端子压接后拉力检验作业指导书001
接线端子检验作业指导书

接线端子检验作业指导书一、指导思想接线端子是电气设备中的重要组成部分,其质量直接影响到设备的安全运行。
因此,进行接线端子的检验工作十分重要。
本指导书旨在规范接线端子的检验工作,确保设备的正常运行和使用安全。
二、检验范围本指导书适用于各类电气设备中的接线端子的检验工作。
三、检验流程1.准备工作检查并确保检验仪器仪表的准确性和可靠性,如万用表、钳形表等。
2.环境检查检查接线端子所在环境的温湿度等情况,确保符合设备的使用要求。
3.外观检查对接线端子的外观进行检查,包括外观是否完好、无腐蚀、无松动、无散糟等。
4.电气性能检查(1)检查接线端子的接触电阻。
使用万用表或钳形表测量接线端子的接触电阻,确保其在规定范围内。
(2)检查接线端子的绝缘电阻。
使用万用表或绝缘电阻测试仪测量接线端子的绝缘电阻,确保其在规定范围内。
(3)检查接线端子的插拔次数。
通过模拟使用情况,检查接线端子的插拔次数,确保其耐久性能符合要求。
5.物理性能检查(1)检查接线端子的固定方式。
检查接线端子的固定方式是否符合要求,如螺丝、卡槽等。
(2)检查接线端子的接线方式。
检查接线端子的接线方式是否正确,如是否紧固、接线是否工整等。
6.记录与整理对检验结果进行记录和整理,并根据需要进行进一步的分析和处理。
四、注意事项1.在进行接线端子检验前,必须切断电源,并做好安全措施。
2.检验过程中,应注意检查仪器仪表的使用方法和操作规范,确保测量结果准确可靠。
3.检验过程中,应严格按照检验流程进行操作,避免遗漏和错误。
4.检验结果应详细记录,包括检验时间、检验人员、检验仪器和测量数值等信息。
5.对于检验中发现的问题,应及时进行记录,并根据具体情况进行修复或更换。
五、总结接线端子的检验工作是确保电气设备安全运行的重要环节。
本指导书规范了接线端子的检验流程和注意事项,对于保障设备的正常使用具有重要意义。
希望各相关单位和人员能按照本指导书的要求,认真执行检验工作,确保接线端子的质量和可靠性,推动电气设备的安全生产。
《端子压接作业指导书》新

圆形裸端头RNB1-3L为序号3
圆形裸端头RNB1-3L为序号4
圆形裸端头RNB1-3L为序号5
6.3插簧6.3 1-250为序号6
针型裸端头DBN1-10为序号7
管形预绝缘端头为序号8
5.2压接流程图。
图一
图二
6.端子机操作方法
6.1根据BOM单里的要求把合格的端子卷放到端子机架子上,注意端子的规格要与工艺生产线束表上的要求一致,并将端子链条头按正确方法装入设备内,端子链条装入设备内要平直,不能弯曲;
若不符合要求则要重新调校设备使用端子拉拔工装测试端子压接的效果第八步自检按照电子线束检验单上对于端子压接的内容检查一遍并在操作人处签字第八步入库合格可接受不合格端子压接作业指导书编制20131018审核20131019批准2013102065确认规格效果都符合要求后再将批量生产
1.目的
为了电子线束下线符合质量要求,提高生产效率,编制本作业指导书。。
6.2确认设备刀模与所装端子相匹配,然后调整好设备的压力等参数,调校好端子链条与设备的对应位置,*设备调笑要仔细,并要由专人来操作;
6.3取已剥好线头的导线,检查有无不良,然后将线头对准端子机槽位和端子口放入,调整好位置,然后用脚踩下脚踩器,啤端子于线上,注意线放入端子的位置;
6.4从端子机上取下导线,检查端子啤于导线上的效果是否能够达到要求如图一、二。若不符合要求,则要重新调校设备,使用端子拉拔工装测试端子压接的效果
6.5确认规格、效果都符合要求后再将批量生产;
6.6将打好端子的线整理整齐,然后将其整齐摆放于工装盒内。注意裁好的线要整理整齐,不能与不合格品混于一起。
6.7同一种端子的加工,在设备连续运转生产1小时后,要重新检查确认压接效果是否合格,确认合格后再继续生产。以避免设备长时间运转后,设备的参数出现偏差,造成端子压接线效果出现不良
线材拉力测试标准
WI-NB-
线材拉力测试标准
通用
有限公司
版次:
标准作业指导书 日期:
产品编号:
A/O
2017年9月29日 通用
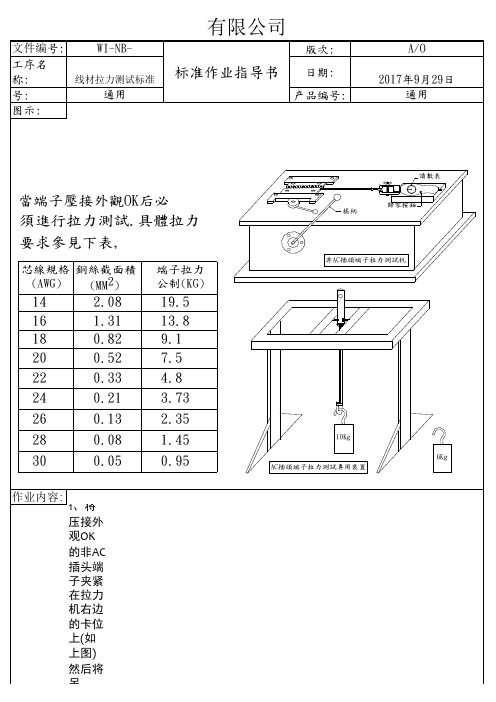
當端子壓接外觀OK后必 須進行拉力測試.具體拉力 要求參見下表,
芯線規格 銅絲截面積
(AWG)
(MM2)14ຫໍສະໝຸດ 2.08161.31
18
0.82
20
6
14
8 10 12
讀數表 歸零按鈕
非AC插頭端子拉力測試机
10Kg
6Kg AC插頭端子拉力測試專用裝置
一端线材夹紧在拉力机左边的夹具内(注:夹线材时必须要将线材拉直后再夹紧, 测试前必须要将拉力表上的指针归零.),再用力摇动摇柄,使指针指向该端子相应 承受拉力数据处静止不动标准时间1分钟后端子和线材之间无松脱现象为良好. 2、针对特殊的AC插头端子必须要在"AC插头端子拉力测试专用装置"上进行测试 (如上图),以免用力过大将拉力机损坏.
0.52
22
0.33
24
0.21
26
0.13
28
0.08
30
0.05
端子拉力 公制(KG)
19.5 13.8 9.1 7.5 4.8 3.73
2.35 1.45
0.95
作业内容: 1、将 压接外 观OK 的非AC 插头端 子夹紧 在拉力 机右边 的卡位 上(如 上图) 然后将 另
搖柄
2 0 18
4
16
检验指导: 1、检 查端子 压接外 观是否 良好,是 否有破 裂,飞丝 等不良 现象;
2、检查 端子压 接高度, 宽度及 拉力测 试是否 符合相 应标准.
端子压接作业指导书

