抽样检验标准总规范
检验抽样管理规范

检验抽样管理规范一、引言检验抽样是产品质量控制中重要的环节之一,通过抽样检验可以有效地评估产品的质量状况,并对产品的批次是否合格进行判定。
为了确保抽样检验的公正、科学和准确性,制定本检验抽样管理规范,以规范抽样过程,提高抽样结果的可靠性。
二、适合范围本规范适合于所有需要进行抽样检验的产品,包括但不限于食品、药品、化妆品、电子产品等。
三、抽样原则1. 代表性原则:抽样应当能够代表被检验产品的整体质量水平,抽样结果能够准确反映产品的质量情况。
2. 随机性原则:抽样应当具有随机性,避免主观因素对抽样结果的影响。
3. 公正性原则:抽样过程应当公正、公平,避免利益冲突和人为操控。
四、抽样方法1. 简单随机抽样:根据随机数表或者随机数发生器,从被检验产品中随机选择一定数量的样品进行检验。
2. 系统抽样:按照一定的规则,例如每隔一定数量或者一定时间间隔选择一个样品进行检验。
3. 分层抽样:根据被检验产品的不同特征,将其划分为若干层次,然后在每一个层次中进行抽样检验。
4. 整群抽样:将被检验产品按照一定的标准划分为若干群体,然后从每一个群体中抽取全部样品进行检验。
五、抽样计划1. 样本容量确定:根据被检验产品的特性和要求,结合统计学方法,确定合适的样本容量。
2. 抽样方案制定:根据抽样方法和样本容量,制定具体的抽样方案,包括抽样单位、抽样比例、抽样次数等。
3. 抽样过程记录:在抽样过程中,记录抽样单位的信息、抽样时间、抽样地点等相关信息,确保抽样过程的可追溯性和可验证性。
六、抽样执行1. 抽样人员的资质要求:抽样人员应当具备相关的专业知识和技能,熟悉抽样方法和操作规程。
2. 抽样工具的选择和使用:根据被检验产品的特性,选择合适的抽样工具,并确保抽样工具的清洁和消毒。
3. 抽样现场的管理:抽样现场应当保持整洁,避免污染样品,确保抽样的准确性和可靠性。
4. 抽样过程的记录:在抽样过程中,及时记录抽样单位的信息、抽样工具的编号、抽样时间等相关信息,确保抽样过程的可追溯性。
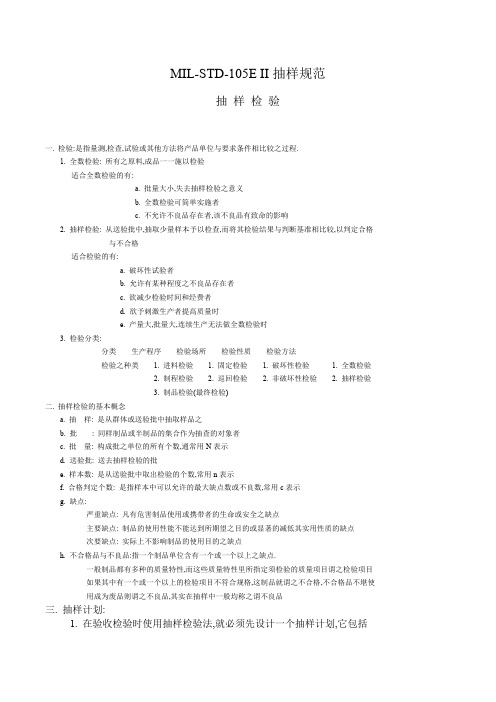
AQL抽样标准

A
2
B
3
C
5
01
12
23
34
56
7 8 10 11 14 15 21 22 30 31
01
12
23
34
56
7 8 10 11 14 15 21 22 30 31 44 45
01
12
23
34
56
7 8 10 11 14 15 21 22 30 31 44 45
D
8
E
13
F
20
01
12
23
34
56
7 8 10 11 14 15 21 22 30 31 44 45
01
N
500 0 1
P
800
12
23
34
56
7 8 10 11 14 15 21 22
12
23
34
56
7 8 10 11 14 15 21 22
Q 1250
R 2000
12
23
34
56
7 8 10 11 14 15 21 22
=用箭头下面的第一抽样方式,如果试样大小等于或超过批量进行全数检查。
=用箭头上面的第一抽样式方式。
P
315
02
13
14
25
36
5 8 7 10 10 13
02
13
14
25
36
5 8 7 10 10 13
Q
500
R
800
02
13
14
25
36
5 8 7 10 10 13
=用箭头下面的第一抽样方式,如果试样大小等于或超过批量进行全数检查。 =用箭头上面的第一抽样式方式。
