皮料检验规范及标准
检验规范---精品模板
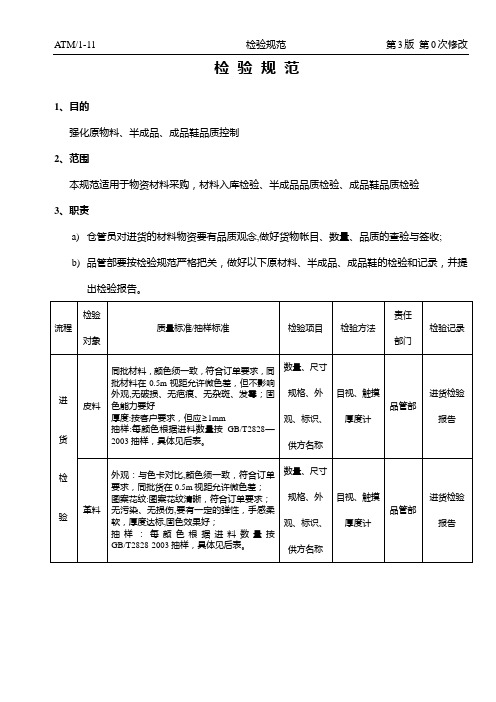
检验规范
1、目的
强化原物料、半成品、成品鞋品质控制
2、范围
本规范适用于物资材料采购,材料入库检验、半成品品质检验、成品鞋品质检验
3、职责
a)仓管员对进货的材料物资要有品质观念,做好货物帐目、数量、品质的查验与签收;
b)品管部要按检验规范严格把关,做好以下原材料、半成品、成品鞋的检验和记录,并提
出检验报告。
1—23
ATM/1-11 检验规范第3版第0次修改
1-25
1-26
根据中华人民共和国国家标准GB/T2828。
1—2003结合本行业的特点,确定我厂的抽样检验执行标准及质量接受限按下表操作:
分发号:
1—27。
真皮检验规范

明确公司进料真皮的检验项目及验收标准,以保障进料真皮能够符合公司使用的标准要求。
二、范围:
适用于腾烨家具有限公司的所有真皮皮革(包括客户提供的真皮)的质量判定。
三、操作者及相关职责:
1、采购员:负责跟供应商沟通,要求供应商供货的皮革能够满足此标准
2、仓管员:负责按本标准进行抽样检验收货
3、裁皮员工/质检员:负责对每张真皮按本标准进行检验
四、抽检标准:
1、抽检:4包(含)以下抽1包,4包以上抽2包,发现异常改为全抽检
2、每包抽检3张皮,发现异常改为全检
五、检验判断标准:
1、可利用面积%(抽检、全检):
1)80%以上为优质,65%以上为合格,50%以上为特采,50%以下为不合格;
2)视乎生产的产品型号的裁片大小作为实际判断准则,如缺陷点较多及分散,则不能用于裁大块裁片,只能用于裁小块裁片,判断为特采;
图例
缺陷
皮疤
刀痕
图例
缺陷
孔洞
裂纹
图例
缺陷色斑暗线图例注:1)颈纹可用于裁产品的扶手,座包、背包非正面,皮带等地方或用于冲皮板。
2)腩位可用于裁产品的扶手底面。
5)同一订单如分批次到位,需将前一批的真皮跟后一批的对色,确认是否有明显色差;
6)如产品是半真皮的,需将仿皮或西皮跟真皮对色,确认是否有明显色差。
3、查找表面缺陷(全检,后附图例)
六、检验方式及流程:
1、环境:在平整地面或裁床桌上,四周光线充足,无偏光,并在60W以上白光灯直照下;
2、方式:目视;
3、视角:如条件许可,检验者目视方向应与光源方向成45°,有多面的部件,每一侧都要当作一个单独的平面来检验。如下图所视:
4、初检:将整张真皮平放及铺平,初步判断有否明显缺陷点,并估算整张真皮的可利用率,不合格不使用;
皮具行业—IQC五金类进料检验规范
结构
外观结构与样版/图片一致。
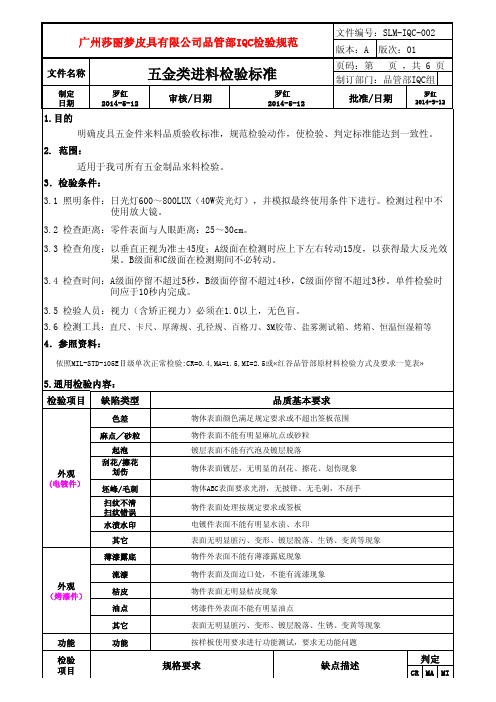
广州莎丽梦皮具有限公司品管部IQC检验规范
文件编号:SLM-IQC-002 版本:A 版次:01
文件名称
五金类进料检验标准
页码:第 页 ,共 6 页 制订部门:品管部IQC组
4.撞钉、蘑 菇钉类
性能
根据最终用途试打,贴平皮,不变形、不打烂皮 为标准。
试打
钢尺、游标 卡尺
广州莎丽梦皮具有限公司品管部IQC检验规范
文件名称
五金类进料检验标准
规格尺寸
1. 实物与送检单要一致。 2. 螺丝要配套,螺帽大小一致。
文件编号:SLM-IQC-002
版本:A 版次:01 页码:第 页 ,共 6 页 制订部门:品管部IQC组
结构
外观结构与样版/图片一致。
8.锁、 拧制类
钢尺、游标 卡尺
外观
1. 电镀光滑、色泽均匀,无发黑、发黄、起泡、
刮手现象。
底面在隐藏看不见的地方可接
2. LOGO要字体正确,不接受有外LOGO混装、无 受电镀层导致的轻微问题
