常用尺寸公差与配合的选用
公差和配合标准表
公差配合讲的就是配合关系的尺寸数据,举例,对于Φ40的孔,与Φ40的轴配合:一、当需要能够转动时,叫间隙配合1、需要非常大的间隙,或着是农用机械:可以选择H11/c112、需要间隙稍微小一点:选择H9/d93、需要非常小的间隙:选择H8/f7二、当不需要转动时(包括轴承与轴的配合),叫过渡配合1、紧密配合,用于定位:H7/js62、轴承与轴的配合:H7/k6三、当需要轴、孔完全固联在一起时,叫过盈配合1、过盈配合的轴要做得比孔要小,需要用压力机装配,或温差法装配四、配合前面的字母由A、B、C……X、Y、Z,A级间隙最大,Z级间隙为负值(不仅没有间隙,而其轴比孔小)五、字母后面的是精度等级,数字越小精度越高六、基本尺寸是设计的基准值,相互配合的轴与孔都应该是同一个基准值七、公差是以基本尺寸为基准的一系列配合形式八、非刚性的过盈配合,可以选择过盈量大的配合,如:H7/z6(这需要用压力机装配的)九、设计顺序是:首先要确定基本尺寸,而后再选择配合形式公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类标准公差值(基本尺寸大于6至500mm)孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号圆度和圆柱度公差 μm主参数d (D)图例直线度和平面度公差μm 主参数L图例平行度、垂直度和倾斜度公差μm主参数L、d (D)图例同轴度、对称度、圆跳动和全跳动公差确良 μm主参数d(D)、B 、L 图例表面粗糙度表面粗糙度R a值的应用范围注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
公差等级的选用
第四节常用尺寸公差与配合的选用一、配合制的选用选用配合制时,应从零件的结构、工艺、经济几方面来综合考虑,权衡利弊。
一般情况下,设计时应优先选用基孔制配合。
因为孔通常用定值刀具(如钻头、铰刀、拉刀等)加工,用极限量规检验,所以采用基孔制配合可减少孔公差带的数量,大大减少用定值刀具和极限量规的规格与数量,显然是经济合理的。
但是,在有些情况下采用基轴制配合比较合理。
例如:1)在农业机械,建筑机械等制造中,又是采用具有一定公差等级的冷拉钢材,外径不需要加工,可直接做轴。
在此情况下,应选用基轴制配合。
2)在同一基本尺寸的轴上需要装配几个具有不同配合性质的零件时,应选用基轴制配合。
3)与标准件相配合的孔或轴,应以标准件来确定配合制。
二、公差等级的选用选用公差等级时,要正确处理使用要求、制造工艺和成本之间的关系。
因此,选用公差等级的基本原则是:在满足使用要求的前提下,尽量选取低的公差等级。
另外在确定孔和轴的公差等级关系时,要考虑孔和轴的工艺等价性,即对基本尺寸≤500mm的较高等级的配合,由于孔比同级轴加工困难,当标准公差≤IT8时,国家标准推荐孔比轴低一级相配合,但对标准公差>IT8级或基本尺寸>500mm的配合,由于孔的测量精度比轴容易保证,因而推荐采用同级孔、轴配合。
国家标准推荐的各公差等级的应用范围如下:1)IT01、IT0、IT1级一般用于高精度量块和其他精密尺寸标准块的公差,他们大致相当于量块的1、2、3级精度的公差。
2)IT2~IT5级用于特别精密零件的配合。
3)IT5~IT12级用于配合尺寸公差。
其中IT5(孔到IT6)级用于高精度和重要的配合处。
例如精密机床主轴的轴颈、主轴箱体孔与精密滚动轴承的配合等。
4)IT6(孔到IT7)级用于要求精密配合的情况。
例如机床中一般传动轴和轴承的配合,齿轮、带轮和轴的配合。
5)IT7~IT8级用于一般精度要求的配合。
例如一般机械中速度不高的轴和轴承的配合,在重型机械中用于精度要求较高的配合,在农业机械中则用于较重要的配合。
公差与配合的选用
