BOM表物料清单
3 第二节 物料清单(BOM)
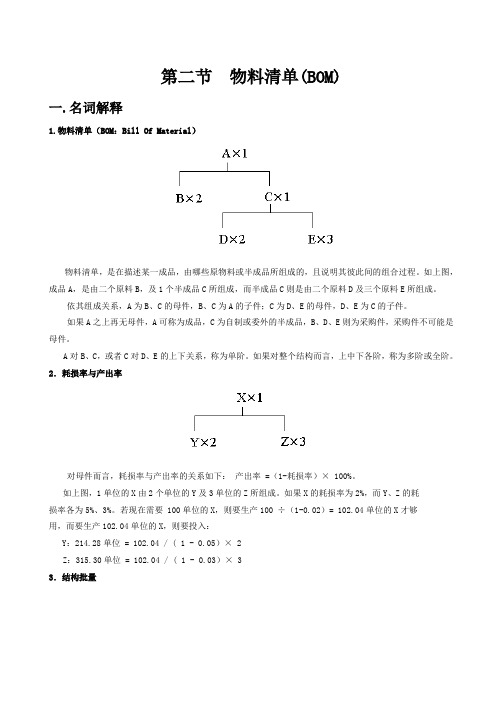
第二节物料清单(BOM)一.名词解释1.物料清单(BOM:Bill Of Material)物料清单,是在描述某一成品,由哪些原物料或半成品所组成的,且说明其彼此间的组合过程。
如上图,成品A,是由二个原料B,及1个半成品C所组成,而半成品C则是由二个原料D及三个原料E所组成。
依其组成关系,A为B、C的母件,B、C为A的子件;C为D、E的母件,D、E为C的子件。
如果A之上再无母件,A可称为成品,C为自制或委外的半成品,B、D、E则为采购件,采购件不可能是母件。
A对B、C,或者C对D、E的上下关系,称为单阶。
如果对整个结构而言,上中下各阶,称为多阶或全阶。
2.耗损率与产出率对母件而言,耗损率与产出率的关系如下:产出率 =(1-耗损率)× 100%。
如上图,1单位的X由2个单位的Y及3单位的Z所组成。
如果X的耗损率为2%,而Y、Z的耗损率各为5%、3%。
若现在需要 100单位的X,则要生产100 ÷(1-0.02)= 102.04单位的X才够用,而要生产102.04单位的X,则要投入:Y:214.28单位 = 102.04 / ( 1 - 0.05)× 2Z:315.30单位 = 102.04 / ( 1 - 0.03)× 33.结构批量按常规的方式,物料清单中,都是以1个母件为单位,而建立各子件的用量关系。
如上图所示:1单位的G是由2.03单位的H及1.005单位的K所组成。
有许多行业,如果只以1母件为单位来建立清单,其子件的用量,可能要许多位小数,才能表达,往往有所困难,结构批量就在克服这一问题。
如上图,若G的结构批量定为100时,则建结构时H的用量应该为203;而K的用量则为100.5。
举例说明:假设要制造50单位的G,则H、K应各需多少数量?50H 的需求量= ━━ * 203 = 101.510050K 的需求量= ━━ * 100.5 = 50.251004.虚拟件虚拟件可协助:(1)作为共用件,让物料清单比较容易维护,减少资料量或电脑运作时间。
产品bom表
产品bom表产品BOM表,即产品物料清单,是一种记录产品所包含的所有材料、零件、组件和配件的文档。
其目的是为了确保产品质量和生产效率,在产品设计、工艺和制造等方面起到重要作用。
本文将从以下几个方面对产品BOM表进行探讨。
一、产品BOM表的基本要素1.产品编号:每个产品都需要有一个唯一的编号,以便于区分和识别。
2.产品名称:产品的名称应该简洁明了,能够准确地描述这个产品的特点和用途。
3.客户:产品是为谁制造的?在这个字段中记录客户的名称或者客户代号。
4.版本:随着产品的修改和升级,版本号能够方便我们进行区分和管理。
5.类型:产品类型可以分为多个层次,例如模块、部件、总成等。
6.物料清单:产品BOM表的核心部分,记录了所有的物料、零部件和配件的信息,包括名称、规格、数量等。
二、产品BOM表的编制方法1.设计阶段的BOM表编制在产品设计阶段进行BOM表编制是最为理想的方式,此时产品的构成和设计已经初步确定,利用3D CAD软件可以自动生成物料清单,这样能够快速准确地生成产品的BOM表。
2.工程变更时的BOM表编制在产品生产过程中,可能因为工艺问题或者材料变更等原因,需要对产品进行改进和更新。
此时需要对现有的BOM表进行改版,在新的BOM表中记录所有的变更细节,并保证与旧版本的BOM表相同的物料清单信息。
三、BOM表的优化1.产品结构优化合理的产品结构设计能够提高产品的性能、可靠性和生产效率,例如采用标准化结构,减少零部件数量等等。
