2.5 物料平衡
物料平衡计算公式
物料平衡计算公式概述物料平衡计算是在化工、环境工程和其他相关领域中常见的计算方法,用于确定系统中各种物料的质量或量之间的关系。
通过物料平衡计算,我们可以准确地了解在系统中物料的流动情况,帮助进行工艺设计和优化。
物料平衡计算的基本原理物料平衡计算基于质量守恒原理,即在封闭系统中,物质总质量是不会发生变化的。
根据这个原理,我们可以建立各种物料在系统中进出的质量平衡方程,从而推导出物料的平衡计算公式。
物料平衡计算公式的推导假设一个封闭系统中有多种不同物料A、B、C…在进出系统,根据质量守恒原理,可以建立如下物料平衡计算公式:输入物料总量 = 输出物料总量 + 物料累积量根据上述公式,我们可以推导出各种复杂系统中的物料平衡计算公式。
以下是一个简单的示例:假设系统中有物料A和物料B,A进入系统的量为Fa,B进入系统的量为Fb,A和B的累积量分别为m_A和m_B,系统内A和B的反应生成物的量为Fc,出系统的物料总量为Fout。
根据质量守恒原理,我们可以得到以下物料平衡计算公式:Fa + Fb = Fout + Fc物料平衡计算的应用物料平衡计算在化工工艺设计中具有重要作用,可以帮助工程师确定在系统中各种物料的流动情况,帮助设定更加合理的操作条件。
通过物料平衡计算,可以优化工艺流程,提高生产效率和产量。
此外,物料平衡计算还在环境工程领域有着广泛的应用,例如用于计算污水处理系统中不同污染物的处理效果,帮助保护环境,实现可持续发展。
结论物料平衡计算是化工、环境工程等领域中的重要计算方法,通过建立质量守恒原理的物料平衡计算公式,可以准确地描述物料在系统中的流动情况。
合理应用物料平衡计算,有助于工程师优化工艺流程,提高生产效率,保护环境,推动可持续发展。
物料平衡讲义

销售部统计室 二○一○年六月
主要内容
第一部分、物料平衡基础知识
第二部分、各工序之间物料平衡关系
第三部分、物料平衡工作相关要求
物料平衡基础知识
一、什么是物料平衡?
根据质量守恒定律而进行的物料平衡的计算。对任何
一个生产过程,其中原料消耗量应为产品量与物料损失量
之和。
物料平衡基础知识
物料平衡工作相关要求
8、影响物料平衡的关键因素: 原燃材料进厂数量是否有盈亏 各工序生产过程是否有跑冒损失 产品出厂是否存在控制风险
第四部分
二季度目标及工作重点
物料平衡工作相关要求
6、盈亏量范围 原燃材料(原煤、硅铝质原料、铁质原料、石膏类 材料和各种混合材)盘点的合理盈亏范围为〒1000吨; 半产品(石灰石、生料)盘点的合理盈亏范围为当 月产量的〒1%; 产成品(水泥)盘点的合理盈亏范围为当月产量的 〒1%;
物料平衡工作相关要求
粉磨站、基地非直径60米熟料库盘点的合理盈亏为
物料平衡基础知识
物料平衡目的 为生产组织提供依据
反映管理风险
控制不合理损耗 降低生产成本
物料平衡基础知识
二、物料平衡的好坏与哪些因素有关?