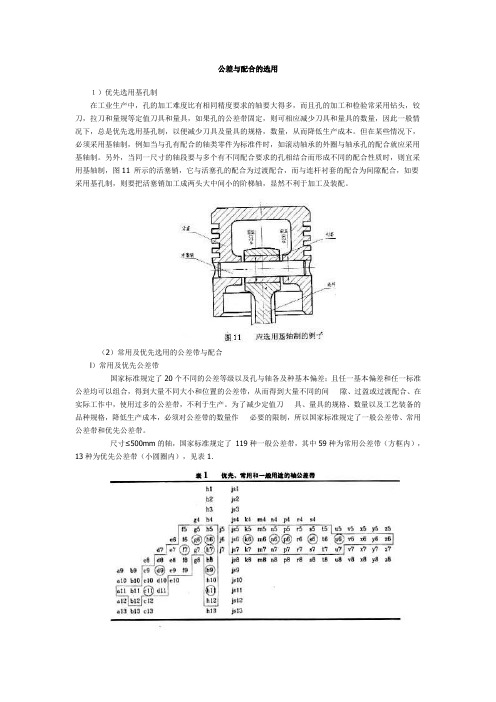
公差与配合的选用1)优先选用基孔制在工业生产中,孔的加工难度比有相同精度要求的轴要大得多,而且孔的加工和检验常采用钻头,铰刀,拉刀和量规等定值刀具和量具,如果孔的公差带固定,则可相应减少刀具和量具的数量,因此一般情况下,总是优先选用基孔制,以便减少刀具及量具的规格,数量,从而降低生产成本。
但在某些情况下,必须采用基轴制,例如当与孔有配合的轴类零件为标准件时,如滚动轴承的外圈与轴承孔的配合就应采用基轴制。
另外,当同一尺寸的轴段要与多个有不同配合要求的孔相结合而形成不同的配合性质时,则宜采用基轴制,图11 所示的活塞销,它与活塞孔的配合为过渡配合,而与连杆衬套的配合为间隙配合,如要采用基孔制,则要把活塞销加工成两头大中间小的阶梯轴,显然不利于加工及装配。
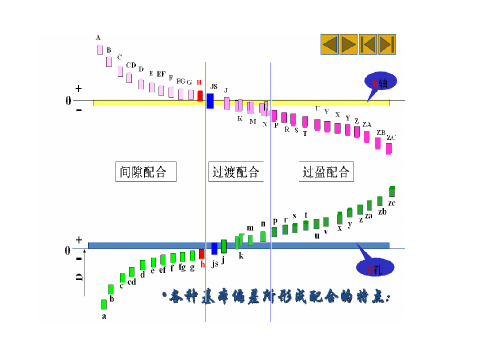
(2)常用及优先选用的公差带与配合l)常用及优先公差带国家标准规定了20个不同的公差等级以及孔与轴各及种基本偏差;且任一基本偏差和任一标准公差均可以组合,得到大量不同大小和位置的公差带,从而得到大量不同的间隙、过盈或过渡配合、在实际工作中,使用过多的公差带,不利于生产。
为了减少定值刀具、量具的规格、数量以及工艺装备的品种规格,降低生产成本,必须对公差带的数量作必要的限制,所以国家标准规定了一般公差带、常用公差带和优先公差带。
尺寸≤500mm的轴,国家标准规定了119种一般公差带,其中59种为常用公差带(方框内),13种为优先公差带(小圆圈内),见表1.尺寸≤500mm的孔,国家标准规定了105种一般公差带,其中44种为常用公差带(方框内),13种为优先公差带(小圆圈内),见表22)常用及优先配合国家标准根据我国生产的实际情况并参照国际公差标准的规定,在尺寸≤500mm内,规定了59种基孔制常用配合,其中13种为优先配合,见表3 规定了47种基轴制常用配合,其中13种为优先配合,见表3、表4(3)公差等级的选用在生产实际中,应根据零件在机器中的作用及性能要求,选用适当的公差等级。
尺寸公差与配合选用方法
入
用一种过度配合
k7 K8/h7
41.5%~ 54.2%
压缩机连杆孔与十字头销,循环泵活塞 与活塞杆
H6/js5 H7/js6
JS6/h5 装
JS7/h6 卸
手 19.2%~
锤 或 木
21.1% 18.8%~
锤 20%
用于频繁拆卸、同轴度要求不高的 地方,是最松的一种过渡配合,大
通用机械中的平键连接,柴油机活塞环与环槽宽,空压机 活塞 与压杆
H11/c11 C11/h11
间隙非常大,用于转动很慢、很松的配合 ;用于大公差与大间隙的外露组件;要求装 配方便的很松的 配合
起重机吊钩,带榫槽法兰与槽径的配合,农业机械中粗加 工或不加工的轴与轴承的配合
H8/g7
柴油机气缸体与挺杆,手电钻中的 配合
H6/f5 H7/f6 H8/f7 H8/f8 H9/f9
F6/h5 F7/h6 F7/h8 F8/h8 F9/h9
精密机床中变速箱、进给箱的传动件的配合,或其他重要 滑动轴承、高精度齿轮轴套与轴承衬套及柴油机的凸轮轴与 衬套孔的 配合
1
基准制的选 用原则: 1.优先采用基 孔制。 2.如有标准件,标准件优先 。 2.一根轴上安装有多个配合要求,采用基轴制 。
2
过渡配合
基孔
基轴
装配 方法
常用优先配合特性及选 用举例
配合特性及 使用条件
应用举例
H6/m5 M6/h5
压缩机连杆头与衬套,柴油机活塞孔与活塞销 的配合
>120~400
± 0.2 ± 0.5 ± 1.2 ± 2.5
常用尺寸轴、孔公差与配合的选择
常用尺寸轴、孔公差与配合的选择在机械加工、制造领域中,轴和孔的组合是一个非常普遍的情况。
而轴和孔之间应该具备一定的配合,才能使得机件组合后正常工作。
