焊接六角螺母
DIN 929-2000 六角焊接螺母 (英文版)

January 2000©No part of this translation may be reproduced without the prior permission ofDIN Deutsches Institut für Normung e.V., Berlin. Beuth Verlag GmbH, 10772Berlin, Germany, has the exclusive right of sale for German Standards (DIN-Normen).English price group06Sales No.010606.00Page 2DIN 929:2000-01DIN 13-1General purpose ISO metric screw threads – Nominal sizes for 1 mm to 68 mm diameter coarse pitch threadsDIN 13-5General purpose ISO metric screw threads – Nominal sizes for 1 mm and 1,25 mm finepitch threads with diameters from 7,5 mm to 200 mmDIN 13-6General purpose ISO metric screw threads – Nominal sizes for 1,5 mm fine pitch threadswith diameters from 12 mm to 300 mmDIN 13-15ISO metric screw threads – Fundamental deviations and tolerances for screw threads of1 mm diameter and largerDIN 267-2Fasteners – Technical delivery conditions – Product grades and tolerances DIN 977Hexagon weld nuts with flange DIN 4000-2Tabular layouts of article characteristics for bolts, screws and fit bolts DIN EN 20898-2Mechanical properties of fasteners – Part 2: Nuts with coarse pitch thread and specifiedproof load values (ISO 898-2:1992)DIN EN ISO 898-1Mechanical properties of fasteners made of carbon steel and alloy steel – Part 1: Bolts,screws and studs (ISO 898-1:1999)DIN EN ISO 898-6Mechanical properties of fasteners – Part 6: Nuts with fine pitch thread and specifiedproof load values (ISO 898-6:1994)DIN EN ISO 3269Fasteners – Acceptance inspection (ISO/DIS 3269:1998)*)DIN EN ISO 4042Fasteners – Electroplated coatings (ISO 4042:1999)DIN EN ISO 4759-1Tolerances for fasteners – Part 1: Bolts, screws, studs and fit bolts – Product grades A,B andC (ISO/DIS 4759-1:1997)*)ISO 8992:1986Fasteners – General requirements for bolts, screws, studs