抽样检验标准
MIL-STD-105E II抽样规范抽样检验一. 检验:是指量测,检查,试验或其他方法将产品单位与要求条件相比较之过程.1. 全数检验: 所有之原料,成品一一施以检验适合全数检验的有:a. 批量大小,失去抽样检验之意义b. 全数检验可简单实施者c. 不允许不良品存在者,该不良品有致命的影响2. 抽样检验: 从送验批中,抽取少量样本予以检查,而将其检验结果与判断基准相比较,以判定合格与不合格适合检验的有:a. 破坏性试验者b. 允许有某种程度之不良品存在者c. 欲减少检验时间和经费者d. 欲予刺激生产者提高质量时e. 产量大,批量大,连续生产无法做全数检验时3. 检验分类:分类生产程序检验场所检验性质检验方法检验之种类 1. 进料检验 1. 固定检验 1. 破坏性检验 1. 全数检验2. 制程检验 2. 巡回检验 2. 非破坏性检验 2. 抽样检验3. 制品检验(最终检验)二. 抽样检验的基本概念a. 抽样: 是从群体或送验批中抽取样品之b. 批: 同样制品或半制品的集合作为抽查的对象者c. 批量: 构成批之单位的所有个数,通常用N表示d. 送验批: 送去抽样检验的批e. 样本数: 是从送验批中取出检验的个数,常用n表示f. 合格判定个数: 是指样本中可以允许的最大缺点数或不良数,常用c表示g. 缺点:严重缺点: 凡有危害制品使用或携带者的生命或安全之缺点主要缺点: 制品的使用性能不能达到所期望之目的或显著的减低其实用性质的缺点次要缺点: 实际上不影响制品的使用目的之缺点h. 不合格品与不良品:指一个制品单位含有一个或一个以上之缺点.一般制品都有多种的质量特性,而这些质量特性里所指定须检验的质量项目谓之检验项目如果其中有一个或一个以上的检验项目不符合规格,这制品就谓之不合格,不合格品不堪使用成为废品则谓之不良品,其实在抽样中一般均称之谓不良品三. 抽样计划:1. 在验收检验时使用抽样检验法,就必须先设计一个抽样计划,它包括四个部份: 批量N、样本大小n、允收水平及合格判定数c.(美国军用标准)2. 我们目前使用计划:MIL-STD-105E(美国军用标准).四. 抽样检验方法:1.正常2.减量3.加严4.它们之间转化关系:五. 抽样检验形式:单次: 根据一次样本检查结果,来决定合格或不合格之形式双次: 第一次抽验结果可能判定为合格、不合格和保留三种情况,当判为保留时,追加第二次样本再决定合格或不合格之形式多次: 是双次抽样之延续,只不过是将双次抽样的次数增多而已比较项目单次抽样双次抽样1. 对供应者心理上之影响恶好2. 总检验费用多少3. 平均检查数多少4. 实施之复杂性简明复杂5. 对质量保证程度相同相同六. 抽样计划使用步骤:a. 指定送样批b. 决定允收水平AQL值c. 决定采用单、双、多次d. 选定检验水平(除非特别指定,一般使用II级水平)e. 由批量及检验水平在表中查得代号f. 视抽样方式及检验严格程度(开始均选用正常检验),由代字及AQL查得抽样计划g. 使用上述各适当抽样表,查代字与AQL值之相交栏,求得样本数n,允收Ac,及拒收数Re附:抽样检验方法它们之间转化关系: 检验方式之变更标准:(一般为正常检验)当连续多批原物料经检验合格后则予以减量检验,反之则予严格检验,其变更类推如下:全檢(1:0)(5:5)加嚴(5:0)(5:2)正常(10:0)(1:1)減量(5:0)(1:1)免驗注:括号内所示之数字,前者代表检查批数,后者代表不合格批数,致于箭头所指,即为变更后之检验方式。