LOGO(有要求除外)、大小字体现象。
拉力测试
规格尺寸
无
1. 实物与送检单要一致。 2. 脚长短一致。 3. 需分进口磁钮及普通磁钮。
脚长±0.2mm可接受
参照«盐雾试验检查方法及判定基准» 进行判定
硝酸试验
用50%硝酸测试液,平放五金,用滴管吸取适量测试液滴 在五金表面,同时开始计时并保持腐蚀20秒;到时间后立 即放入清水中清洗,擦拭干净观测腐蚀状况。样品要求测 试表面无何变化
叻架被轻微腐蚀变化、电镀层无变化 电镀层有变色
√ √
将专用测试3H铅笔削平,呈90度角贴近喷涂表面,再施以
喷涂件进料检验标准

样板,
PANTONE
目视
《零件图纸》
《进料检验抽样方案》
《缺陷分级作业指导书》
《进料抽样检验作业指导书》
《附着力测试作业指导书》
《耐磨擦试验作业指导书》
尺寸结构
检验
外形尺寸,配合尺寸及结构检验
4.根据零件图纸测量产品的长度、外径、内径等相关尺寸应符合图纸要求。
喷涂件进料检验标准
一、目的
完善公司质量作业标准,规范物料的进料检验方式,确保进料质量满足公司及客户质量要求。
二、适用范围
凡供货商交货进厂之物料需执行检验的工作均适用。三、检验内容及方法检验项目 Nhomakorabea检验内容
检验方法及要求
检验工具
参考文件
外观检验
物料的颜色,外
观,
1.来料包装完好,标识清晰;
2.比对样板或PANTONE,涂层颜色应与样板或PANTONE相符;
5.有装配要求的喷涂件应目视和实配,不允许有变形的现象;
6.如有螺纹的喷涂件,应使用相应的标准件或OK样板进行实装试验。
卡尺
螺纹规
丝锥
试验(必要时)
涂层附着力和耐磨试验
7.据附着力和耐磨擦试验作业指导书进行试验和判定。
8.如是丝印印字,对印字的坚牢度按附着力试验作业指导书进行。
燃炉
橡皮擦
界刀
思高牌胶带
四、抽样方案及结果判定:
4.1依照《进料检验抽样方案》和来料数量抽取相应的样本进行检验。试验
属于破坏性检验,可根据需要抽取3~5pcs进行。
4.2结果判定参照《缺陷分级作业指导书》和《进料抽样检验作业指导书》。
服装面辅料检验标准

服装面辅料检验标准一、目的:为了更好地对公司的原辅材料进行检验,特制定产品检验规范标准二、范围:适应于公司的原辅材料的进料检验。
三、原辅材料的分类:A类:面布、里布、棉(行棉)B类:衬布(纸)、拉链罗纹针织(下兰、领头)、铁扣C类:包装袋、商标、洗水标、合格证、织带、松紧带、扣(钮扣、铁扣)A类的检验项目、方法抽样说明及合格范围判定:色差利用左、中、右、缝合对比验布时左右折合对比;段头、段中取样对比经缝合后,无明显跑色或对比阴阳色≥4级外观疵点在验布机上进行检验,用标示号为记(污点、破洞、纱头)每批每色须抽检,若疲点严重,可重检损耗≤3%(100码(米)≤10个疵点手感根据采购部提供大样,用手触摸比较批色每缸任意段与大样无明显差异无起泡无脱层在水温≥40℃,加洗衣粉浸泡搓洗30分钟,晒干,晾干。
批次每缸各一支取布端2米处经晒干,不允许有脱层、起泡型号(厚度)根据采购单要求打克重或尺测量每批抽验2支与采购单相符弹性用于挤压扭曲使其变形每批任意抽检扭曲变形后,随即恢复原状行棉外观摊开、平放、目测每批抽检2匹不断线、不松线、不刮纱、不打折色牢度在水温≥60℃,加适当洗衣粉或皂片,按比例样布:水=1:50;浸泡水洗30分钟,晒干;晾干。
每批每色每次抽50公分对样本≥4缩水率依据采购单提供数据,取样不少于1×1M,在经纬行各作3点记号后,在水温≥40℃,加适量洗衣粉,浸泡搓洗30分钟后,晒干,晾干。
