RTM树脂传递模塑料成型工艺PPT
RTM树脂传递模塑料成型工艺培训教材实用PPT(43页)
树脂传递模塑料成型工艺
南京东源汽车科技有限公司 刘雄
序言
我国手糊玻璃钢成型工艺因质量、强度、 成本、环保、清洁等综合方面的要求,已经开 始由敞开式手糊工艺过渡到闭模成型工艺。近 几年,该工艺在汽车配件、风电制品、船舶游 艇等相关领域部分企业得以应用,部分或者全 部代替了传统手糊工艺。
ห้องสมุดไป่ตู้
模具的工装夹具设计
6.如果一个人有自己的心灵追求,又 在世界 上闯荡 了一番 ,有了 相当的 人生阅 历,那 么,他 就会逐 渐认识 到自己 在这个 世界上 的位置 。世界 无限广 阔,诱 惑永无 止境, 然而, 属于每 一个人 的现实 可能性 终究是 有限的 。
7.一个人不论伟大还是平凡,只要他 顺应自 己的天 性,找 到了自 己真正 喜欢做 的有意 义的事 ,并且 一心把 它做得 尽善尽 美,他 在这个 世界上 就有了 牢不可 破的家 园。
10.词 的 结 尾 , 放言 “了却 君王天 下事, 赢得生 前身后 名”, 更是快 人快语 。最后 一句“ 可怜白 发生” ,感叹 “老之 将至” ,也暗 指壮志 难酬, 这给“ 壮词” 更增加 了慷慨 悲凉的 色彩。
8.于是,他不但会有足够的勇气去承 受外界 的压力 ,而且 会以足 够的清 醒来面 对形形 色色的 机会的 诱惑。 我们当 然没有 理由怀 疑,这 样的一 个人必 能获得 生活的 充实和 心灵的 宁静。
9.这 首 词 处 处 扣着 “壮词”来 写, 开篇即 言“醉里 挑灯看 剑”, 可谓壮 怀激烈 。接着 主要写 战场上 的情景 :号角 连营, 分炙、 奏乐、 点兵, 马快、 弦鸣。 这些情 景再现 ,既是 词人曾 经驰骋 沙场的 回忆, 也是他 渴望回 到战场 的心声 ,可谓 豪情万 丈。
树脂传递模塑_RTM_工艺的发展及应用
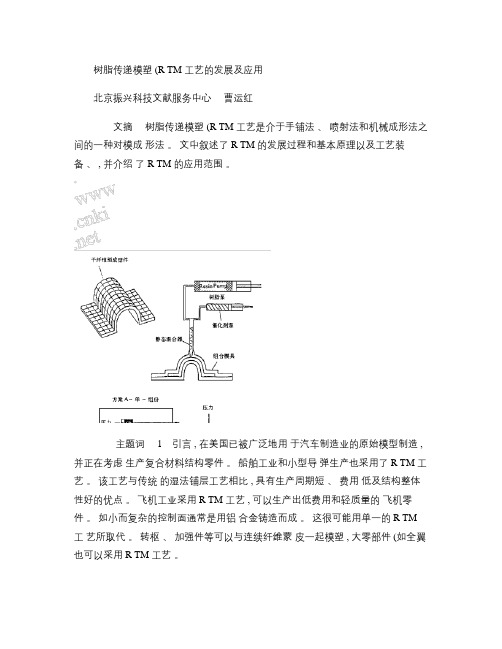
树脂传递模塑 (R TM 工艺的发展及应用北京振兴科技文献服务中心曹运红文摘树脂传递模塑 (R TM 工艺是介于手铺法、喷射法和机械成形法之间的一种对模成形法。
文中叙述了 R TM 的发展过程和基本原理以及工艺装备、 , 并介绍了 R TM 的应用范围。
主题词 1引言 , 在美国已被广泛地用于汽车制造业的原始模型制造 , 并正在考虑生产复合材料结构零件。
船舶工业和小型导弹生产也采用了 R TM 工艺。
该工艺与传统的湿法铺层工艺相比 , 具有生产周期短、费用低及结构整体性好的优点。
飞机工业采用 R TM 工艺 , 可以生产出低费用和轻质量的飞机零件。
如小而复杂的控制面通常是用铝合金铸造而成。
这很可能用单一的 R TM 工艺所取代。
转枢、加强件等可以与连续纤维蒙皮一起模塑 , 大零部件 (如全翼也可以采用 R TM 工艺。
R TM 工艺的起源 , 可以追溯到四十年代末期 , 最初是为适用飞机雷达天线罩成形而发展起来的。
经过 30年的发展 , 英国航空航天公司在采用 R TM 工艺生产高整体性和高价结构如雷达天线罩方面拥有相当的经验。
手铺成型和喷射成型具有投资少等优点 , 但对环境污染 (苯乙烯较严重。