抽样规范(QA)

1.抽样方案的来源:
此抽样方案节选自国标MIL-STD-105E正常检查一次抽样方案的有关章节,结合本公司的实际情况作相关的调整,并规定之。
2.根据本公司客户要求及客观需要,规定如下:
2.1 合格质量水平(AQL值)
如无相应的规范或技术资料上规定的抽样方案,均依本规范的Cri=0,Maj=0.40,Min=1.0进行。
2.2 检验水平:一般检验水平Ⅱ级标准
2.3 批量:(N)
2.3.1 QA在检验时,须以来料总数作为批量;
2.3.2.批量小于32PCS则全检。
2.4 抽样:
2.4.1没有特别指出和规定,QA均采用正常检查一次抽样方案随机抽样。
即:每批产品
中的每箱每层都尽可能抽取到样本,做到均匀抽样,对于同一批次之相同物料﹐抽
样时可以合成一个批量抽取样本数。
抽样检查标准

抽样检查标准第一条目的本项标准针对实施零件及材料(以下称“零件等”抽样检查的必要事项加以规定,目的在通过抽样检查确保品质,并使检查朝向标准化。
★◆第二条适用范围本项标准适用于零件等抽样检查的相关业务。
★◆第三条定义1.进货抽样检查所谓进货抽样检查是各制程自公司外部调度零件等,在接受这些货品时所进行之抽样检查。
2.制程间的抽样检查制程间的抽样检查是指对公司内部自行生产之零件等进行抽样检查。
★◆第四条检查方式依据抽样检查实施要领之指示。
★◆第五条检查单位1.进货抽样检查原则上由进货单位负责。
如检查部负责人认为基于品质保证上的需要,可依制程别、生产机器别及处理单位别加以区分,对进货单位的物品进行抽样检查。
备注:如判断有必要将进货单位的物品加以区分进行检查,事前应对进货时的识别方法加以指示。
2.制程间的抽样检查,原则上以一天当中依相同生产条件连续生产之产品为单位。
★◆第六条抽样检查的实施基准及规格1.实施抽样检查所必要之基准与规格,是以检查规格书为依据。
2.检查规格书由检查部门依据图面、规格式样书及相关的基准规格等进行制作。
备注:必要时检查规格书必须交送设计部门,由其进行内容的确认。
★◆第七条检查之实施判定1.资材部门及制造部门依据检查委托书,请求实施抽样检查。
另外,如规定受检时必须提出品质数据资料,则必须将品质数据资料附加在检查委托书中。
2.抽样检查以检查规格书为依据实施,并确定合格与否。
备注:检查部门经理依据规定的方法,对提出的品质数据及其他品质情报进行检查及判定之结果,判断有必要做进一步严格的检查及制定时,应依其判断进行。
(2)合格与否的判定结果,应依据规定的程序通知相关部门。
★◆第八条不合格货批及不良品的处置1.进货抽样检查判定的不合格货批及不良品。
(1)不合格的货批与抽样检查查出的不良品,应确实加以识别,原则上应将货品退回原购买单位。
(2)不合格的货批再次交货时,在明示不良品已修正或去除的条件状况下,应视为新购入之物品处理。
抽样检验标准完整版

抽样检验标准HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】抽样检验标准1. 目的:为使进料检验、过程检验、成品检验时有正确之抽样方法及判定依据。
2. 范围:进料检验、过程检验、成品检验均适用本规范。
3. 权责:由进料、过程、成品检验员负责实施之。
4. 定义:4. 1 单位产品: 为实施抽样检查的需要而划分的基本单位,称为单位产品。
4. 2 检查批: 为实施抽样检查汇集起来的单位产品称之为检查批,简称为批。