2.物料优化优化物料采购和管理,例如采用高质量的原材料和零部件,降低物料成本和库存管理成本。
3.制程优化改进制造工艺,以提高产品的质量和生产效率,例如采用先进的制造技术、改进工艺等。
总之,产品BOM表对于产品设计、生产和管理来说是一个非常重要的文档,能够帮助我们实现产品的高效组装和生产,并提高产品的质量和可靠性。
因此,BOM表应该被认真审查和优化,以满足产品的设计要求和生产需要。
什么叫物料清单

物料清单(BOM)一,什么BOM表物料清单(Bill of Material, BOM)是指产品所需零部件明细表及其结构.在MRP2中,物料一词有着广泛的含义,它是所有产品,半成品,在制品,原材料,配套件,协作件,易耗品等等与生产有关的物料的统称.采用计算机辅助企业生产管理,首先要使计算机能够读出企业所制造的产品构成和所有要涉及的物料,为了便于计算机识别,必须把用图示表达的产品结构转化成某种数据格式,这种以数据格式来描述产品结构的文件就是物料清单,即是BOM.它是定义产品结构的技术文件,因此,它又称为产品结构表或产品结构树.BOM是由双亲件及子件所组成的关系树.BOM可以是自顶向下分解的形式或是以自底向上跟踪的形式提供信息.分解是从上层物料开始将其展开成下层零件,跟踪是从零件开始得到上层物料.将最终产品的需求或主生产计划中的项目分解成零件需求是MRP建立所有低层零件计划的关键一步.如果低层零件计划存在问题,通过跟踪就能确定生成这一零件需求的上层物料.为了便于计算机管理和处理的方便,BOM 必须具有某种合理的组织形式,而且为了便于在不同的场合下使用BOM,BOM还应有多种组织形式和格式.BOM是MRP2系统中最重要的基础数据其组织格式设计和合理与否直接影响到系统的处理性能,因此,根据实际的使用环境,灵活地设计合理且有效的BOM是十分重要的.BOM不仅是MRP2系统中重要的输入数据,而且是财务部门核算成本,制造部门组织生产等的重要依据,因此,BOM的影响面最大,对它的准确性要求也最高.采取有力措施,正确地使用与维护BOM是系统运行期间十分重要的工作,必须引起足够的重视.此外,BOM还是CIMS/MIS与CAD,CAPP等子系统的重要接口,是系统集成的关键之处,因此,用计算机实现BOM管理时,应充分考虑它于其他子系统的信息交换问题.BOM信息被用于MRP计算,成本计算,库存管理.BOM有各种形式,这些形式取决于它的用途,BOM的具体用途有:1.是计算机识别物料的基础依据.2.是编制计划的依据.3.是配套和领料的依据.4.根据它进行加工过程的跟踪.5.是采购和外协的依据.6.根据它进行成本的计算.7.可以作为报价参考.8.进行物料追溯.9.使设计系列化,标准化,通用化.二,BOM的使用在任何制造环境中,不同的部门和系统都为不同的目的使用BOM,每个部门和系统都从BOM中获取特定的数据.主要的BOM用户有:设计部门设计部门既是BOM的设计者,又是BOM的使用者.就使用而言,无论何时,当产品结构发生变化,或对某个零件进行重新设计,该部门都要从BOM中获取所有零件的信息及其相互间的结构信息,只有得到这些信息,才能对其进行定义,描述或修改.●工艺部门工艺部门根据BOM信息建立各零件的制造工艺和装配件的装配工艺.并确定加工制造过程中应使用的工装,模具等.●生产部门生产部门使用BOM来决定零件或最终产品的制造方法,决定领取的物料清单.●产品成本核算部门该部门利用BOM中每个自制件或外购件的当前成本来确定最终产品的成本.