1、统计核算规范、管理制度
是基础,能够保障账账相符
2、计量管理水平
是基础,能够保障账实相符 3、进出厂物资风险控制
物料平衡基础知识
4、信息传递流程 是手段,通畅的信息传递流程 5、人员的责任心 是保障,没有责任心,再好的制度规范,再高的 管理水平也不能保障做到物料平衡
各工序间物料平衡关系
5、水泥生产
熟料 + 配比 75 + 〓 物料水分 0 消耗量 75 + 石膏类 5 〓 4% 4.8 混合材类 = 水泥 + 20 〓 10% + 18 = 97.8 +
(整理)水泥厂配料计算
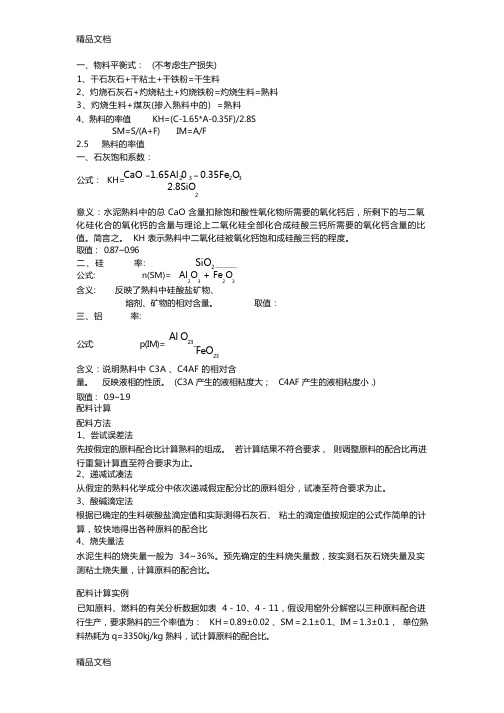
一、物料平衡式: (不考虑生产损失) 1、干石灰石+干粘土+干铁粉=干生料2、灼烧石灰石+灼烧粘土+灼烧铁粉=灼烧生料=熟料3、灼烧生料+煤灰(掺入熟料中的) =熟料4、熟料的率值 KH=(C-1.65*A-0.35F)/2.8SSM=S/(A+F) IM=A/F 2.5 熟料的率值 一、石灰饱和系数:CaO 1.65Al 0 0.35Fe O公式: KH= 2 3 2 32.8SiO2意义:水泥熟料中的总 CaO 含量扣除饱和酸性氧化物所需要的氧化钙后,所剩下的与二氧 化硅化合的氧化钙的含量与理论上二氧化硅全部化合成硅酸三钙所需要的氧化钙含量的比 值。
简言之。
KH 表示熟料中二氧化硅被氧化钙饱和成硅酸三钙的程度。
取值: 0.87~0.96二、硅 率: SiO 2 公式: n(SM)= Al O + Fe O 2 3 2 3含义: 反映了熟料中硅酸盐矿物、 熔剂、矿物的相对含量。
取值:三、铝 率: 公式: p(IM)=Al O 23FeO 23含义:说明熟料中 C3A 、C4AF 的相对含量。
反映液相的性质。
(C3A 产生的液相粘度大; C4AF 产生的液相粘度小 .) 取值: 0.9~1.9 配料计算 配料方法1、尝试误差法先按假定的原料配合比计算熟料的组成。
若计算结果不符合要求, 则调整原料的配合比再进 行重复计算直至符合要求为止。
2、递减试凑法从假定的熟料化学成分中依次递减假定配分比的原料组分,试凑至符合要求为止。
3、酸碱滴定法根据已确定的生料碳酸盐滴定值和实际测得石灰石、 粘土的滴定值按规定的公式作简单的计 算,较快地得出各种原料的配合比 4、烧失量法水泥生料的烧失量一般为 34~36%。
预先确定的生料烧失量数,按实测石灰石烧失量及实 测粘土烧失量,计算原料的配合比。
配料计算实例已知原料、燃料的有关分析数据如表 4-10、4-11,假设用窑外分解窑以三种原料配合进 行生产,要求熟料的三个率值为: KH =0.89±0.02 、SM =2.1±0.1、IM =1.3±0.1, 单位熟 料热耗为 q=3350kj/kg 熟料,试计算原料的配合比。
物料平衡计算教案资料
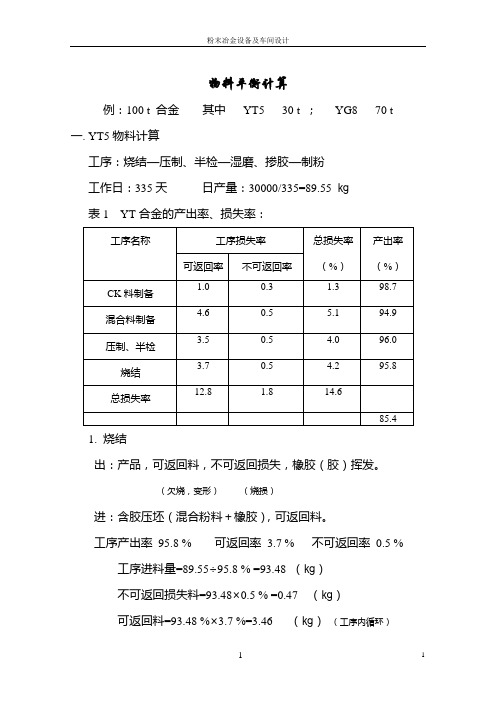
物料平衡计算例:100 t 合金其中YT5 30 t ;YG8 70 t 一.YT5物料计算工序:烧结—压制、半检—湿磨、掺胶—制粉工作日:335天日产量:30000/335=89.55 ㎏表1 YT合金的产出率、损失率:1.烧结出:产品,可返回料,不可返回损失,橡胶(胶)挥发。