4. 3 批量: 批中所包含的单位产品数,称为批量。
4. 4 样本单位: 从批中抽取用检查的单位产品,称为样本单位。
4. 5 样本: 样本单位的全体,称为样本。
4. 6 样本大小: 样本中所包含的样本单位数,称为样本大小。
4. 7 抽样检验:依照批量大小,抽出不同数量的样本,将该样本按其规格进行检验,并将检验的结果与预先决定的品质标准比较,以决定个别的样品是否合格。
4. 8 不良率: 不良品的表示方法。
任何已知数量的制品不良率,为制品中所含的不良品数除以单位产品的总数再乘以100%即得:不良率=? 不良品个数 *100%检验单位产品总数4. 9 检验方法: 用检验、量测、试验或其它方式将单位产品和其规定的要求加以比较的方法。
4. 10 抽样计划: 样本大小和判定数组结合在一起,称为抽样计划。
4. 11 抽样程序: 使用抽样计划判断批合格与否的过程,称为抽样程序。
4. 12类别:根据产品质量性能和使用过程的重要程度,由高到低依次分为A、B、C 三类。
A类:成品及构成产品的最主要原料。
其质量直接影响最终产品的质量性能,严重的可能直接导致产品报废。
B类:半成品及重要原材料。
其质量直接影响产品的质量性能,导致产品重要性能指标的下降。
C类:一般原材料,可以根据情况进行检测,备案。
不会对产品的主要性能产生影响,不直接影响产品的应用性能。
说明:原材料分级规定详见附件《原材料分类》5作业内容:5.1 A类原材料需100%检测,B类抽检,C类凭合格证检验,抽样比率如下:5.2 采购回的物品必须检测其产品合格证,检测其产品规格或技术参数是否符合本公司采购的要求,强制性产品必须检查是否印有3C标志及合格证。
企业产品检验抽样规定
企业产品检验抽样规定一、规定目的本规定是为保证企业产品的质量,规范产品检验流程,合理选择抽样比例及方法,并明确抽样数量的计算方法,确保企业产品的质量符合国家相关标准,以及客户的满意度。
二、适用范围本规定适用于所有生产企业的产品抽样检验。
三、抽样规律根据不同企业的生产特点及产品类型,采取不同的抽样规律。
1. 一般产品抽样方案对于大批量的一般产品,采取按序号逐个抽样的方式进行。
具体抽样比例如下:•数量在50个以内,抽样数量为全部。
•数量在51~150个之间,随机抽样3个。
•数量在151~500个之间,随机抽样5个。
•数量在501~1500个之间,随机抽样8个。
•数量在1501~10000个之间,随机抽样13个。
•数量在10001个及以上,随机抽样20个。
2. 高价值产品抽样方案对于高价值产品,采用为比例较高的抽样方法。
具体抽样比例如下:•数量在5个以内,全部抽样。
•数量在6~50个之间,抽样比例为50%。
•数量在51~100个之间,抽样比例为30%。
•数量在101~300个之间,抽样比例为20%。
•数量在301个以上,抽样比例为10%。
3. 特殊企业抽样方案对于特殊的生产企业和产品,按照相关法律法规、行业规范、产品质量标准和企业质量管理体系中的抽样规定进行抽样。
四、具体抽样方法1.空间抽样法:将产品分成若干量或区,随即识别或采样。
2.时间抽样法:采用分时段或分批次抽样。
3.随机数抽样法:利用随机数表进行抽样。
五、抽样数量计算方法产品抽样数量=(a+b)/2×P×N•a:符合要求的最小数量•b:不符合要求的最小数量•P:可能出现质量问题的产品比例•N:产品总数六、抽样记录所有的抽样检验均需开具抽样检验记录,包括以下内容:•产品名称、批次、规格、数量;•检验日期、地点、方法、人员;•检验结论、抽样记录、不合格品记录。