近年来 ,欧美等国家限制大气中苯乙烯含量 , 人们的兴趣也转移到 R TM 工艺上来。
因 R TM 工艺的掘起已使欧美发达国家产生了很大的变。
2基本原理及工艺装备 2. 1基本原理图 1 R TM 工艺原理图R TM 工艺的基本原理是 :在一个闭式的模具内预置纤维增强预型件 , 再用低压 (小于 0. 69M Pa 将树脂系统注入模具内 , 使之浸透纤维增强预型件 , 然后固化成两面光洁的零件 , 如图 1、 2所示。
图 2 R TM 工艺简图2. 2 R TM 工艺装备美国壳牌发展公司用作 R TM 工艺的装备包括注射系统、电热式加热器加热的 P -20钢模具、液压机、温度控制系统、真空泵、压力容器。
轻型树脂传递模塑工艺(L
轻型树脂传递模塑工艺(L1.L-RTM工艺介绍传统的RTM工艺,由于是闭模工艺,具有减少挥发性有机物(VOC)排放(可达SPPm以下)、扩大可用原材料范围、降低用工、环境友善以及可得到两面光洁的产品等优点。
但是在RTM工艺中,树脂的注入是在较高的压力和流速下进行的,因此我们要使模具的结构强度和刚度大到足够在注射压力下不破坏、不变形。
通常采用带钢管支撑的夹芯复合材料,或用数控机床加工的铝模或钢模,这使制造费用增大,只有对产量足够大的产品,才能抵消模具费用。
此外为了闭合模具,要使周边有足够的箝紧能力或使用闭合模具的压力系统。
上述因素都限制了RTM工艺在大产品上的应用,否则模具会变得很重.而且投资也会很大。
轻型树脂传递模塑工艺(RTM一Light)又称为LRTM,ECO,Vacuum Molding或VARTM。
是近年来发展迅速的低成本制造工艺,目前在船舰、汽车、工业和医用复合材料领域中应用已有超过RTM工艺的趋势。
RTM一Light工艺保留了RTM工艺的对模工艺,从而几乎保留了RTM工艺的所有的优点。
但其上模为半刚性的玻璃钢模,厚度一般为6一8mm,通常不需要用钢管加固,模具有一个宽约100mm的刚性周边,由双道密封带构成一个独立的密封区,只要一抽真空模具即闭合,非常方便、快捷。
然后对模腔内抽真空,利用模内的负压和较低的注射压力将树脂注入模具,使树脂渗入预先铺设的增强纤维或预制件中。
RTM—Light的模具费用低,而且由于模内的受压降低,其模具已和开模相近,很容易从开模工艺的模具改造过来。
RTM一Light的主要设备包括树脂注入装置、模具、抽真空装置和其它辅助工具等。
2 轻型RTM和常规RTM比较(1)模具模具是这两种工艺的最大差别,在RTM投资中,由于注射压力大,相当部分的成本花在模具和夹紧装置上。
这样对于产量少的产品在价格上是不适合的。
RTM工艺模具使用寿命可达5000件以上,生产效率高,适合年产2000件以上的产品。
rtm工艺技术
rtm工艺技术RTM工艺技术(Resin Transfer Molding)是一种常用的复合材料成型工艺,特点是能够在较低压力下快速并均匀地将树脂注入预先放置好的纤维增强材料中,形成复合材料制品。
RTM工艺的主要步骤包括模具准备、纤维预制件放置、树脂注入、充模、加压、固化和后续处理等。
首先,在RTM工艺中,模具的设计和准备非常关键。
模具应具备良好的密封性能,以确保树脂能够被注入到纤维增强材料之中,同时还要考虑产品的成型形状和尺寸等要求。
