运行正常,无异常响声或漏油现象?- [ ] 设备是否维护良好,无松动零部件或漏洞?- [ ] 设备是否符合安全使用规范,是否有防护措施?2.2 施工现场安全检查- [ ] 施工现场是否有明显的安全隐患存在?- [ ] 工作区域是否有合适的防护措施?- [ ] 是否有必要的安全警示标识?2.3 用电安全检查- [ ] 用电设备是否正常工作,无电线老化或短路现象?- [ ] 是否有火灾隐患,如电源线敷设不当等?- [ ] 有无违规使用电器设备的情况?2.4 人员管理安全检查- [ ] 是否有培训合格的员工从事相关工作?- [ ] 是否有专人负责安全管理工作?- [ ] 是否有紧急救援措施和应急预案?2.5 环境卫生安全检查- [ ] 施工现场是否保持整洁,无杂物堆放?- [ ] 是否有足够的通风设施?- [ ] 是否合理排放废弃物?3. 检查结果3.1 发现的问题(列出发现的问题及建议改进措施)- 问题1:___________________________ 建议改进措施:_______________________- 问题2:___________________________ 建议改进措施:_______________________3.2 整改措施(列出问题整改的具体措施及完成时间)- 问题1:___________________________整改措施:_________________________完成时间:_________________________- 问题2:___________________________整改措施:_________________________完成时间:_________________________4. 检查人员签名检查人员:_____________________日期:_______________________5. 备注(如有其他需要记录的信息,可在此处备注)。
干混砂浆检测原始记录

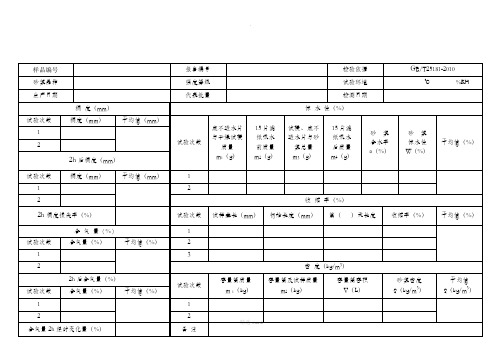
含水率
α(%)
砂浆
保水性
W(%)
平均值(%)
1
2
2h后稠度(mm)
试验次数
稠度(mm)
平均值(mm)
1
1
2
2
收 缩 率(%)
2h稠度损失率(%)
试验次数
试样基长(mm)
初始长度(mm)
第( )天长度
收缩率(%)
平均值(%)
含 气 量 ( % )
1
试验次数
含气量(%)
平均值(%)
2
1
3
2
密度(kg/m3)
2h后含气量(%)
试验次数
容量筒质量
m1(kg)
容量筒及试样质量
m2(kg)
容量筒容积
V(L)
砂浆密度
ρ(kg/m3)
平均值
ρ(kg/m3)
试验次数
含气量(%)
平均值(%)
1
1
2
2
含气量2h经时变化量(%)
备 注
普通干混砂浆检测原始记录
批准:校核:试验人:
样品编号
报告编号
检验依据
GB/T25181-2010
砂浆品种
强度等级
试验环境
℃%RH
生产日期
代表批量
检测日期
稠度(mm)
保水性(%)
试验次数
稠度(mm)
平均值(mm)
试验次数
底不透水片与干燥试模质量
m1(g)
15片滤
纸吸水
前质量
m2(g)
试模、底不透水片与砂浆总量m3(g)
15片滤
纸吸水
后பைடு நூலகம்量