and fit bolts ANSI B1.1-1989Unified inch screw threads (UN and UNR thread form)1)*) Currently at draft stage.1) Obtainable from Beuth Verlag GmbH (Auslandsnormen-Service), 10772 Berlin, Germany.Detail XDetail Y(sectional view)Page3 DIN929:2000-01Page4DIN929:2000-01Nut DIN 929 – M10 – StNut DIN 929 – 7/16-20 UNF-2B – SW17 – StPage 5DIN 929:2000-017Figure 2:8Figure 3:。
焊接六角螺母国标
焊接六角螺母国标焊接六角螺母是一种常见的紧固件,常用于连接具有螺纹孔的构件。
作为国标零件,它符合国家标准的规范和要求。
本文将介绍焊接六角螺母的特点、用途、制造工艺以及国标相关内容。
一、焊接六角螺母的特点焊接六角螺母是一种具有六个等边的六角形结构的螺母,其内侧具有螺纹,可以与螺纹杆或螺纹孔相配合。
焊接六角螺母的特点有以下几个方面:1. 具有较高的紧固力:焊接六角螺母的内侧螺纹可以与外侧螺纹杆或螺纹孔紧密配合,通过旋紧螺母,可以产生较大的紧固力,确保连接件的稳固性。
2. 焊接牢固:焊接六角螺母可以通过焊接固定在构件表面,与构件紧密结合,增加连接的牢固性。
3. 安装方便:焊接六角螺母的六角形结构设计使其可以通过扳手或扳手套筒进行旋转,方便安装和拆卸。
二、焊接六角螺母的用途焊接六角螺母广泛应用于各个行业的机械设备、建筑工程、汽车制造等领域。
它主要用于以下几个方面:1. 机械设备连接:焊接六角螺母可以用于连接机械设备中的各个部件,如连接轴承、联轴器、齿轮等。
2. 建筑工程:焊接六角螺母可以用于连接钢结构、混凝土构件等,在建筑施工中起到固定和连接的作用。
3. 汽车制造:焊接六角螺母可以用于汽车制造中的发动机、底盘和车身连接等。
三、焊接六角螺母的制造工艺焊接六角螺母的制造工艺主要包括以下几个步骤:1. 材料准备:选用适合的材料,如碳钢、不锈钢等。
2. 冷镦成型:将材料加热至一定温度,然后通过冷镦机进行成型,使其成为具有内外螺纹的六角形结构。
3. 焊接:将冷镦成型的焊接六角螺母与需要焊接的构件表面进行预热和涂焊剂处理,然后采用电弧焊、气焊或激光焊等方式进行焊接。
4. 表面处理:焊接完成后,可以进行热处理、镀锌或喷涂等表面处理,增加螺母的耐腐蚀性和美观度。
国标相关内容焊接六角螺母作为国标零件,其相关标准和规范由国家相关部门制定和发布。
国标零件的制定是为了保证产品的质量和安全性,提高产品的互换性和通用性。
国标零件主要包括标准编号、名称、型号、材料、尺寸、技术要求等内容。
六角焊接螺母对应标准

六角焊接螺母对应标准
六角焊接螺母对应的标准是GB/T 13680-2000,这是国标号。
其中GB/T表示的是国家标准,13680是标准编号,2000是发布年份。
这个标准规定了六角焊接螺母的型号、材质、力学性能等要求。
此外,根据不同的材料和强度等级,还有其他的标准,如:
1. GB52、GB6170、GB6172和DI934等,它们之间的主要区别在于厚度的不同。
2. 对于强度等级为4.8的,拉伸强度为≥400MPa,屈服强度为≥240MPa,伸长率为≥22%。
3. 对于强度等级为8.8的,拉伸强度为≥800MPa,屈服强度为≥640MPa,伸长率为≥12%。
4. 对于强度等级为A2-50的,拉伸强度为≥500MPa,屈服强度为≥210MPa,伸长率为≥45%。
如需了解更多信息,建议咨询专业人士获取帮助。
GB13681 304不锈钢焊接六角螺母四方焊接螺母点焊螺帽
19.50
19.744
21.00
21.252
24.00
24.252
26.50
26.771
min 1.567 2.013 2.459 3.242 4.134 4.917 6.647 8.376 10.106 11.835 13.835 15.294 17.294 19.294 20.752 23.752 26.211