本文将介绍常见的尺寸轴、孔公差,以及它们之间如何选择配合,以便确保正确的机件组合。
常用尺寸轴在机械制造中,常见的尺寸轴有以下三种:1.h6轴h6轴是最常见的轴。
h表示“差配”,数字6表示轴的公差等级,越小则制造难度越大,制造成本越高,使用也越严格。
h6轴的公差范围为-0.009mm~0mm,通常用于一般的精度要求。
2.h7轴h7轴公差范围为-0.015mm~0mm,相比h6轴,h7轴的制造难度较小,成本也相对较低,被广泛用于各种机械加工领域。
3.h8轴h8轴公差范围为-0.030mm~0mm。
与h6和h7轴相比,h8轴的制造难度较小,成本也相对较低,并且适用范围更广,通常用于一些不要求很高精度的机械部件中。
常用孔公差类似于轴的公差,孔的公差也是分等级的。
常用的孔公差等级有以下几种:1.H7孔和h7轴类似,H7孔公差范围为-0.015mm~0mm,被广泛用于一般精度以及高精度要求不是太高的机械部件中。
2.H8孔H8孔公差范围为-0.025mm~0mm,相比H7孔,制造难度较大,成本也相对较高,通常用于对精度要求较高的机械部件。
3.H9孔H9孔公差范围为-0.040mm~0mm,制造难度更大,成本也更高,因此适用范围更加有限,通常只用于对精度要求非常高的机械部件。
配合选择在选择轴和孔的配合时,需要根据不同的精度要求、使用场景和工作环境等因素进行综合考虑。
常见的配合有以下几种:1.过盈配合过盈配合是指在轴与孔的配合中,轴的直径大于孔的直径,使得轴在孔中具有压力形成紧固的配合方式。
过盈配合能够保证机件之间的相对位置准确,但是在拆卸和更换时比较困难。
常用于高精度的机械部件。
2.渐进配合渐进配合是指在轴与孔的配合中,轴的直径与孔的直径相等,从而形成一种适合轻微移动的配合方式。
配合的选择及常用配合的尺寸公差
d9
一20 一45 一30 一60 一40 一76 一50 一93
e7
一14 一24 一20 一32 一25 一40 一32 一50
e8
一14 一28 一20 一38 一25 一47 一32 一59
e9
一14 一39 一20 一50 一25 一61 一32 一75
f6
一6 一12 一10 一18 一13 一22 一16 一27
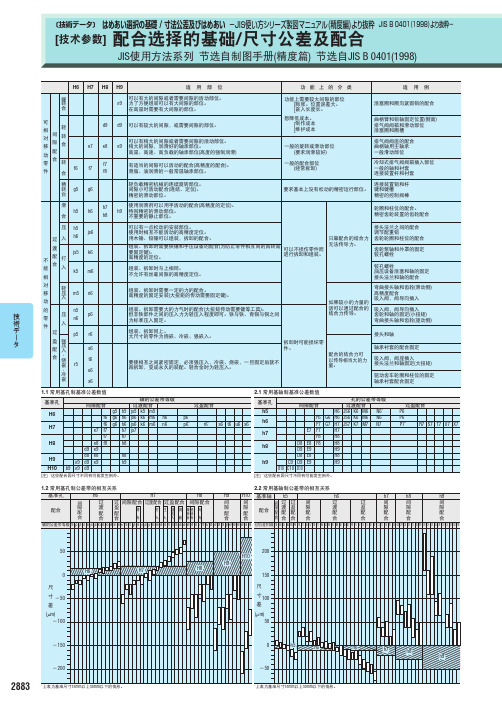
[技术参数]
配合选择的基础/尺寸公差及配合
JIS使用方法系列 节选自制图手册(精度篇) 节选自JIS B 0401(1998)
H9 c9 适 用 部 位 功 能 上 的 分 类 功能上需要较大间隙的部位 膨胀。位置误差大。 嵌入长度长。 适 用 例
H6 缓 转 合 可 相 对 移 动 零 件 轻 间 转 隙 合 配 合 转 f6 合 精 转 台 滑 h5 合 压 过 入 渡 配 打 不 合 入 能 相 对 移 动 的 零 件 过 盈 强 压 配 入 合 · 烧 嵌 · 冷 嵌 轻 压 入 压 入 m5 h5 h6 js5 g5
h7
0 一10 0 一12 0 一15 0 一18
h8
0 一14 0 一18 0 一22 0 一27
h9
0 一25 0 一30 0 一36 0 一43
js6
Ú3 Ú4 Ú4.5
js7
Ú5 Ú6 Ú7.5
k5
+4 0 +6 +1 +7 +1 +9 +1
k6
+6 0 +9 +1 +10 +1 +12 +1
节选自JIS B 0401(1999)
常用配合中轴的尺寸容许公差
基准尺寸 的分类 (mm) 大于 至
一 3 6 10 14 18 24 30 40 50 65 3
公差与配合标准表