●物料需求计划(MRP)系统BOM是MRP的主要输入信息之一,它利用BOM决定主生产计划项目时,需要哪些自制件和外购件,需要多少,何时需要.三,BOM的构造问题:前面已经提到,BOM是系统中最重要的基础数据库,它几乎与企业中的所有职能部门都有关系,BOM构造的好坏,直接影响到系统的处理性能和使用效果.因此,根据实际环境,,灵活地构造BOM是十分关键的.就一般情况而言,构造BOM 应注意以下方面.1.在BOM中,每一个项目(零件)必须有一个唯一的编码.对于同一个项目,不管它出现在哪些产品中,都必须具有相同的编码.对于相似的项目,不管它们的差别有多么小,也必须使用不同的编码.2.为了管理上的方便,有时可以将同一零件的不同状态视为几个不同的项目,构造在产品的BOM中.3.BOM中的零件,部件的层次关系一定要反映实际装配过程,在实际装配中,有时不一定把某些零件装配成某个有名称的组件,或者由于工艺上的考虑需要将某些零件归在一起加工(例如箱子与箱盖).形成临时组件,但这些组件在产品的零件明细表和装配图上并没有反映出来,但必须在计划管理中反映出来,这就需要在BOM中设置一种物理上并不存在的项目,通常称为”虚单”或”虚拟件”,其目的是简化MRP的编程过程和减少零件之间的影响.4.根据生产实际情况,有时为了强化某些工装,模具的准备工作,还可以将这些工具构造在BOM中.这样就可以将一些重要的生产准备工作纳入计划中.有时为了控制某个重要的零件在加工过程中的某些重要环节,比如,进行质量检测等,还可将同一个零件的不同加工状态视为不同的零件,构造在BOM中.5.为了满足不同部门获取零件的不同信息,可以灵活地设计BOM中每个项目的属性.例如,计划方面的,成本方面,库存方面,订单方面.四,BOM的维护BOM是任何管理系统中基础中的基础,如果没有BOM,就无法制造出同样的产品,为此要想提高生产管理系统的效率,BOM的正确与否是十分重要的.(1)不正确BOM造成影响●一些项目为BOM所遗漏,造成零件短缺.●BOM中列入了一些不必要的项目,导致零件过多储备.●由于缺件的数量过多,导致制造的低效率.●订单不能按期交货●质量低下●计划缺乏可信性●不正确的产品成本●废弃的库存(2)BOM中发生错误的环节●工程部门产生BOM时●为BOM准备数据时●BOM数据录入时(3)正确维护BOM的方法●指定专人负责维护BOM●经常监测BOM,检查项目数量及其生效日期●对工程改变进行分类●危机性改变—立即完成.如,产品不能实现其功能,或不利于安全时.●紧急性改变—迅速完成.如,工程部门设置一个合理日期来完成改变●常规改变—从经济实用角度要求变化时再完成.●通知要进行的工程改变●实施工程改变。
各bom表数据汇总公式
各bom表数据汇总公式
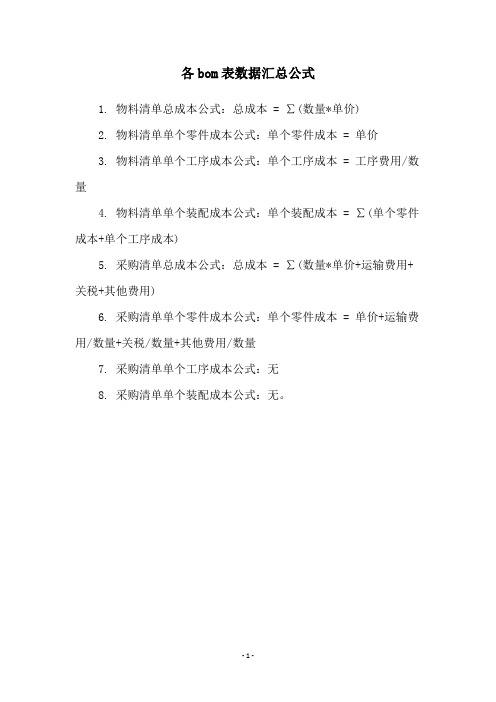
1. 物料清单总成本公式:总成本 = ∑(数量*单价)
2. 物料清单单个零件成本公式:单个零件成本 = 单价
3. 物料清单单个工序成本公式:单个工序成本 = 工序费用/数量
4. 物料清单单个装配成本公式:单个装配成本 = ∑(单个零件成本+单个工序成本)
5. 采购清单总成本公式:总成本 = ∑(数量*单价+运输费用+关税+其他费用)
6. 采购清单单个零件成本公式:单个零件成本 = 单价+运输费用/数量+关税/数量+其他费用/数量
7. 采购清单单个工序成本公式:无
8. 采购清单单个装配成本公式:无。
- 1 -。
BOM表定义的理解及BOM表的应用技巧jjj

11200
C D 2
面
件 1.0
框
件 4.0
12100
R 方木2
m3 0.2
11110
O 3
板材
m2 1.0
11210