通常采用金属或者复合材料制作的模具,以确保模具梯度热容、寿命和承压能力等要求。
在纤维预制件放置阶段,要将预制好的纤维增强材料放置到模具中,并注意纤维的排布和叠放方式。
通常采用布料或者纱线叠放方式,以便在注塑过程中获得更好的力学性能和成型效果。
注塑阶段是整个RTM工艺中最重要的部分。
在注塑过程中,树脂根据模具的形状和尺寸慢慢注入到纤维增强材料中。
通常采用真空或者低压力的方式,以确保树脂能够均匀地填充到整个模具中。
与传统注塑成型相比,RTM工艺能够更好地控制树脂的流动速度和填充程度,从而获得更好的成型效果。
充模和加压阶段是为了确保树脂能够充分渗透到纤维增强材料之中,并消除空气泡。
通过加压,可以提高树脂的渗透速度和纤维增强材料的固化性能,从而获得更高的强度和耐久性。
固化阶段是将树脂完全固化,使纤维增强材料和树脂成为一个整体。
通常采用热固化或者光固化的方式,通过加热或者紫外线照射等方法,使树脂固化并与纤维增强材料牢固地结合在一起。
固化后的制品具有较高的强度、刚度和耐腐蚀性能,适用于各种工程应用。
最后,进行后续处理,如切割、修整、表面处理和涂装等,以获得符合要求的最终产品。
总之,RTM工艺技术是一种先进的复合材料成型工艺,具有成型效果好、成本低、产量高的优点。
通过合理选择纤维增强材料和树脂、优化模具设计、精确控制注塑和固化参数等,可以生产出符合要求的复合材料制品。
随着科学技术的不断发展,RTM工艺技术也将在航空航天、汽车工业、建筑业和体育用品等领域得到广泛应用。
RTM树脂传递模塑料成型工艺培训教材(PPT43页)
RTM
树脂传递模塑料成型工艺
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
南京东源汽车科技有限公司 刘雄
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
序言
我国手糊玻璃钢成型工艺因质量、强度、 成本、环保、清洁等综合方面的要求,已经开 始由敞开式手糊工艺过渡到闭模成型工艺。近 几年,该工艺在汽车配件、风电制品、船舶游 艇等相关领域部分企业得以应用,部分或者全 部代替了传统手糊工艺。
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
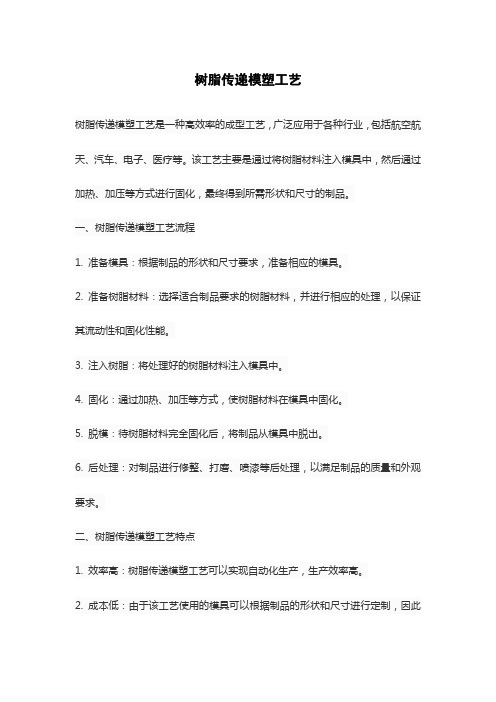
油缸或气缸举升下模与上模合模
半圆支架可以使 上模360度旋转
油缸举升上模, 并限位
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
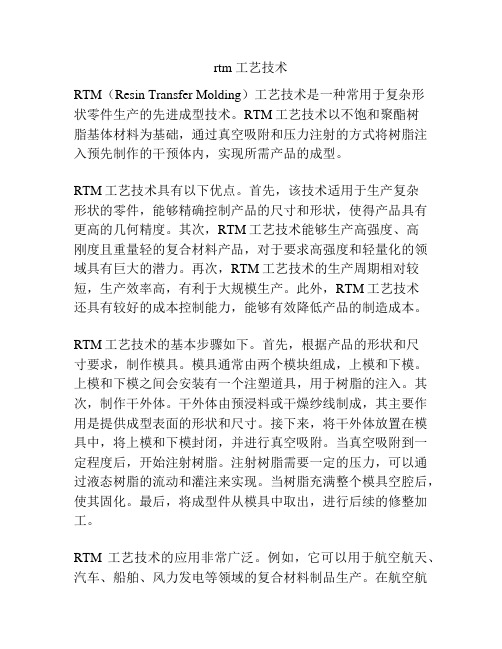
2. 疏 进料口 通 进 料 口 和 排 气 口
是 重 点
排气口
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页) RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页) RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页) RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