每批每缸不少于1M×1M第一批基础上±1%门幅根据采购单提供要求用尺测量(针洞以内)每批每色抽100%±2cm色差利用左、中、右、缝合对比验布时左右折合对比;段头、段中取样对比经缝合后,无明显跑色或对比阴阳色≥4级外观疵点在验布机上进行检验,用标示号为记(污点、破洞、纱头)每批每色抽检20%,若疵点严重,加倍检验或全检损耗≤3%(100码(米)≤10个疵点里布密度根据采购单提供数据,用密度器或张拉批色每缸各1支符合数据,不开裂棉类里布注:里布根据相应要求进抽检。
皮料检验规范及标准

皮料检验规范及标准1、目的:为了规范公司的皮料质量检验,现拟定本作业指导标准,避免皮料的质量检验程序不规范或者漏检导致出现皮料问题而影响生产,以及避免不合格皮料流入到生产给公司造成经济损失。
1、适用范围:所有真皮(动物皮料)2、检验程序及标准2.1颜色、厚度检验2.1.1每一采购单相同规格,每次来料为一批。
2.1.2每批任取一包,以采购色卡核对其颜色,若该包内颜色均匀,且与确认板或色卡相同时,则判定颜色合格。
2.1.3在该包内任取5张,以厚度计量测皮料厚度,量测部位为颈部,臀部,背部2侧(4点)。
若背部、臀部有2点不合采购单要求,则判定该张皮料不合格。
若5张有3张不合格则该包不合格。
2.1.4若头一包之颜色、厚度合格则执行2.2之分级程序,否则再抽第二包依2.1.2~2.1.3之规定执行,若头二包合格则执行2.2之分级程序。
2.2皮料分级(外观检验)2.2.1外观缺点有:刀伤,斑点,脱皮,生长纹,血管纹,沙眼,碰花,牛筋,挂伤,粗糙,烙印,瑕疵等。
2.2.2检验员对所有皮料进行目视全检,并依外观缺点所占比率,使用率依下列比率区分:(1)使用率90%以上为A级。
(2)使用率70~90%之间为B级。
(3)使用率70%以下为C级。
2.3记录2.3.1检验员在皮料底部(反面)上填写级别。
2.3.2检验员应填写《皮料品检报告》,经查核复印送交外贸部。
2.4测试2.4.1撕裂强度测试。
(1)由于公司没有“撕裂强度测试”的相关测试仪器,所以无法完成测试。
2.4.3脱色测试。
(1)用有粘性胶纸对贴膜皮的进行脱膜测试(同一位置粘5次);(2)用白色面布对皮面反复摩擦,进行脱色测试(同一位置,来回摩擦10次)。
3、附件3.1《皮料品检报告》3.2《撕裂强度测试报告》皮料检验规范及标准1、批的定义:每次交货相同规格颜色材料为一批。
2、检验:项目标准使用仪器抽样方法颜色比对色卡(或者确认板)目视全数对色卡外观有皱纹,刮伤,成长纹,筋分等级目视全数检查使用率分级1)使用率90%以上为A级。
皮料检验规范及标准

皮料检验标准为了规范公司的皮料质量检验,避免皮料的质量检验程序不规范或者漏检导致出现皮料问题而影响生产,以及避免不合格皮料流入到生产给公司造成经济损失。
一、适用范围所有真皮(动物皮料)二、选皮不同的级别,皮料的质量及使用率不同,皮料分为 A.B.C.D级,可利用S A T R A皮料分级之评估方法来判断每一级之预计截断使用率.三、标识每一张皮料必须注明清楚级别(例如A1;A2;B3;B4;C5;)。
G R A D E I=100-96%(平均使用率97%)G R A D E I I=95-91%(平均使用率93%)G R A D E I I I=90-86%(平均使用率88%)G R A D E I V=85-81%(平均使用率83%)G R A D E V=80-76%(平均使用率78%)G R A D E V I=75-71%(平均使用率73%)四、等级划分T R级:由 A.B.C级组成A级=S A T R A的I&II级(S A T R A的平均使用率95%)B级=S A T R A的I I I&I V级(S A T R A的平均使用率85.5%)C级=S A T R A的V级(S A T R A的平均使用率78.0%)D级=S A T R A的VI级(S A T R A的平均使用率73.0%)A级数量必须大于或等于C级的数量,这样可保证C级的使用率。