七、抽样检验不合格品的处理发现抽样检验的产品不合格,应当按照企业的质量管理手册中不合格品处理的规定进行处理。
检验抽样管理规范

检验抽样管理规范引言概述:在生产和质量控制过程中,检验抽样是一种常用的方法,用于从批次中选取一部份样本进行检验,以评估整个批次的质量水平。
检验抽样管理规范是指在进行检验抽样时,所需遵循的一系列准则和程序。
本文将详细介绍检验抽样管理规范的内容和要点。
一、抽样方案的制定1.1 抽样目标的明确在制定抽样方案之前,首先需要明确抽样的目标是什么。
目标可能是评估产品的合格率、确定生产过程的稳定性,或者是对供应商的质量水平进行评估等。
明确抽样目标可以匡助确定抽样方案的具体内容和参数。
1.2 样本容量的确定样本容量的确定是抽样方案制定的重要一步。
样本容量的大小直接影响到抽样结果的准确性和可靠性。
确定样本容量时,需要考虑抽样目标、抽样方法、预期的抽样误差等因素。
通常,样本容量越大,抽样结果的可靠性越高,但也会增加成本和时间。
1.3 抽样方法的选择抽样方法是指从总体中选取样本的具体方式和步骤。
常见的抽样方法包括随机抽样、分层抽样、系统抽样等。
选择合适的抽样方法需要考虑总体的特点、抽样目标和资源限制等因素。
同时,还需要确定抽样时机和频率,以确保抽样结果的可靠性和代表性。
二、样本选择和采集2.1 样本选择的随机性在进行样本选择时,需要保证样本的选择是随机的。
随机样本选择可以避免主观偏差和样本选择的不合理性。
可以通过随机数表、随机数生成器等方式来实现样本选择的随机性。
2.2 样本采集的准确性样本采集的准确性是保证抽样结果准确性的重要保障。
在样本采集过程中,需要严格按照抽样方案的要求进行操作,确保样本的完整性和代表性。
同时,还需要注意样本采集的环境和条件,以避免外界因素对样本的影响。
2.3 样本标识和管理在样本采集后,需要对样本进行标识和管理,以确保样本的追溯性和可靠性。
样本标识应包括样本编号、采样日期、采样人员等信息,以便于后续的数据分析和结果评估。
同时,还需要建立样本管理的制度和流程,确保样本的安全和完整。
三、数据分析和结果评估3.1 数据的整理和统计在进行数据分析之前,需要对采集到的数据进行整理和统计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号: WZR版次:1.0 生效日期:2015-1-1 第 2 页 共 5 页
如果在初次加严检验的一系列连续批中未接收批的累计数达到 5 批,应暂时停止检验。直到供方为改 进所提供产品或服务的质量已采取行动,而且负责部门承认此行动可能有效时,才能恢复 GB/T 2828 本部分的检验程序。恢复检验应按(5.5.3.2)条款,从使用加严检验开始。 5.6. IQC 抽样检验标准: 来料原材料、半成品检验按接收质量限:AQL=0.01(CR),AQL=1.0(Ma),AQL=2.5(Mi)。 5.7. OQC 抽样检验标准: 5.7.1. 成品检验按接收质量限:AQL=0.01(CR),AQL=方或客户代理验货:如客方有自己的抽样标准(AQL)且有正式文件,则我司 OQC 抽检(AQL)按客方 AQL(Ma 和 Mi)标准进行,但如果客方要 AQL≤2.5(Ma)时,OQC 则按客户要求抽样,而不加严一个级别; 5.7.3. 客方有特殊(AQL)要求,但客方没有验货或没有代理验货,且有正式文件,OQC 抽检则按客户的抽样检 验接收质量限的要求进行; 5.7.4. 