公差与配合标准表-CAL-FENGHAI.-(YICAI)-Company One1公差配合讲的就是配合关系的尺寸数据,举例,对于Φ40的孔,与Φ40的轴配合:一、当需要能够转动时,叫间隙配合1、需要非常大的间隙,或着是农用机械:可以选择H11/c112、需要间隙稍微小一点:选择H9/d93、需要非常小的间隙:选择H8/f7二、当不需要转动时(包括轴承与轴的配合),叫过渡配合1、紧密配合,用于定位:H7/js62、轴承与轴的配合:H7/k6三、当需要轴、孔完全固联在一起时,叫过盈配合1、过盈配合的轴要做得比孔要小,需要用压力机装配,或温差法装配四、配合前面的字母由A、B、C……X、Y、Z,A级间隙最大,Z级间隙为负值(不仅没有间隙,而其轴比孔小)五、字母后面的是精度等级,数字越小精度越高六、基本尺寸是设计的基准值,相互配合的轴与孔都应该是同一个基准值七、公差是以基本尺寸为基准的一系列配合形式八、非刚性的过盈配合,可以选择过盈量大的配合,如:H7/z6(这需要用压力机装配的)九、设计顺序是:首先要确定基本尺寸,而后再选择配合形式公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)基本尺寸mm公差等级IT5IT6IT7IT8IT9IT10IT11IT12>6~10>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~50068911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315▼6+23+12+28+15+33+17+39+20+45+23+52+27+60+31+66+347+30+12+36+15+42+17+50+20+58+23+67+27+77+31+86+34p5+26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
常用尺寸轴孔公差与配合的选择
选择配合的类型时,应考虑配合件间有无相对运 动、定心精度高低、配合件受力情况、装配情况 等。配合类型的选择可依据下表来对比选择。
间隙配合的特点
间隙配合有A~H(a~h)共十一种,其特点是:
利用间隙贮存润滑油及补偿温度变形、安装误差、弹性 变形等所引起的误差。 生产中应用广泛,不仅用于运动配合,加紧固件后也可 用于传递力矩。 不同基本偏差代号与基准孔(或基准轴)分别形成不同 间隙的配合。
孔、轴配合的精度设计
圆柱结合的精度设计实际上就是圆柱结合的 公差与配合的选用,它是机械设计与制造中至 关重要的一环,公差与配合的选用是否恰当, 对机械的使用性能和制造成本有着很大的影响。 圆柱结合的精度设计包括: 配合制的选用 公差等级的选用 配合的选用
配合制的选择
基孔制和基轴制是两种平行的配合制。基孔制配合能满 足要求的,用同一偏差代号按基轴制形成的配合,也能 满足使用要求。如:H7/k6与K7/h6的配合性质基本相 同,称为“同名配合”。所以,配合制的选择与功能要 求无关,主要考虑加工的经济性和结构的合理性。 从制造加工方面考虑,两种基准制适用的场合不同;从 加工工艺的角度来看,对应用最广泛的中小直径尺寸的 孔,通常采用定尺寸刀具(如钻头、铰刀、拉刀等)加 工和定尺寸量具(如塞规、心轴等)检验。而一种规格 的定尺寸刀具和量具,只能满足一种孔公差带的需要。 对于轴的加工和检验,一种通用的外尺寸量具,也能方 便地对多种轴的公差带进行检验。由此可见:对于中小 尺寸的配合,应尽量采用基孔制配合。
类比法选择公差等级时应考虑的问题
( 3)过盈、过渡和较紧的间隙配合,精度等级 不能太低。一般孔的公差等级应不低于 IT8级, 轴的不低于 IT7 级。这是因为公差等级过低, 使过盈配合的最大过盈过大,材料容易受到损 坏;使过渡配合不能保证相配的孔、轴既装卸 方便又能实现定心的要求;使间隙配合产生较 大的间隙,不能满足较紧配合的要求。 (4)在非配合制的配合中,当配合精度要求不 高,为降低成本,允许相配合零件的公差等级 相差2~3级,如图所示的箱体孔与端盖的配合。