上 模
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页) RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
上 模
RTM树脂传递模塑料成型工艺培训教 材(PPT 43页) RTM树脂传递模塑料成型工艺培训教 材(PPT 43页)
RTM工艺
树脂传递模塑成型工艺RTM工艺的主要原理是在模腔中铺放按性能和结构要求设计的增强材料预成形体,采用注射设备将专用树脂体系注入闭合模腔,模具具有周边密封和紧固以及注射及排气系统,以保证树脂流动流畅并排出模腔中的全部气体和彻底浸润纤维,还具有加热系统,可加热固化成形复合材料构件。
它是一种不采用预浸料,也不采用热压罐的成形方法。
因此,具有效率高、投资、绿色等优点,是未来新一代飞机机体有发展潜力的制造技术。
该方法的优点是环保、形成的层合板性能好且双面质量好,在航空中应用不仅能够减少本身劳动量,而且由于能够成形大型整体件,使装配工作量减少。
但是树脂通过压力注射进入模腔形成的零件存在着孔隙含量较大、纤维含量较低、树脂在纤维中分布不匀、树脂对纤维浸渍不充分等缺陷,因此该技术还有改进潜力。
该工艺还能帮助生产尺寸精确,表面工艺精湛的复杂零件。
树脂传递模塑工艺还有一个特点是,能够允许闭模前在预成型体中放入芯模填充材料,避免预成型体在合模过程中被挤压。
芯模在整个预成型体中所占的比重较低,大约在0-2%之间。
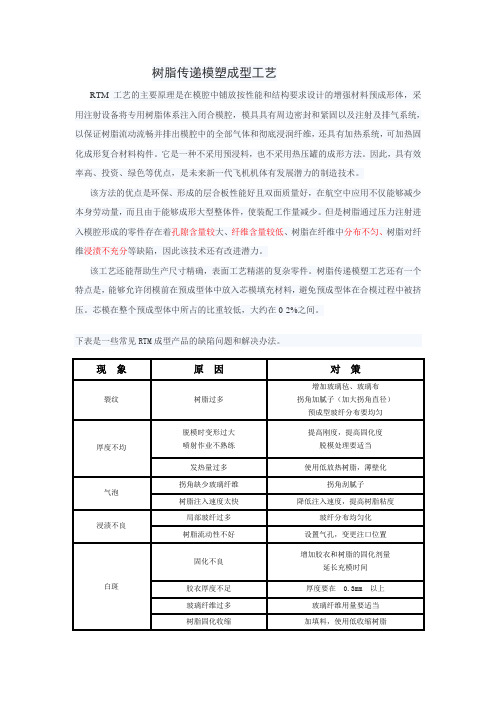
下表是一些常见RTM成型产品的缺陷问题和解决办法。
粗纱、硬度大再选牌号邹折玻璃纤维流动错位用对预成型坯粘结剂有效的粘结剂,减慢注入速度玻璃纤维类型质量不好选择质量好的玻纤挠曲变形脱模时固化不完全促进树脂固化,用补强材料提高刚度使用矫正夹具树脂固化收缩使用低收缩剂,使用填料RTM工艺成功事例:图:ASC – II桨叶通过美国联邦航空局的认证,成功运用于派珀飞机上(Piper Matrixaircraft),ASC – II桨叶同样适用于Cirrus的SR - 22和其他通用航空飞机。
来源:派珀飞机公司Hartzell公司使用自有设计软件--PROP Code和ANSYS公司开发的有限元分析(FEA)软件对桨叶上应力的分配进行分析和设计,然后用另一个内部开发程序来生成ASC - II复合层压结构。
汉克将这种泡沫夹芯三明治结构设计描述为单体横造结构。
树脂传递模塑工艺
树脂传递模塑工艺树脂传递模塑工艺是一种高效率的成型工艺,广泛应用于各种行业,包括航空航天、汽车、电子、医疗等。
该工艺主要是通过将树脂材料注入模具中,然后通过加热、加压等方式进行固化,最终得到所需形状和尺寸的制品。
一、树脂传递模塑工艺流程1. 准备模具:根据制品的形状和尺寸要求,准备相应的模具。
2. 准备树脂材料:选择适合制品要求的树脂材料,并进行相应的处理,以保证其流动性和固化性能。
3. 注入树脂:将处理好的树脂材料注入模具中。
4. 固化:通过加热、加压等方式,使树脂材料在模具中固化。
5. 脱模:待树脂材料完全固化后,将制品从模具中脱出。
6. 后处理:对制品进行修整、打磨、喷漆等后处理,以满足制品的质量和外观要求。