m4(g)
4、干混砂浆交货检验记录表(ZJ-04)

干混砂浆交货检验记录表
ZJ-04 买方:卖方:
建设单位:监理单位:
工程名称:交货地点:
砂浆类别:技术要求:
强度等级:包装形式:
砂浆标记:产品批号:
运送车号:数量(T):
代表数量(T):外观检验:
送货日期:年月日送(取)样人:
承担检验单位:取样日期:年月日
委托编号:执行标准:JGJ/T223.GB/T25181.JGJ/T70
保水率(%):抗压强度(MPa):
拉伸粘结强度(MPa):抗渗压力(MPa):
结论:
注:1、交货检验的取样试验工作应由买方承担,当买方不具备试验条件时,委托买卖双方认可的有试验资质的试验单位。
2、砂浆各项指标应以交货检验结果为依据。
3、交货检验的试验结果应在试验结束后15天内通知卖方。
4、进行干混砂浆取样及试验的人员必须具有相应的资质。
5、此表与干混砂浆检测报告一式三份,即:买卖双方和检测单位各一份。
买方签章:卖方签章:监理(建设)签章:
填表说明
此表为:干混砂浆交货检验记录表
1、所有信息准确无误
2、与出厂合格证、交货检验报告和备案合同信息一致。
预拌干混砂浆原材料试验过程原始记录集
试验时间
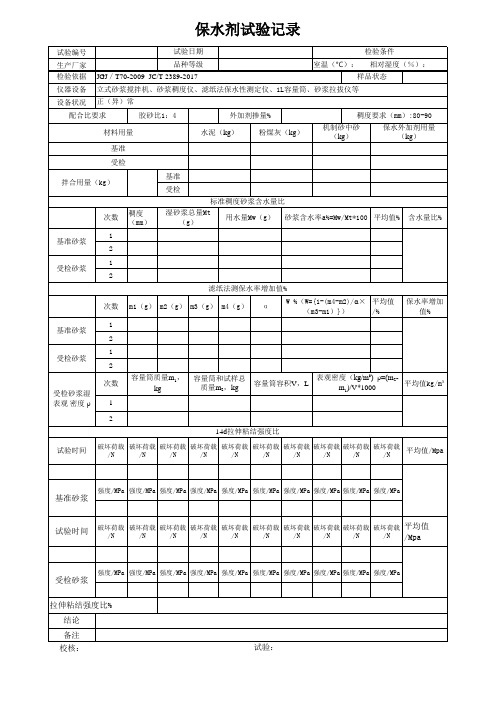
破坏荷载 破坏荷载 破坏荷载 破坏荷载 破坏荷载 破坏荷载 破坏荷载 破坏荷载 破坏荷载 破坏荷载 平均值
/N
/N
/N
/N
/N
/N
/N
/N
/N
/N /Mpa
强度/MPa 强度/MPa 强度/MPa 强度/MPa 强度/MPa 强度/MPa 强度/MPa 强度/MPa 强度/MPa 强度/MPa
m1(g) m2(g) m3(g) m4(g) α
W %(W={1-(m4-m2)/α× 平均值
(m3-m1)})
/%
保水率增加 值%
1 基准砂浆
2
受检砂浆
受检砂浆湿 表观 密度 ρ
1 2 次数
1
容量筒质量m1, kg
容量筒和试样总 质量m2,kg
容量筒容积V,L 表观密度(kg/m³) ρ=(m2- 平均值kg/m³ m1)/V*1000
保水 仪器设备
试验日期
检验条件
品种等级
室温(℃): 相对湿度(%):
JGJ/T70-2009 JC/T 2389-2017
样品状态
立式砂浆搅拌机、砂浆稠度仪、滤纸法保水性测定仪、1L容量筒、砂浆拉拔仪等
设备状况 正(异)常
配合比要求
胶砂比1:4
材料用量
基准
外加剂掺量%
2 14d拉伸粘结强度比
试验时间
破坏荷载 /N
破坏荷载 破坏荷载 破坏荷载
/N
/N
/N
破坏荷载 破坏荷载 破坏荷载 破坏荷载 破坏荷载 破坏荷载
/N
/N
/N
/N
/N
/N
平均值/Mpa
强度/MPa 强度/MPa 强度/MPa 强度/MPa 强度/MPa 强度/MPa 强度/MPa 强度/MPa 强度/MPa 强度/MPa
干混砂浆检测原始记录
试验次数
容量筒质量
m1(kg)
容量筒及试样质量
m2(kg)
容量筒容积
V(L)
砂浆密度
ρ(kg/m3)
平均值
ρ(kg/m3)
试验次数
含气量(%)
平均值(%)
1
1
2
2
含气量2h经时变化量(%)
备 注
普通干混砂浆检测原始记录
批准:校核:试验人:
感谢您的支持与配合,我们会努力把内容做得更好!