(欠烧,变形)(烧损)进:含胶压坯(混合粉料+橡胶),可返回料。
工序产出率95.8 % 可返回率3.7 % 不可返回率0.5 % 工序进料量=89.55÷95.8 % =93.48 (㎏)不可返回损失料=93.48×0.5 % =0.47 (㎏)可返回料=93.48 %×3.7 %=3.46 (㎏)(工序内循环)实际进入本工序不含胶压坯量=93.48-3.46=90.02 (㎏)(89.55㎏为不含胶故算出都为不含胶量)橡胶的加入量(挥发损失量):工艺:①单加SBS 溶液浓度17~20 % 加入量 2 L / 15㎏②石蜡-汽油溶液+SBS 溶液石蜡-汽油溶液配制浓度% 汽油加入量L 石蜡加入量㎏35 32 18~1930 27 15~16配好后与SBS的重量比为77 :23混合掺入制度装料量㎏石蜡汽油浓度% SBS浓度% 加入量L YT5 YT14 YT1570 30~34 16.8~17.8 7.7~8.2YT30 YS25 YW60 30~34 16.8~17.8 7.7~8.2混合料的含蜡量控制在2.5~2.8 %③橡胶溶液橡胶溶液配制浓度% 汽油加入量L 橡胶加入量㎏比重㎏/L11 220 17.5~18.5 0.683橡胶溶液掺入制度橡胶浓度% 加入量L 混合料量㎏YG3 YG11C YG1511 1.3 16YG6 YG811 1.3 16YG3X YG6A11 1.45 16掺胶(蜡):15~50 ㎏混合料橡胶0.6~1.0 %石蜡1.5~3.0 % 。
加橡胶料不宜过分干燥,而石蜡料应充分干燥。
w物料平衡计
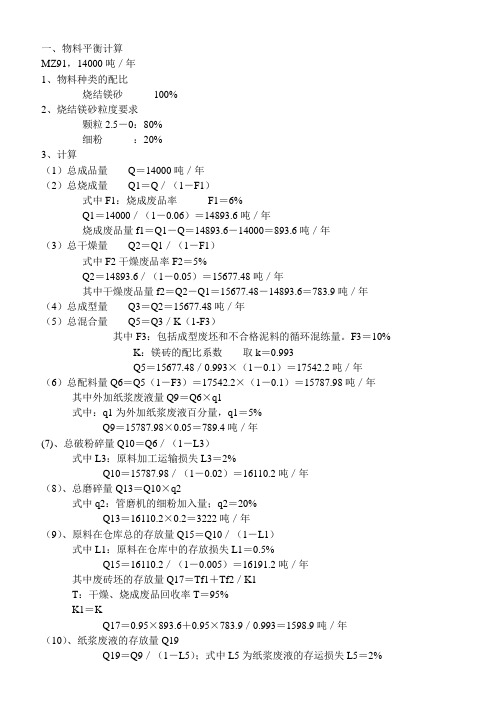
一、物料平衡计算MZ91,14000吨/年1、物料种类的配比烧结镁砂100%2、烧结镁砂粒度要求颗粒2.5-0:80%细粉:20%3、计算(1)总成品量Q=14000吨/年(2)总烧成量Q1=Q/(1-F1)式中F1:烧成废品率F1=6%Q1=14000/(1-0.06)=14893.6吨/年烧成废品量f1=Q1-Q=14893.6-14000=893.6吨/年(3)总干燥量Q2=Q1/(1-F1)式中F2干燥废品率F2=5%Q2=14893.6/(1-0.05)=15677.48吨/年其中干燥废品量f2=Q2-Q1=15677.48-14893.6=783.9吨/年(4)总成型量Q3=Q2=15677.48吨/年(5)总混合量Q5=Q3/K(1-F3)其中F3:包括成型废坯和不合格泥料的循环混练量。
F3=10%K:镁砖的配比系数取k=0.993Q5=15677.48/0.993×(1-0.1)=17542.2吨/年(6)总配料量Q6=Q5(1-F3)=17542.2×(1-0.1)=15787.98吨/年其中外加纸浆废液量Q9=Q6×q1式中:q1为外加纸浆废液百分量,q1=5%Q9=15787.98×0.05=789.4吨/年(7)、总破粉碎量Q10=Q6/(1-L3)式中L3:原料加工运输损失L3=2%Q10=15787.98/(1-0.02)=16110.2吨/年(8)、总磨碎量Q13=Q10×q2式中q2:管磨机的细粉加入量;q2=20%Q13=16110.2×0.2=3222吨/年(9)、原料在仓库总的存放量Q15=Q10/(1-L1)式中L1:原料在仓库中的存放损失L1=0.5%Q15=16110.2/(1-0.005)=16191.2吨/年其中废砖坯的存放量Q17=Tf1+Tf2/K1T:干燥、烧成废品回收率T=95%K1=KQ17=0.95×893.6+0.95×783.9/0.993=1598.9吨/年(10)、纸浆废液的存放量Q19Q19=Q9/(1-L5);式中L5为纸浆废液的存运损失L5=2%Q19=789.4/(1-0.02)=805.5吨/年二、混合泥料时需外加水分量W配料料时镁砂带入水分量W镁=Q6×W1=15787.98×0.003=47.4吨/年纸浆废液带入的水分量W纸=05×Q9=0.5×789.4=394.7吨/年混合泥料的水分总量W总=W4×{(Q6-W镁)+(Q9-W纸)}/(1-W4)式中W4:为混合泥料的水分已定W4=3%;W总=0.03×{(15787.98-47.4)+(789.4-394.7)}/(1-0.03)=499.1吨/年所以混合泥料时需外加水分量W;W=W总-W镁-W纸=499.1-47.4-394.7=57吨/年(一)、镁砖MZ91的设计配方各个车间的生产班制表(五)、物料平衡系数(六)、生产设备主机平衡表。
物料平衡计算的技巧和步骤
三、物料平衡计算的方法和步骤 (一)水泥厂的物料平衡计算1.烧成车间生产能力和工厂生产能力的计算 (1)年平衡法计算步骤是:按计划任务书对工厂规模(水泥年产量的要求),先计算要求的熟料年产量,然后选择窑型、规格,标定窑的台时产量,选取窑的年利用率,计算窑的台数,最后再核算出烧成系统和工厂的生产能力。
①要求的熟料年产量可按式(3-1)计算: Q y =ped ---100100G y (3-1)式中 Q y ——要求的熟料年产量(t/a );G y ——工厂规模(t/a );d ——水泥重视高的掺入量(%);e ——水泥中混合材的掺入量(%); p ——水泥的生产损失(%),可取为3%~~5%。
当计划书任务书规定的产品品种有两种或两种以上,但所用的熟料相同时,可按下式分别求出每种水泥要求的熟料年产量,然后计算熟料年产量的总和。
Q y1=pe d ---10010011G y1(3-2)Q y2=pe d ---10010022G y2(3-3)Qy=Q y1+Q y2(3-4)式中 Q y1,Q y2——分别表示每种水泥要求的熟料年产量(t/a );G y1,G y2——分别表示每种水泥年产量(t/a ); d 1,d 2——分别表示每种水泥中石膏的渗入量(%); e 1,e 2——分别表示每种水泥中混合材的渗入量(%); Q y ——两种熟料年产量的总和(t/a )。
②窑的台数可按式(3-5)计算:n=1.8760h QQyη (3-5)式中 n ——窑的台数;Q y ——要求的熟料年产量(t/a );Q h.1——所选窑的标定台时产量【t/(台·h)】;η——窑的年利用率,以小数表示。
不同窑的年利用率可参考下列数值:湿法窑0.90,传统干法窑0.85,机立窑0.8~0.85,悬浮预热器窑、预分解窑0.85;8760——全年日历小时数。
算出窑的台数n 等于或略小于整数并取整数值。
例如,n=1.9,取为两台,此时窑的能力稍有富余,这是允许的,也是合理的。
物料平衡计算

物料平衡计算