螺丝攻牙钻孔对照表
公制粗螺纹
标准径
2 级牙钻径 max
1.60
1.679
2.10
2.138
2.50
2.599
3.30
3.422
4.20
4.334
5.00
5.513
6.80
6.912
8.50
8.676
10.30
10.441
12.00
12.210
14.00
14.210
15.50
15.744
17.50
17.744
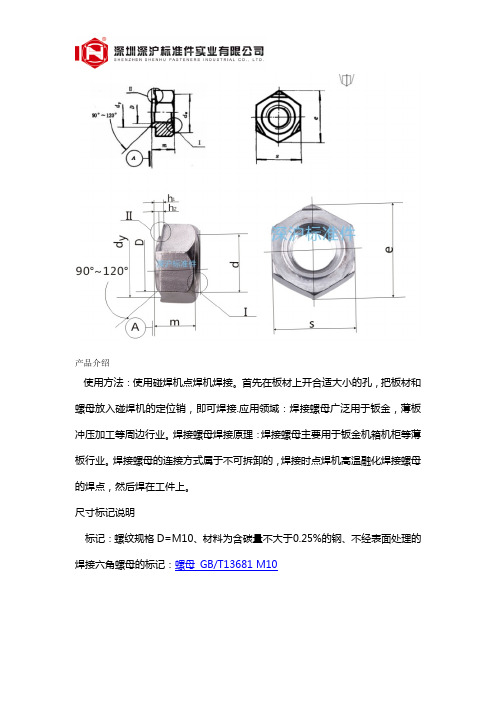
标记:螺纹规格 D=M10、材料为含碳量不大于0.25%的钢、不经表面处理的 焊接六角螺母的标记:螺母 GB/T13681 M10
深沪电镀产品的中性盐雾实验时间
电镀类型
中性盐雾试验时间(H)
本色
0
兰锌
24
黄锌
72
三价铬
72
三价铬黑锌
48
三价铬镍
13
达克罗
480
304 不锈钢本色
48
304 不锈钢钝化
不锈钢本色
主要尺寸项 目
GB5779.2
合格质量水 平(AQL)
次要尺寸项 目
合格质量水 平(AQL)
螺纹通规 螺纹止规
DIN 929-2000 六角焊接螺母

在有疑义的情况下 德语原版应作为权威文本
©未经事先允许 本翻译文稿任何部分不得复制
标准号 DIN 929:2000-1
1 范围
本标准规定了对螺纹规格为 M3 M16 产品等级 A 级的粗牙和细牙螺纹 的六角焊接螺母的要求 对于与性能等级低于 8.8 级的螺栓配合使用的螺母的 规定见 DIN EN ISO 898-1 对于带法兰的六角焊接螺母的规定见 DIN 977
0.5
0 6.5 14 5.27
0.65 -0.15 8 17 9.58
0.65
10 17 12
0.8
10 19 14
0.8
0 -0.2
10
19
13.7
1
11 22 21.3
1
13 24 28.5
4 交货技术条件 4.1 一般要求 标准螺栓 螺钉 螺柱和螺母的一般要求见 ISO 8992 标准的规定
2 标准参照 本标准可包含地 通过注明和不注明日期的方式 参照其他标准的规定
这些参照的标准在文本的适当位置进行引用 下面列出了参照标准名称清单 对于注明如期的引用 这些参照标准后面的任何修订和改版只包含应用于本标 准的修订和改版中 对于未注明日期的参照 则参照这些标准的最新版本
DIN 13-1
通用 ISO 公制螺纹 第 1 部分 公称直径为 1 68mm 的粗
M6
_
_
0.88
2.5
8
M8 M8 1
_
1
3
10.5
M10 M10 1.25
M10 1
0.125
4
12.5
_
_
7/16-20 UNF-2B
1.25
焊接六角螺母用法
焊接六角螺母用法一、焊接六角螺母的基础知识焊接六角螺母啊,这可是个挺有趣的小物件呢。
它就是那种有着六个角的螺母,在焊接领域有着独特的用法。
六角螺母的形状让它在很多需要固定的地方都能发挥作用。
它的六个角啊,可不是为了好看,而是为了方便使用工具去拧紧或者拧松。
二、焊接六角螺母在不同场景中的用法1. 在金属结构连接方面要是我们要把两块金属板连接起来,焊接六角螺母就可以先被焊接到其中一块金属板上。
比如说在做那种简易的金属架子的时候,我们可以先把焊接六角螺母按照设计好的位置,稳稳地焊接在一块铁板上。
然后呢,再用螺栓穿过另一块铁板,拧进这个焊接好的六角螺母里,这样两块铁板就被牢牢地固定在一起啦。
就像搭积木一样,不过这个积木可是超级牢固的呢。
2. 在机械制造中的用法在机械制造里,焊接六角螺母的用处就更大啦。
比如在制造一个小型的机械装置,有很多零件需要组装在一起。
焊接六角螺母就可以被焊接在一些关键的部位,作为连接其他零件的接口。
比如说在一个小发动机的外壳上,焊接六角螺母可以用来固定一些小的零部件,像传感器之类的东西。
这样可以保证这些零部件不会轻易晃动,从而保证整个机械装置的稳定性。
三、焊接六角螺母的焊接技巧焊接六角螺母的时候啊,一定要注意它的位置要放得非常准确。
因为一旦焊接好了,要是位置不对,那后面就会很麻烦。
在焊接之前,我们可以先用一些小工具,比如夹具之类的,把六角螺母固定在我们想要焊接的位置上。