砂浆
含水率
α(%)
砂浆
保水性
W(%)
平均值(%)
1
2
2h后稠度(mm)
试验次数
稠度(mm)
平均值(mm)
1122源自收 缩 率(%)2h稠度损失率(%)
试验次数
试样基长(mm)
初始长度(mm)
第( )天长度
收缩率(%)
平均值(%)
含 气 量 ( % )
1
试验次数
含气量(%)
平均值(%)
2
1
3
2
密度(kg/m3)
样品编号
报告编号
检验依据
GB/T25181-2010
砂浆品种
强度等级
试验环境
℃%RH
生产日期
代表批量
检测日期
稠度(mm)
保水性(%)
试验次数
稠度(mm)
平均值(mm)
试验次数
底不透水片与干燥试模质量
m1(g)
15片滤
纸吸水
前质量
m2(g)
试模、底不透水片与砂浆总量m3(g)
15片滤
纸吸水
后质量
m4(g)
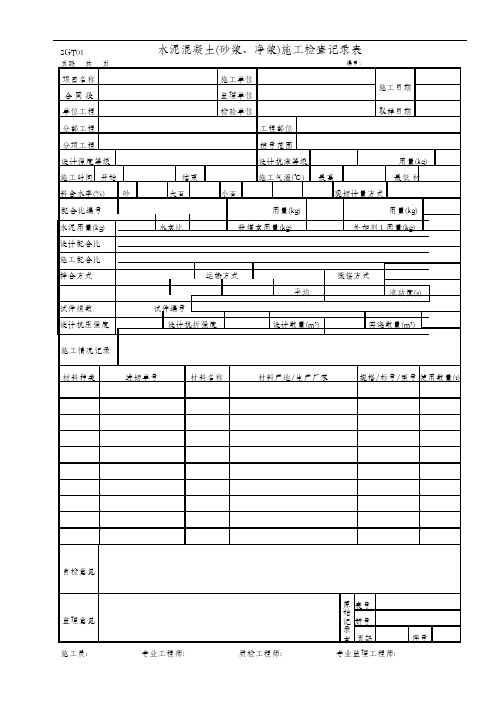
水泥混凝土(砂浆、净浆)施工检查记录表(SGT01)
本页码序号
施工员:专业工程师:质检工程师:专业监理工程师:
SGT01水泥混凝土(砂浆、净浆)施工检查记录表
页码共页编号:
项目名称施工单位
合 同 段监理单位
施工日期
单位工程检验单位取样日期 分部工程工程部位
分项工程桩号范围
设计强度等级设计抗渗等级用量(kg) 施工时间开始结束施工气温(℃)最高最低 材料含水率(%)砂大石小石现场计量方式
配合比编号用量(kg)用量(kg)
水泥用量(kg)
水灰比粉煤灰用量(kg)
外加剂1用量(kg)
设计配合比
施工配合比
拌合方式
运输方式
振捣方式
平均
流动度(s)
试件组数
试件编号
设计抗压强度
设计抗折强度设计数量(m³)
实浇数量(m³)
施工情况记t)
自检意见
监理意见
原表号 始
干混砂浆检测原始记录之欧阳歌谷创编

1
3
2
密度(kg/m3)
2h后含气量(%)
试验次数
容量筒质量
m1(kg)
容量筒及试样质量
m2(kg)
容量筒容积
V(L)
砂浆密度
ρ(kg/m3)
平均值
ρ(kg/m3)
试验次数
含气量(%)
平均值(%)
1
1
2
2
含气量2h经时变化量(%)
备注
普通干混砂浆检测原始记录
批准: 校核: 试验人:
样品编号
欧阳歌谷(2021.02.01)
报告编号
检验依据
GB/T25181-2010
砂浆品种
强度等级
试验环境
℃%RH
生产日期
代表批量
检测日期
稠度(mm)
保水性(%)
试验次数
稠度(mm)
平均值(mm)
试验次数
底不透水片与干燥试模质量
m1(g)
15片滤
纸吸水
前质量
m2(g)
试模、底不透水片与砂浆总量m3(g)
15片滤
纸吸水
后质量
m4(g)
砂浆
含水率
α(%)
砂浆
保水性
W(%)
平均值(%)
1
2
2hபைடு நூலகம்稠度(mm)
试验次数
稠度(mm)
平均值(mm)
1
1
2
2
收缩率(%)
2h稠度损失率(%)
试验次数
试样基长(mm)
初始长度(mm)
第()天长度
收缩率(%)
平均值(%)
含气量( % )
1
试验次数
含气量(%)
平均值(%)
水泥混凝土(砂浆、净浆)施工检查记录表(CG10.06.05.02.01-1)

粉煤灰用量(kg)