P 方木1
m3 0.2
一、 BOM定义的理解
狭义BOM的不足之处
由于没有加上工艺成分,根据功能 划分BOM层次结构,非常容易出现 歧义。各人根据自己的理解或者现 实生产情况的不同对于同一产品可 能做出不同的BOM定义。
主题索引
▪ BOM定义的理解 ▪ BOM的应用技巧 ▪ BOM层次的应用意义
▪ 和计划系统的关系 ▪ 和成本核算的关系 ▪ 案例分析
一、 BOM定义的理解
第一层 狭义的B OM
狭义上的BOM(Bill of Materials)通常称为 “物料清单”,就是产品结构(Product Structure)。仅仅表述的是对物料物理结构 按照一定的划分规则进行简单的分解,描述 了物料的物理组成。一般按照功能进行层次 的划分和描述。
— 通—常是通非常库是存非物库料存物料
— —
若通——定常为为若通库无定常存提为为物 前库无料 期存 提, 的物 前孔批 制料 期板量 造, 的规 件批 制则量 造为规 件实1按则. 需际直为定装按接量需配焊定:“量弧板”
• 一组• 通一用组的通成用套的零成件套零件
2. 再焊“孔板”
不存在“吊耳组件”
工艺流程就是工序的集合, 每道工序对应相应的工作中 心,工作中心的设备和人工 信息会传递到具体工序上面, 辅之以带有本道工序特点的 特别信息(如加工时间、排 队时间等---计算成本之用)。
一、 BOM定义的理解
扩展的BOM具体步骤(三)
物料表Bill of Material(BOM)基础
物料表 Bill of Material(BOM)基础一、 料表的定义与结构1.1物料表的定义物料表或物料清单 (Bill of Material, BOM) 是一个用来定义、记录与储存最终产品组成项目、成分、数量及结构的清单或窗体。
物料表中定义最终产品与其组成结构的从属关系、最终产品可能是成品或者是半成品、而组成结构指的是半成品或零件。
物料表的内容包含:(1) 父项 (Parent) 和子项(Child) 的物料号码及其从属关系﹔(2) 产品组装时所需的子项数量 (Quantity)﹔(3) 子项生效日期及失效日期﹔(4) 各零件的库存、单价及生产制造、组装程序等资料。
美国生产与存货管制协会 (American Production and Inventory Control Society, APICS) 将物料表定义为:「一份包含次装配件、零组件及原料的清单,此清单详细列为装配某一成品所需各种物料的种类与数量」。
更进一步说,物料表可以定义为:「制造某一母项目 (包括最终装配成品、次装配件、制程零组件及半制程零组件) 所需所有直接零件(次装配件、零组件、半制程零组件、原料) 的种类与数量清单」。
所以物料表又可称为产品结构表 (Product Structure) 或材料表。
物料表通常是以阶层式的方式 (Level-by-Level) 来呈现,最终产品定义为阶层0 (Level 0),而组成结构定义为Level 1,组成结构的子项则定义为Level 2,其子项再接续的子项定义为Level 3,以此类推,一直展开至基础的零件或原料为止。
1.2 BOM 的结构BOM 的结构 (BOM Structure) 可以有很多种表示方式,一般可分为正展开 (Explosion) 与逆展开(Implosion) 两种方式,若再细分则有以下几种:单阶展开式 (Single-level Explosion)单阶式物料表是物料表结构中最基本、最简单的结构,这种型式列出装配作业中母装配与子零件的关系,包括一个母装配需要配多少个子零件,所以可以清楚的了解每一产品或次总成组成的零组件项目。