物料平衡计算是工业领域中比较重要的计算方法。
它可以帮助生产企业更好地分配原料,实现生产性能的最大化。
本文首先介绍了物料平衡计算的基本原理,然后介绍了它在工业生产中的应用,最后对其优缺点进行了分析。
物料平衡计算是一种用于计算生产制造保证完整产品质量和效率的有效方法。
它将生产流程中所需要的原材料计算出来,以便降低成本,提高可靠性。
从工艺流程来看,物料平衡计算是通过将原料使用率、库存量和生产产量之间的关系来实现的。
它能够确保产品的质量和数量,减少原材料的浪费。
物料平衡计算对工业生产至关重要。
首先,它能够帮助制造企业更好地安排原料,从而最大限度地提高生产效率,节省生产成本。
其次,物料平衡计算可以有效地预测生产计划,以满足客户的特殊需求,降低料单的编制风险,增强企业对市场的竞争力。
最后,从可持续发展角度来看,物料平衡计算能够有效地提高产品的质量,减少产品的制造污染。
物料平衡计算的优点在于,它能更有效地满足市场的需求,提高工厂的效率,节约原材料,减少生产成本。
但是,它也有一些缺点。
首先,它需要专业的技术人员进行计算,因此成本相对较高。
其次,物料平衡计算在实际生产中可能会面临一些困难,如原料不一致性或部分损坏等。
总之,物料平衡计算是一种有效的工业计算方法。
它可以有效
地满足客户需求,节省原料,提高产品质量。
物料平衡计算是当今工业生产中的重要计算方法,可以有效地提高企业的竞争力和效率。
物料平衡管理规程

依据:《GMP》与药品生产质量管理的要求目的:实施物料平衡管理,防止差错和混药范围:每个批次产品生产过程的关键工序、物料1.在每个关键工序进行物料平衡是避免或及时发现差错与混药的有效方法之一,因此,每个品种各关键生产工序的批生产记录(批包装记录)都必须明确规定物料平衡的计算方法,以及根据验证结果确定各工序物料平衡的合格范围。
2.物料平衡计算的基本要求实际值2.1 计算公式:物料平衡= ────×100%理论值2.2 理论值:为按照所用的原料(包装材料)量,在生产中无任何损失或差错的情况下得出的最大数量。
2.3 实际值:为生产过程中实际产出量,包括本工序产出量、收集的废品量、生产中的取样品量(检品)、丢弃的不合格物料(如捕尘系统、真空系统、管理系统收集的残余物)3.在生产过程中如有跑料现象,应及时通知车间管理人员及质检员,并详细记录跑料过程及数量,跑料数量也应计入物料平衡之中,加在实际值的范围之内。
4.确定需进行物料平衡计算的主要工序4.1 提取车间:前处理、中药材提取后、浓缩后4.2口服液车间:配制、灌装(分装)、灭菌、灯检、内外包装材料等5.需进行物料平衡的物料、产品5.1 提取车间:前处理的各种原料、提取的液体物料(中间产品) 、提取浓缩液。
5.2 口服液车间:主要原料、半成品、关键内外包材、产成品6.物料平衡时计算单位:提取(前处理)以重量或体积进行计算、液体制剂以体积(或数量支、瓶、个等)计算、包装材料以数量计算。
7.物料平衡的管理7.1 每批产品在相关生产作业完成后,操作人员应根据物料的领用量、结存量、污损量等实际数量(计量必须准确)进行平衡计算,经车间质检员复核。
7.1.1 凡物料平衡在合格范围之内,经车间质检员检查签发“半成品递交许可证”后,才可以递交下工序。