水泥:水:砂:小石:外加剂1 = 1:0.500:2.199:1.798:0.0500 水泥:水:砂:小石:外加剂1 = 396:146.6:901:733:19.800 机器拌和 — 2 25.0 连续无间断 试件编号 — 设计抗弯拉强度 — 设计数量(m³) 40.600 实浇数量(m³) 45.300 运输方式 — 泵送 — 振捣方式 平 均 — —
SGT01 页码 1 共 1 页
水泥混凝土(砂浆、净浆)施工检查记录表
编号:CG10.06.05.02.01-1
项目名称 合同段 单位工程 分部工程 洞口工程(左线出口) 分项工程 洞口边仰坡防护 设计强度等级 施工时间 开始 砂 08:00 3.5 C20 结束 大石 —
施工单位 监理单位 检验单位 工程部位 左线出口边仰坡 桩号范围 ZK28+935.000~ZK28+950.000 设计抗渗等级 18:30 小石 施工气温(℃) 3.0 矿粉 0.500 矿粉 用量(kg) 最高 — 15.0 现场计量方式 — — — 最低 取样日期 施工日期
材料种类 水泥 砂 碎石 外加剂1
进场单号 CG10-SN-004 CG10-XJL-001 CG10-CJL-002 CG10-WJJ-003
材料名称 水泥 细集料 粗集料
材料产地/生产厂家 东莞市华润水泥厂有限公司 东江砂场 惠州永平石场
规格/标号/型号 使用数量 P·O42.5R Ⅱ区中砂 0~9.5mm AC-1(粉剂) 17.938 39.456 32.253 0.896
2011-02-20 2011-03-01 2011-02-23
8.0 磅秤 — 19.800
材料含水率(%) 配合比编号 水泥用量(kg) 设计配合比 施工配料 (kg) 拌和方式 坍落度(mm) 试件组数 设计抗压强度 施工情况记录
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
底锥
仓体组焊
筒仓体组焊时制作时,其上下相邻筒仓体的直径应相同,其尺寸极限 偏差控制在±2mm以内,以保证罐体匀称性; 四腿管应保持一致,其长度允许误差不超过5mm; 腿管对角线差值不大于4mm; 单根腿管不允许拼接;
腿管 筒 仓 架
横撑与腿管间相贯线配作要求准确,无填塞; 与锥体连接加强板沿轴向均匀分布; 四个腿管的支点应在一个水平面上 当腿管出现误差时,应采用修割腿管的方法调节,严禁填塞。 布线管需布线完毕后焊接; 支座采用大型折弯机折弯,2*R8圆弧自然、准确
底座
底座在同一平面,其平面度允差为0.8mm; 带有称重模块时,先将底板与弯板焊接,再与支柱管焊接; 称重模块装好后,保证4块底板水平等高;
筒仓 垂直度 焊接后筒体的中轴线与底座基面保持垂直,其垂直度误差不超过4mm; 体与 错位量 筒仓体与筒仓架中心的偏移量不大于3mm; 筒仓 架对 支柱与锥体及底座之间的焊接,必须采用“加强焊”满焊,余高1mm, 接 焊缝质量 不得有虚焊,用焊角尺或目测检验; 爬梯纵向管材中心距为500mm; 下部爬梯第一级踏辊距基本面的距离为450mm,踏辊间距为300mm; 下部爬梯上端封板无漏装; 上、下部爬梯在人孔盖处分离,间距590mm; 爬梯 上部爬梯弧度自然、准确; 爬梯垂直安装,直线度不大于16mm; 爬梯与筒体之间间距为150mm 筒 仓 附 件 进料管 上、下部爬梯与筒体固定无松动,6个固定点,最下端固定点采用三角 固定。 