客方无特殊(AQL)要求,但客方没有验货或没有代理验货,则 OQC 验货时按本公司接收质量限: AQL=0.01(CR),AQL=1.0(Ma),AQL=2.5(Mi)标准进行。 5.8. 单次基本抽样检验方法 5.8.1. IQC 收到《进料验收通知单》 ,或 QOC 进行成品检验时,可将同一规格的物料合并批次进行抽样检查; 5.8.2. 当 AQL 抽样数小于等于或超过订单批量时,则用全数检验。 (成品数量 N≤50pcs 时应全数检验) 。 5.8.3. 当 AQL 为采用箭头朝上或朝下的第一个抽样计划,则改变抽样数(随 Ma 定义改变抽样数,Mi 不变); 5.8.4. 根据接收质量限和检查水平所确定的抽样方案及样品检查的结果,若在样品中发现的不合格数小于 合格判定数,则判定该批为合格批;若在样本中发现的不合格数大于或等于不合格判定数,则判定该 批是不合格批; 5.8.5. 当抽样活动完成后,须将被检验过的批量之物料、半成品、成品加以检验状态标识。 5.9. 正常单次抽样一般检验水准项目 5.5.1. 物料、半成品、成品基本检验; 5.5.2. 物料、半成品、成品外观检验; 5.5.3. 物料、半成品、成品包装方式检验。 5.10. 特殊抽样方法 从正常单次抽样的样本数里,按 AQL 表 1 中的特殊检验水准 S-2 抽取数量对相关参数进行检验、按 S-4 抽
厦门唯自然工贸有限公司
抽样检验作业指导书
1. 目的
编号: WZR版次:1.0 生效日期:2015-1-1 第 1 页 共 5 页
指导检验员正确地按 AQL 抽样计划进行物料、半成品、成品的抽样检验,确保物料、成品检验的判定符合 AQL 标准之要求。 2. 范围 适用于本公司所有的进料、半成品、成品检验。 3. 职责 检验员负责 AQL 抽样计划的执行。 4. 定义 4.1. AQL:(Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接 受的产品质量水平。 4.2. CR:(Critical)致命缺陷。 4.3. Ma:(Major)严重缺陷,也称主要缺陷。 4.4. Mi:(Minor)轻微缺陷,也称次要缺陷。 5. 作业细则 5.1. 抽检方案依据接收质量限(AQL)检索的逐批检验抽样计划(GB/T 2828.1-2003)及抽样表,其中检查水 平为一般检查水平Ⅱ级。 5.2. 样本的抽选 按简单随机抽样(见 GB/T 3358.1-1993 的 5.7), 从批中抽取作为样本的产品。但是,当批由子批或(按某 个合理的准则识别的)层组成时,应使用分层抽样。按此方式,各子批或各层的样本量与子批或层的大小 是成比例的。 5.3. 抽取样本的时间 样本可在来料时、批生产出来以后、批生产期间或库存重检时抽取。两种情形均应按 5.2 抽选样本。 5.4. 二次或多次抽样 如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选。 5.5. 正常、加严和放宽检验 5.5.1. 检验的开始 除非负责部门另有指示,开始检验时应采用正常检验。 5.5.2. 检验的继续 除非转移程序(见 5.5.3)要求改变检验的严格度,对连续的批,正常、加严或者放宽检验应继续不变。 转移程序应分别地用于各类不合格或不合格品。 5.5.3. 转移规则和程序(见附件 1) 5.5.3.1. 正常到加严 当正在采用正常检验时,只要初次检验中连续 5 批或少于 5 批中有 2 批是不可接收的,则转移到加严 检验。本程序不考虑再提交批。 5.5.3.2. 加严到正常 当正在采用加严检验时,如果初次检验的接连 5 批已被认为是可接收的,应恢复正常检验。 5.5.3.3. 正常到放宽