7.1.2凡高于或低于合格范围,应立即贴示“待查”标志,不能递交,并填写偏差处理记录中相应项目,通知车间管理人员及车间质检员按“生产过程偏差管理规程”进行调查,采取处理措施,并详细记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二沉池的物料平衡:
(Q1 Q 4) E XB , H , 4 XB , H , 2 Q 4 Q5
对活性污泥系统异养微生物量作物料平衡:
Ss Q4(Q1 Q4) E Q1 XBH1 [H ( ) bH ]V 2 XBH 2 XBH 2 Q1 XBH 2 Ks Ss Q 4 Q5
3.活性污泥法工艺参数的表达:
• 处理效率: E= (C1-C3)/C1= (SS,1+XS,1- SS,3-XS,3)/ (SS,1+XS,1 )
• 污泥回流比:
R = Q4/Q1 • 容积负荷: BV = Q1C1/V2 • 污泥浓度:
XSS: 以SS表示,XVSS: 以VSS表示,XCOD: 以COD表示
i XB 14
H (
i XB / 14
3.自养菌的 好氧生长 1
1 YA 457 . Y A YA
i XB
1 YA
i XB / 14
i XB f E i XE i XB f E i XE
1 / 7YA
A(
S NH SO )( ) X B, A K NH S NH KO, A SO
进水
水解
生长
出水
对活性污泥系统异养微生物量作物料平衡:
Q1 XB , H 1 bhXB, H ,1V 2 1
进水 衰减
max, H
S 2 SO 2, 2 X B , H , 2V 2 Q 3 XB , H , 3 S 2 KS SO 2, 2 KS , O 2, H
生长 出水
2. 有污泥回流的活性污泥系统
Q1XB,H,1 V2XB,H,2 Q6XB,H,6 Q4XB,H,4 Q5XB,H,5 E Q3 XB,H,3
Q1XB,H,1 + rX,S V2XB,H,2 + Q4XB,H,4= (Q1+Q4)XB,H,2
(Q1+Q4)XB,H,2= Q3XB,H,3 +(Q4+Q5)XB,H,4
上式中假设二沉池中不存留污泥。 如果不考虑剩余污泥的排放,则⍬X = ⍬。 考虑到污染物的去除和微生物的生长,污泥龄可表达成:
X V 2 X 2 /Yobs(C1 C 3)Q1
最小污泥龄⍬ M:系统中细胞流失或排出速度大于其增长 速度时的细胞停留时间,在这种情况下S1 = S3。
1
rvs S 1 Yobs Kd M KS S 1
水处理工程IV教案 ftp://166.111.42.180 用户名:espc 密码:空 目录:水处理工程4讲义
2.5 活性污泥系统的 物料平衡及主要工艺参数的表达
1. 无污泥回流的活性污泥系统
Q1 C1 S1 X1 V2 X2 Q3 C3 S3 X3
图中:Q表示流量,C表示总浓度,V表示容积
S表示溶解性物质浓度,X:表示颗粒物浓度
目的 设计 性能预测与分析 动力学研究 未知 容积,V2 出水浓度,C3 反应速率,rX,S 已知 Q1, C1, X2, C3, Q3, rX,S Q1, C1, V2, X2, Q3, rX,S Q1, C1, X2, V2, Q3, C3
无硝化活性污泥法工艺矩阵
成分 SS XS XI XB,H SO2 rV, …
工艺过程