物料清单(BOM表)完整版本

Page 1
物料收发汇总表
41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90
标准用量 计量 (个/单位பைடு நூலகம் 单位 品)
个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 个 1 1 1 3 3 1 1 1 15 4 1 1 2 1 1 1 1 1 1 2 1 2 1 11 1 2 1 3 1 1 1 1 1 2 1 1 1 1 8 2
玻璃二极管\ZMM10V 玻璃二极管\ZMM11V 玻璃二极管\ZMM12V 玻璃二极管\ZMM13V 玻璃二极管\ZMM14V 玻璃二极管\ZMM15V 玻璃二极管\ZMM16V 玻璃二极管\ZMM17V 玻璃二极管\ZMM18V 玻璃二极管\ZMM19V 玻璃二极管\ZMM20V 玻璃二极管\ZMM21V 玻璃二极管\ZMM22V 玻璃二极管\ZMM23V 玻璃二极管\ZMM24V 玻璃二极管\ZMM25V 玻璃二极管\ZMM26V 玻璃二极管\ZMM27V 玻璃二极管\ZMM28V 玻璃二极管\ZMM29V 玻璃二极管\ZMM30V 玻璃二极管\ZMM31V 玻璃二极管\ZMM32V 玻璃二极管\ZMM33V 玻璃二极管\ZMM34V 玻璃二极管\ZMM35V 玻璃二极管\ZMM36V 玻璃二极管\ZMM37V 玻璃二极管\ZMM38V 玻璃二极管\ZMM39V 玻璃二极管\ZMM40V 玻璃二极管\ZMM41V 玻璃二极管\ZMM42V 玻璃二极管\ZMM43V 玻璃二极管\ZMM44V 玻璃二极管\ZMM45V 玻璃二极管\ZMM46V 玻璃二极管\ZMM47V 玻璃二极管\ZMM48V 玻璃二极管\ZMM49V
BOM物料清单

在通常的MRPⅡ和ERP系统中BOM是指由双亲件及子件所组成的关系树。BOM可以是自顶向下分解的形式或是 以自底向上跟踪的形式提供信息。
在MRPⅡ和ERP系统中BOM是一种数据之间的组织关系,利用这些数据之间层次关系可以作为很多功能模块设 计的基础,这些数据的某些表现形式是我们大家感到熟悉的汇总报表。
设计BOM信息来源一般是设计部门提供的成套设计图纸中标题栏和明细栏信息。有时候也涉及工艺部门编制 的工艺卡片上部分信息。
设计BOM一般在设计结束时汇总产生,如果存在大量借用关系的设计情况可以在设计阶段开始就基本将设计 BOM汇总出来,然后根据新产生的零部件安排设计任务。
对应电子视图往往是产品结构树的形式,树上每个节点关联各类属性或图形信息。主要在PDM软件中作为产 品管理和图档管理的基础数据出现。
成本
是由MRPⅡ系统产生出来的。当企业定义了零件的标准成本、建议成本、现行成本的管理标准后,系统通过 对PBOM和加工中心的累加自动地生成CBOM。它用于制造成本控制和成本差异分析。
其中,销售SBOM=加工JBOM+采购CBOM, 生产MBOM=加工JBOM+PBOM+采购CBOM, 其中集成关系最密切的是由PDM控制的EBOM和MRPⅡ中的MBOM
在没有计算机系统支持的情况下,对工艺编制人员就要提出很高的要求:不仅要求其熟知零件加工过程和加 工设备的现行状况,还要知道技术参数、库存情况、加工夹具、工装设备等情况。一般情况下,企业培养一个类 似人员需要20年时间。工艺人员在计算机系统的支持下,可以方便地查询按BOM结构设计的典型工艺数据库、获 取设计信息、查询机床设备等技术参数等,也能很容易地编制CAPP,保证工艺文档的完整性、一致性、正确性和 执行可行性。