D级的数量必须小于或等于总数量的10%.五、检验程序及标准5.1 颜色、厚度检验5.1.1每一采购单相同规格,每次来料为一批。
5.1.2每批任取一包,以采购色卡核对其颜色,若该包内颜色均匀,且与确认鞋或色卡相同时,则判定颜色合格。
5.1.3在每一批内任取20张,以厚度计量测皮料厚度,量测部位为颈部,臀部,背部2侧(6点)。
若背部、臀部有2点不合采购单要求,则判定该张皮料不合格。
5.2 皮料分级(外观检验)5.2.1外观缺点有:刀伤,斑点,脱皮,生长纹,血管纹,沙眼,碰花,牛筋,挂伤,粗糙,烙印,松面,颈纹,瑕疵等。
表面处理检验标准(喷塑、磷化、电镀、发黑、阳极氧化)

廊坊多元精密制造有限公司检验标准(表面处理)编制:校对:审核:年月日发布年月日起实施目录喷塑喷漆检验标准 (1)磷化处理(金属)检验标准 (4)表面电镀(金属)检验标准 (5)发黑处理(金属)检验标准 (7)阳极氧化检验标准 (8)高频淬火检验标准 (11)喷塑喷漆检验标准1、目的规范检验操作,发现、控制不良品,防止批不良品输入下道工序。
同时给检验工作提供引导及接收标准。
2、范围适用于进料、外协制品回厂、成品的检验接收及顾客退货的挑选检验。
3、定义喷塑、喷漆件检验过程的参照标准。
4、职责4.1 质量部负责不合格的发现、记录和标识,组织处理不合格品。
4.2 采购部负责进料中不合格品与供应商的联络。
5、工作程序外观(目测)5.1 喷涂种类(如:塑粉或漆)、颜色与图纸要求及客户、我司、供应商三方确认的色板是否一致。
5.2 一般情况下,产品喷涂表面外观在使用时要求100%进行检验,检验方式依据本标准。
进料、外协回厂或过程验收则采用抽检,抽检操作方式依据《抽检规范》。
特殊产品根据产品的具体要求检验。
5.3 外观缺陷:有缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、桔皮、花斑、凹坑等。
5.4 外观和颜色检验的环境:5.4.1 色板采用客户样件或经客户认可的签样。
5.4.2 应在标准光源对色灯箱CAC-600箱内(无设备条件时则要求在天然散射光线或光照度不低于2×40w光源环境下),以目视方法进行。
光照度通常在D65(特殊情况下用F/A,其次高标准要求时用CWF/TL84),背景颜色为中灰色。
5.4.3 检查距离:被测品与眼睛的距离为500mm,检验时在±15°范围内旋转。
5.5表面粗糙度应达到设计要求的表面粗糙度值。
涂膜附着力(划格实验)5.6 涂膜附着力检验(基体金属为铁、钢、铝及铝合金):5.6.1 采用划格—胶带粘贴法测定漆膜附着力,每批次以一件或两件检验则可。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
皮料检验标准
为了规范公司的皮料质量检验,避免皮料的质量检验程序不规范或者漏检导致出现皮料问题而影响生产,以及避免不合格皮料流入到生产给公司造成经济损失。
一、适用范围
所有真皮(动物皮料)
二、选皮
不同的级别,皮料的质量及使用率不同,皮料分为 A.B.C.D级,可利用S A T R A皮料分级之评估方法来判断每一级之预计截断使用率.