然后呢,在焊接的时候,要控制好焊接的温度和时间。
如果温度太高,可能会把六角螺母给烧坏,温度太低呢,又焊接不牢固。
而且焊接的时候,要保证焊接的点均匀地分布在六角螺母与被焊接物体的接触面上,这样才能让焊接的强度达到最好。
四、焊接六角螺母使用的注意事项1. 材质匹配我们要特别注意焊接六角螺母的材质和被焊接物体的材质是否匹配。
如果材质不匹配的话,可能会出现焊接不牢固或者在使用过程中容易断裂的情况。
比如说,如果是铝制的六角螺母和铁制的物体焊接,就需要特殊的焊接工艺和材料,否则很容易出现问题。
六角螺母规格

六角螺母规格六角螺母与螺栓、螺钉配合使用,用于机器零件的连接和紧固。
其中,1型六角螺母应用最为广泛。
适用于表面粗糙、精度要求低的机器、设备或结构。
A、B级螺母用于表面光滑、精度要求高的机器、设备或结构。
2型六角螺母的厚度m比较厚,常用于经常需要拆装的场合。
六角薄螺母的厚度m较薄,常用于连接件表面空间有限的场合。
螺母是一种有内螺纹的紧固件,与螺栓一起使用。
方螺母C级GB 39-88规格·六角螺母C级GB /T41-2000·六角厚螺母GB 56-88·蝶形螺母GB 62-88·环形螺母GB 63-88·组合式盖形螺母GB 802-88·球面六角螺母GB 804-88·扣紧螺母GB 805-88滚花高螺母GB 806-88·滚花薄螺母GB 807-88·小六角特扁细牙螺母GB 808-88·嵌装圆螺母GB 809-88·小圆螺母GB 810-88·圆螺母GB 812-88端面带孔圆螺母GB 815-88·侧面带孔圆螺母GB 816-88·带槽圆螺母GB 817-88·1型非金属嵌件六角锁紧螺母GB /T 889.1-2000 ·1型非金属嵌件六角锁紧螺母细牙GB /T 889.2-2000 ·盖形螺母GB 923-88·1型六角螺母GB /T 6170-2000·1型六角螺母细牙GB /T 6171-2000·六角薄螺母GB /T 6172.1-2000·非金属嵌件六角锁紧薄螺母GB /T 6072.2-2000 ·六角薄螺母细牙GB /T 6173-2000·六角薄螺母无倒角GB /T 6174-2000·2型六角螺母GB /T 6175-2000·2型六角螺母细牙GB /T 6176-2000·六角法兰面螺母GB /T 6177.1-2000·六角法兰面螺母细牙GB /T 6177.2-2000·1型六角开槽螺母-A和B级GB 6178-86·1型六角开槽螺母-C级GB 6179-86·2型六角开槽螺母-A和B级GB 6180-86·六角开槽薄螺母-A和B级GB 6181-86·2型非金属嵌件六角锁紧螺母GB /T 6182-2000 ·非金属嵌件六角法兰面锁紧螺母GB /T 6183.1-2000·非金属嵌件六角法兰面锁紧螺母细牙GB /T 6183.2-2000 ·1型全金属六角锁紧螺母GB /T 6184-2000·2型全金属六角锁紧螺母GB /T 6185.1-2000·2型全金属六角锁紧螺母细牙GB /T 6185.2-2000·2型全金属六角锁紧螺母9级GB /T 6186-2000·全金属六角法兰面锁紧螺母GB /T 6187.1-2000·全金属六角法兰面锁紧螺母细牙GB /T 6187.2-2000 ·1型六角开槽螺母细牙A和B级GB 9457-88·2型六角开槽螺母细牙A和B级GB 9458-88·六角开槽薄螺母细牙A和B级GB 9459-88·焊接方螺母GB /T 13680-92·焊接六角螺母GB /T 13681-92·平头铆螺母GB /T 17880.1-1999·沉头铆螺母GB /T 17880.2-1999·小沉头铆螺母GB /T 17880.3-1999·120°小沉头铆螺母GB /T 17880.4-1999·平头六角铆螺母GB /T 17880.5-1999·精密机械用六角螺母GB /T 18195-2000。
凸焊螺母的力矩
4I CS备案号:中华人民共和国汽车行业标准QCQC/T ××××—200×中华人民共和国工业和信息化部 发布QC/T ×××-200×II前 言本标准编制所依据的起草规则符合GB/T 1.1标准的规定。
本标准由全国汽车标准化技术委员会提出并归口。