二、树脂传递模塑工艺特点1. 效率高:树脂传递模塑工艺可以实现自动化生产,生产效率高。
2. 成本低:由于该工艺使用的模具可以根据制品的形状和尺寸进行定制,因此可以大大降低生产成本。
3. 适用范围广:树脂传递模塑工艺可以用于各种形状和尺寸的制品生产,适用范围广。
4. 环保:该工艺使用的树脂材料可以循环使用,对环境友好。
三、树脂传递模塑工艺的应用1. 航空航天领域:在航空航天领域,树脂传递模塑工艺被广泛应用于制造各种形状和尺寸的轻量化制品,如飞机零部件、卫星零部件等。
2. 汽车领域:在汽车领域,树脂传递模塑工艺被广泛应用于制造各种零部件,如汽车车门、汽车发动机罩等。
3. 电子领域:在电子领域,树脂传递模塑工艺被广泛应用于制造各种电子元器件,如电路板、电池等。
4. 医疗领域:在医疗领域,树脂传递模塑工艺被广泛应用于制造各种医疗器材,如医疗器械外壳、医疗容器等。
树脂传递模塑工艺是一种高效、环保、低成本的成型工艺,具有广泛的应用前景。
随着科技的不断发展,该工艺将会不断创新和完善,为各行各业的发展提供更加优质的技术支持。
rtm 工艺技术
rtm 工艺技术RTM(Resin Transfer Molding)工艺技术是一种常用于复杂形状零件生产的先进成型技术。
RTM工艺技术以不饱和聚酯树脂基体材料为基础,通过真空吸附和压力注射的方式将树脂注入预先制作的干预体内,实现所需产品的成型。
RTM工艺技术具有以下优点。
首先,该技术适用于生产复杂形状的零件,能够精确控制产品的尺寸和形状,使得产品具有更高的几何精度。
其次,RTM工艺技术能够生产高强度、高刚度且重量轻的复合材料产品,对于要求高强度和轻量化的领域具有巨大的潜力。
再次,RTM工艺技术的生产周期相对较短,生产效率高,有利于大规模生产。
此外,RTM工艺技术还具有较好的成本控制能力,能够有效降低产品的制造成本。
RTM工艺技术的基本步骤如下。
首先,根据产品的形状和尺寸要求,制作模具。
模具通常由两个模块组成,上模和下模。
上模和下模之间会安装有一个注塑道具,用于树脂的注入。
其次,制作干外体。
干外体由预浸料或干燥纱线制成,其主要作用是提供成型表面的形状和尺寸。
接下来,将干外体放置在模具中,将上模和下模封闭,并进行真空吸附。
当真空吸附到一定程度后,开始注射树脂。
注射树脂需要一定的压力,可以通过液态树脂的流动和灌注来实现。
当树脂充满整个模具空腔后,使其固化。
最后,将成型件从模具中取出,进行后续的修整加工。
RTM工艺技术的应用非常广泛。
例如,它可以用于航空航天、汽车、船舶、风力发电等领域的复合材料制品生产。
在航空航天领域,复合材料产品具有高强度、高刚度、耐高温等特点,能够满足飞机零件对于性能要求的同时,减轻飞机自身的重量,提高燃油经济性和航空器的使用寿命。
在汽车领域,RTM工艺技术可以用于制作车身、底盘等零部件,使得汽车更轻、更稳定、更节能。
在船舶领域,RTM工艺技术可以制作船体、罩壳等结构件,提高船舶的承载能力和耐候性。
在风力发电领域,RTM工艺技术可以制作复合材料叶片,提高风力发电机组的效率。
总之,RTM工艺技术是一种先进的复合材料成型技术,通过树脂的注入和固化,可以生产出具有复杂形状、高强度、高刚度的复合材料产品。