三、标识
每一张皮料必须注明清楚级别(例如A1;A2;B3;B4;C5;)。
G R A D E I=100-96%(平均使用率97%)
G R A D E I I=95-91%(平均使用率93%)
G R A D E I I I=90-86%(平均使用率88%)
G R A D E I V=85-81%(平均使用率83%)
G R A D E V=80-76%(平均使用率78%)
G R A D E V I=75-71%(平均使用率73%)
四、等级划分
T R级:由 A.B.C级组成
A级=S A T R A的I&II级(S A T R A的平均使用率95%)
B级=S A T R A的I I I&I V级(S A T R A的平均使用率85.5%)
C级=S A T R A的V级(S A T R A的平均使用率78.0%)
D级=S A T R A的VI级(S A T R A的平均使用率73.0%)
A级数量必须大于或等于C级的数量,这样可保证C级的使用率。
D级的数量必须小于或等于总数量的10%.
五、检验程序及标准
5.1 颜色、厚度检验
5.1.1每一采购单相同规格,每次来料为一批。
5.1.2每批任取一包,以采购色卡核对其颜色,若该包内颜色均匀,且与确认鞋或色卡相同时,则判定颜色合格。
5.1.3在每一批内任取20张,以厚度计量测皮料厚度,量测部位为颈部,臀部,背部2侧(6点)。
若背部、臀部有2点不合采购单要求,则判定该张皮料不合格。
5.2皮料分级(外观检验)
5.2.1外观缺点有:刀伤,斑点,脱皮,生长纹,血管纹,沙眼,碰花,牛筋,挂伤,粗糙,烙印,松面,颈纹,瑕疵等。
5.2.2检验员对所有皮料进行目视全检,并依外观缺点所占比率,使用率依等级的划分为标准。
5.3 记录
5.3.1检验员在皮料反面上填写级别。
5.3.2检验员应填写《皮料品检报告》,经查核复印送交主管签字和仓库管理员各一份。
5.4 测试
撕裂强度,摩擦褪色,白色材料做耐黄变测试,黑色做老化测试。
5.4.1由 2.4.2脱色测试。
牛漆皮做剥离和掉漆测试。
(1)用有粘性胶纸对贴膜皮的进行脱膜测试(同一位置粘5次);
(2)用白色面布对皮面反复摩擦,进行脱色测试(同一位置,来回摩擦10次)。
5.5检验
对颜色比对色卡(或者确认鞋)。
目视:全数对色卡,外观,有皱纹,刮伤,成长纹,血管,颈纹,松面,斑点,等瑕疵占比率分级,目视全数检查柔软度,依照色卡(或者确认版)用手去感觉。
检验皮料时应用手拉一拉皮料,看不明显的瑕疵是否经手拉之后会更加明显。
六、判定方法
6.1厚度每张皮检查前(头部),中(背部2侧),后(尾部)四点。
如果有2个点不合乎厚度要求,则该张皮不合格。
6.2颜色:依照皮料颜色分成不同的色系。
6.3外观及使用率:依照颜色的色系分,然后依照使用率分为A,B,C,D级。
6.4柔软度:依照色卡的柔软度。
若有2张不合格,则判定该批皮料柔软度不合格。
6.5皮料使用率达到73%以下的必须通过品保部主管及经理判断是退货还是特采。
七、记录:
皮料检验完毕,填写《皮料品检报告》,并在皮料上标示颜色、呎数、级数。
八、所使用机器
厚度计,拉皮机,量皮机。
九、工作人员
3个品检,6个拉皮员。