本标准起草单位: 。
本标准主要起草人: 。
本标准为首次发布。
QC/T ×××-200×1有效力矩型全金属六角凸缘焊接螺母1 范围本标准规定了有效力矩型全金属六角凸缘焊接螺母的型式与尺寸、技术条件。
本标准适用于螺纹规格为M6~M14的、性能等级为8、产品等级为A 级的有效力矩型全金属六角凸缘焊接螺母。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有修改单)适用于本文件。
GB/T 90.1-2002 紧固件 验收检查(ISO 3269:2000,IDT) GB/T 90.2-2002 紧固件 标志与包装GB/T 196-2003 普通螺纹 基本尺寸(ISO 724:1993,MOD) GB/T 197-2003 普通螺纹 公差(ISO 965-1:1998,MOD)GB/T 3098.9-2002 紧固件机械性能 有效力矩型钢六角锁紧螺母(ISO 2320:1997,IDT) GB/T 5779.2-2000 紧固件表面缺陷 螺母(ISO 6157-2:1995,IDT)GB/T 16938-2008 紧固件 螺栓、螺钉、螺柱和螺母 通用技术条件(ISO 8992:2005,IDT) QC/T 326-×××× 汽车标准件产品编号规则 3 尺寸型式与尺寸按图1和表1。
图1 型式与尺寸QC/T ×××-200×2表1 尺寸 单位为毫米 螺纹规格 M6 M8 M10 M12 M14 s 10 13 15 18 21e max 11.54 15.01 17.32 20.14 23.53H max 10.1 11.1 13.5 18.5 19.5α 45°~60°max 18.5 21.0 24.0 30.5 33.5d cmin 17.5 20.0 23.0 29.5 32.5max 7.5 10.0 12.0 14.5 16.5d amin 6.5 9.0 11.0 13.5 15.5max 1.2 1.2 1.4 1.4 1.4 amin 0.8 0.8 1.0 1.0 1.0max 2.95 3.20 2.95 3.70 3.7 bmin 2.55 2.80 2.55 3.30 3.30max 6.4 6.4 7.4 8.4 8.4 cmin 6.0 6.0 7.0 8.0 8.0max 3.0 3.0 3.0 3.5 4.5 hmin 2.0 2.0 2.0 2.5 3.54 技术条件技术条件按表2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7.标记方 法按 GB1237规 定 标记示例
螺纹规格 D=M10,材 料为含碳 量不大于 0.25%的 钢,不经表 面处理的 焊接六角 螺母的标 记示例:
螺母 GB/T13681 -92 M10
图中的表 示方法,按 GB12212规 定
6.焊接用 钢板 焊接用钢 板焊接前 的孔径D0 与板厚H的 推荐值按 图2及表4 规定
1.本标准 规定了螺 纹规格为 M4-M16的 焊接六角 螺母的型 式,尺寸和 技术条件
本标准适 用于具有 可焊性的 钢板连接 用焊接螺 母 2.引用标 准 GB90 紧 固件验收 检查,标志 与包装
GB196 普 通螺纹 基本尺寸 (直径1600mm)
GB197普通 螺纹 公 差与配合 (直径1355mm) GB1237紧 固件的标 记方法
4.技术条 件
5.焊接螺 母表示方 法
焊接螺母 在技术制 图中的表 示方法,按 GB12212规 定 6.焊接用 钢板 焊接用钢 板焊接前 的孔径D0 与板厚H的 推荐值按 图2及表4 规定
7.标记方 法按 GB1237规 定
标记示例
螺纹规格 D=M10,材 料为含碳 量不大于 0.25%的 钢,不经表 面处理的 焊接六角 螺母的标 记示例:
GB3098.2 紧固件 http://ww w.bzjw.co m机械性能
螺母
GB3103.1 紧固件公 差 螺栓, 螺钉和螺 母 GB5267螺 纹紧固件 电镀层
GB5779.2 紧固件表 面缺陷 螺母 一 般要求
GB12212技 术制图,焊 缝符号的 尺寸,比例 及简化表 示法 3.型式与 尺寸