附件三:表 3
正常检验一次抽样方案
附件三:表 2
正常检验一次抽样方案
——使用箭头下面的第一个抽样方案。如果样本量等于或超过批量,则执行 100%检验。 ——使用箭头上面的第一个抽样方案。 Ac Re ——接收数。 ——拒收数。
厦门唯自然工贸有限公司
抽样检验作业指导书
附件四:表 3 加严检验一次抽样方案
编号: WZR版次:1.0 生效日期:2015-1-1 第 3 页 共 5 页
开 始
1.连续至少 15 批检验 合格; 2.生产稳定; 3.负责部门认为放宽 检验可取。
初次检验中连续 5 批或少于 5 批中有 2 批是不可接收的
初次加严检验的一系 列连续批中未接收批 的累计数达到 5 批
放宽 检验
正常 检验
加严 检验
暂停
1.一个批未被接收; 2.生产不稳定或延迟; 3.认为恢复正常检验 是正当的其他情况。
初次检验的接连 5 批已被认为是可 接收的
供方为改进所提供产品 或服务的质量已采取行 动,而且负责部门承认 此行动可能有效时
厦门唯自然工贸有限公司
抽样检验作业指导书
附件二:表 1 样本量字码
编号: WZR版次:1.0 生效日期:2015-1-1 第 4 页 共 5 页
厦门唯自然工贸有限公司
抽样检验作业指导书
样数对相关特性进行检验。 5.11. AQL 一般/特殊检验水准项目及缺陷定义 5.11.1. 外观检查:一般检验水准 II 级, 缺陷等级(Mi) 5.11.2. 结构尺寸检查:特殊检验水准 S-2,缺陷等级(Ma/Mi) 5.11.3. 产品资料核对:一般检验水准 II 级,缺陷等级(CR/Ma/Mi) 5.11.4. 产品设定的参数检查:特殊检验水准 S-2,缺陷等级(CR/Ma) 5.11.5. 产品试装检查:特殊检验水准 S-4,缺陷等级(CR/Ma) 5.11.6. 产品可靠性检查:每批,缺陷等级(CR/Ma) 5.11.7. 安规/安全检查:新产品生产前/旧产品至少每年一次,缺陷等级(CR) 6. 相关文件 见《GB/T 2828.1-2003 计数抽样检验程序-逐批检验抽样计划》(引用文件) 见《GB/T 3358.1-1993 统计学术语/第 1 部分/一般统计术语》(引用文件) 7. 附件 附件一:转移规则
厦门唯自然工贸有限公司
抽样检验作业指导书
当正在采用正常检验时,如果下列各条件均满足,应转移到放宽检验 5.5.3.3.1. 连续至少 15 批检验合格; 5.5.3.3.2. 生产稳定; 5.5.3.3.3. 负责部门认为放宽检验可取。 5.5.3.4. 放宽到正常 当正在执行放宽检验时,如果初次检验出现下列任一情况,应恢复正常检验 5.5.3.4.1. 一个批未被接收; 5.5.3.4.2. 生产不稳定或延迟; 5.5.3.4.3. 认为恢复正常检验是正当的其他情况。 5.5.3.5. 暂停检验
编号: WZR版次:1.0 生效日期:2015-1-1 第 5 页 共 5 页
附件五:表 4
放宽检验一次抽样方案
——使用箭头下面的第一个抽样方案。如果样本量等于或超过批量,则执行 100%检验。 ——使用箭头上面的第一个抽样方案。 Ac ——接收数。 Re ——拒收数。