进料管1、2之间使用相贯线配作,无填塞; 进料管2末端呈115°弯头(在距末端185mm处折R120圆角); 进料管1与底锥连接部位使用相贯线制作,双面角焊,不得填塞; 进料管1(不含弯头)距水平基面1100mm 排气管与进料管异侧、异面,中心距为1800mm; 排气管 排气管下部使用单边喇叭形焊缝将φ 6钢丝固定一周; 排气管与底锥连接部位使用相贯线制作,双面角焊,不得填塞;
整 机 要 求
整 机 要 求
气密性
整机无漏灰、漏水现象; 试验方法按QCT 561-1999《散装水泥车性能试验方法》第11条执行; 电气原理图标贴置于电控柜盖板上;
标识
注意事项及产品铭牌置于锥体中部(振动电机正下方),做到醒目, 贴正; 铭牌信息填写清晰、完整,出厂编号后带40mm 底漆 涂装底漆前要求涂装面干燥、干净。底漆选用双组份环氧铁红底漆或 双组份环氧富锌底漆。底漆漆膜厚度(干膜厚度)要求达到 40~ 50um,要求无漏涂、露底、针孔等不良现象; 对于底材缺陷、不平等部位(如凹坑、划痕、碰痕等) ,可适量刮灰 填补。原子灰一次涂刮不宜过厚,应控制在0.5mm以下,待原子灰干透 后用砂纸打磨,将打磨的原子灰粉尘擦干净后再涂刮第二遍。 面漆涂装双组份丙烯酸聚氨酯面漆。面漆漆膜厚度要求达到35~ 45um,要求无漏涂、露底、流挂、颗粒、发花、针孔、咬底以及严重 桔皮等不良现象。
发运时间 油漆未干前(漆后不足24小时)不得装运; 运输中,易碰伤的漆面部位,需用草绳(帘)、珍珠膜或纸板等柔性 包扎; 包装要求 进料管接头、出料管、卸料阀出料口处,需用塑料布包封,以免淋雨 物流 积水; 运输 使用专用的搬迁车(专用底盘)运输,在运输吊装过程中,钢绳与罐 运输 体之间,应加衬木或白色橡皮隔开,防止损坏油漆表面; 吊装 装卸时,不得磕碰罐体,防止罐体压扁,宜用木垫垫实并用绳索固 紧,防止滚翻、窜动;
干混砂浆散装移动筒仓检验记录表
图号 部套 项目 内 容 出厂编号 操作者自检 检验员复检
制作平台 有固定制作平台且平面度不大于0.8mm 筒体板材厚度t4; 原材料 基 本 要 求 底锥板材厚度t5; 立柱规格φ 133*4 底座规格t8 所有要求涂装油漆的零部件在涂装油漆前必须严格按照GB/T89231988对零部件进行预处理达Sa2.5级及以上,处理后零部件所有面均 无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留 表面处理 的痕迹应仅是点状或条纹状的轻微色斑。(Sa2.5级要求:非常彻底地 喷射除锈、氧化皮及污物,清除到仅剩有轻微的点状或条纹状痕迹, 表面呈金属光泽,手拭无尘、无黑色油污) 仓顶外径2500±9mm 仓顶 吊耳均匀固定在仓顶,吊耳所在分度圆直径为φ 1800; 相邻吊耳耳板呈90°夹角 仓体直径2500±11mm 筒体焊接要求双面对接连续焊接,错边量不大于0.6mm,不得有虚焊, 并进行渗液检查 筒体内部焊接适当骨架,骨架材料为角钢L40*40*4 筒体要求整圆,其表面凹凸不平度允差小于5mm(不得有明显锤击印痕 、及凹凸不平),并要求每平方米内印痕不超过5处 筒体 筒体圆度允差小于17mm 加强条摆搭水平,弧度自然准确,无拼接,加强条满焊,焊高10mm 筒 仓 