异养菌的 好氧生长 异养菌 衰减
1 Y max , H
1-fXB,X 1 -1 kgCOD/m3 fXB,XI
1
1 Y max , H max, H S 2 SO 2, 2 XB, A S 2 K S S O 2 , 2 K S , O 2 , H Y max , H
水量平衡式: Q1 = Q3
总物料平衡式: Q1C1 – r v,sV2= Q3C3 以微生物量表达: Q1C1 – rx,sV2XB,2 = Q3C3 式中:r v,s ,rx,s:反应速率, XB,2:微生物浓度 进行物料平衡的目的是应用于设计、性能分析和动力学研究。 活性污泥系统内的物料平衡计算
4.异养菌
的衰减
1 f E 1 f E
-1 -1
fE fE
1
bH X B, H bA X B , A
5.自养菌
的衰减 6.溶解有机 氮的氨化 7.捕集有机 物的水解 8.捕集有机 氮的水解 转换速率
-1
1/14
ka S ND X B, H
kh XS XB,H K, S S O h ( OH )( NO ) XB,H KX XS XB,H KOH KOH , SO , SO KNO SNO
1
-1
1
-1
7 ( X ND / X S )
i ij j
j
FSP = Q3X3 + Q5X5 单位:kg SS/d, kg VSS/d, kg COD/d
FSP = Yobs (C1 – C3)Q1 FSP中含Q1X1带来的泥量必须实测才能得到。
• 污泥龄: 污泥龄是处理系统的污泥(生物量)细胞平均停留时间。
X MX / FSP V 2 X 2 /(Q3 X 3 Q5 X 5 Q6 X 6)
X ND
S ALK
13
j 过程速率
ML 3T 1
YH 1 YH
1 YH 2.86YH
1 YH
i XB
SS SO )( ) X B,H K S S S KO , H S O K S S 1 YH H ( S )( O,H )( NO ) g X B,H KS SS KO,H SO KNO SNO 14 2.86 YH
M
KS S 1 Yobsrvs S 1
IAWQ活性污泥法模型的过程动力学和化学计算表
组分i 过程j 1.异养菌的 好氧生长 2.异养菌的 缺氧生长 1 2 3 4 5 6 7 8 9 10 11 12
SI
SS
1 YH
XI
XS
X B, H X B, A
1 1
XE
SO
S NO
S NH S ND i XB
注意:产率系数,污泥量,污泥产量,去除速率必须用相 同的单位体系。 XCOD > XB,H + XB,A
• 污泥量:
各反应器中污泥量的总和。
MX VX
• 污泥负荷: BX = Q1C1/(V2X2) • 污泥产量: 单位:kg BOD/(kg SS.d) kg BOD/(kg VSS.d)
-1
bHXB,H KhXS
水解
单位 快速降解 有机物 慢速降 解有机 物 惰性悬浮 性有机物 异养 – r v,sV2= Q3C3 将以上矩阵中相关部分代入总物料平衡式,对可生物 降解有机物作物料平衡:
1 S 2 SO 2, 2 Q1SS ,1 1 khXS , 2V 2 max, H XB , H , 2V 2 Q3S 3 Y max, H S 2 KS SO 2 , 2 KS , O 2 , H