体 防离析管安装固定牢固,孔沿轴向均匀分布; 筒体内支撑杆120°均布,焊接牢固,无漏装; 人孔盖用密封胶圈密封,铰板现场焊接,焊接前必须使用螺旋拧紧密 封圈和人孔盖,人孔盖转动灵活,销轴、螺栓无错装、漏装,调试人 孔盖板不得漏灰; 振动电机安装座距出料口边缘590mm,振动电机支座四面满焊,底板倒 圆角,防止焊接应力集中; 三角帽位置正确; 底锥允许卷焊成型,焊缝为对接焊缝,错边量允许为0.6mm,拼接圆 滑,弧度成型准确、自然 底锥下料口内径为250±1mm。 法兰连接板机加工,接口平整,无翘口、无变形,轴线方向与支腿开 口方向一致; 法兰连接板下端距水平工作面1340mm。
刮灰 油 漆
面漆
物理性能 冲击强度≥50Kg²cm,柔韧性≤1mm,硬度≥1H,漆膜附着力≤1级 外观 油漆外观设计按照品牌管理中心或市场部出具的《干混产品涂装设计 20110826》涂装方案执行,各颜色无色差,若客户有特殊定制,则按 订单执行。 要求不同颜色油漆之间轮廓分明,字体无毛边。 搅拌机安装水平,轴向朝向与底座开口方向一致; 搅拌系统 卸料阀翻板与阀体保持1mm单面间隙(塞尺检查),并要求翻板转动灵 活省力,卸料阀关闭时,翻板应紧贴挡圈,不得有明显漏灰现象; 搅拌螺旋出料口距基准水平面距离为804mm。 振动电机 振动电机双螺帽并紧,并加装防脱落链条。 防尘布袋 出料管接防尘布袋,喉箍并紧; 蝶阀 附 属 设 备 蝶阀上、下接触面使用石棉垫密封,无漏灰现象; 蝶阀手柄朝向与搅拌机安装方向垂直; 电机安装水平,固定牢靠,螺栓无错装、漏装; 供水系统 水管固定处使用双钢丝喉箍并紧; 各水管零件安装时要求缠生料带密封,不得有漏水现象 电气控制盒固定牢靠; 电气系统 线缆须走布线管、PVC管或波纹管、要求看不到电缆线; 线夹按200mm的间距均布,焊接美观、整齐; 扎带要求按300mm的间距均布,须剪掉扎带尾部; 进料管 接头 弯管采用整体一次弯曲成型,两端连接时使用螺纹连接,严禁直接焊 接 A型(4")快速接头为外购件,由河北昌源精密铸造有限公司提供 快速接头朝向与底座开口方向一致 整体尺寸 外形尺寸2500*2500*7200 总容积为18立方米(含)以上的筒仓吊耳结构尺寸应符合图纸的要 吊耳高度 求,吊耳下沿水平基准面的高度为5580mm,以保证筒仓专用车的通用 性。 焊缝应无焊接缺陷,无焊穿、漏焊现像,焊缝表面无焊渣、飞溅、裂 焊接质量 纹、焊瘤、焊丝头等现象,焊后打磨平整,保证无尖角缺痕;焊接符 合标准《重型机械通用技术条件焊接件要求JB/T500.3-1998》 调试 带称重模块的称量误差控制在2%以内;
交付
厂家与物 钢制结构外观无明显变形,油漆无刮伤,包装完好; 流交付 搅拌系统、称量系统、电气系统电气元件无损坏,线路完好。 物流与现 钢制结构外观无明显变形,油漆无刮伤,包装完好; 场交付 搅拌系统、称量系统、电气系统电气元件无损坏,线路完好。
1、原材料规格、型号符合图纸要求,尺寸公差符合《常用金属材料及标注规定》(Q/ZLHT2170002-2009);原材料要 求喷砂、底漆后进入施工现场; 2、交付时,双方签字认可即视为完好,物流车驶出生产厂家园区大门和驶出客户工地即视为交付完毕,请交接双方共 同把关。 3 、本表做到一机一档,由厂家保存,质量管理室抽检落实效果。