标题端子压接作业指导书文件编号 NT01-018 版本:A/01页数: 1/4 发行日期: 2014.07.011.目的:描述端子压接工序的操作过程,确保端子压接的质量。
2.范围:适用于生产车间端子压接工序的操作生产。
3.职责:生产部长,冲压工序质检员及与端子压接工序相关的人员均有将本指导书付诸实施的职责。
4.定义:无。
5.工作程序5.1 员工依据生产指令及下线压接表,备齐所需的材料及工具;5.2 校对所备材料和工具与生产指令及下线压接表的符合性;5.3 选择相应的设备,配合维修工调试设备,进行资源点检,填写设备点检表;5.4 完成首件产品的作业;5.5 员工对自己加工首件产品用目测和拉力试验机进行自检压接端子与相应工艺文件的符合性及其强度,检验员检验合格,员工则继续进行生产操作,对于合线或者共压的产品进行拉力检验时,选择线径最大的拉力标准作为依据;5.6 操作过程中,员工要随时目测外观;5.7 作业结束时,质检员随同员工用目测和拉力试验机检查产品压接外观及拉力的符合性;5.8 作业结束,检验员确认后将合格品转入冲压半成品合格区;6.备注:6.1.首件作业的合格产品应予以保存,直至本批次或本班次产品作业结束.6.2 在生产过程中,如有以下情况发生时,必须重新执行本指导书:a)更换操作员工;b)设备关闭后又开启;c)第二天生产前一天未完成的产品;6.3 端子压接拉力强度的判定基准应符合如下要求:6.3.1电线束端子与电线或合点(线)压接后拉力强度应不小于下表中的规定:导体公称截面积mm2拉力值N 导体公称截面积mm2拉力值N ①0.3~0.5 50 6.00~8.00 4500.75~0.85 80 10.00 5001.00~1.25 100 15.00~16.00 15001.50~2.00 150 20.00~25.00 19002.50~3.00 200 35.00 22004.00~5.00 270 ≥50.00~120.00 2700①接点或一个端子同时连接两根以上电线时,选择截面积最大的电线测量拉力6.3.2 有特殊要求的端子的拉力强度按具体的工艺要求来执行。
拉力作业指导书
1.拉力技术要求参照FXY-(待编)端子压接技术要求或客户技术要求
端子
线径
拉力(min)
端子
线径
拉力(min)
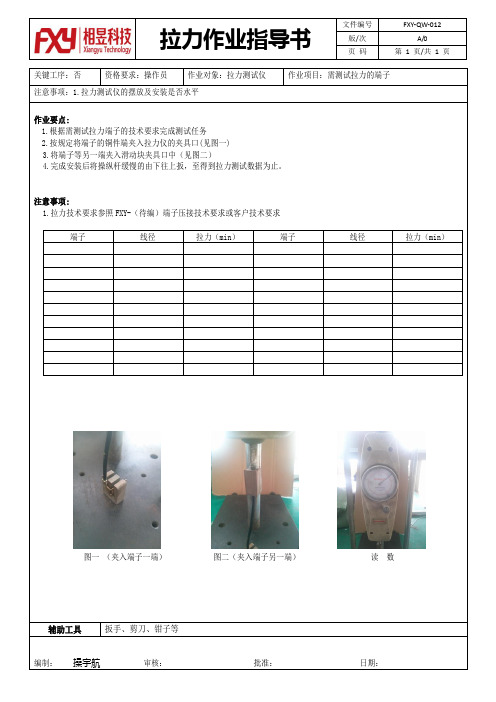
图一(夹入端子一端)图二(夹入端子另一端)读数
辅助工具
扳手、剪刀、钳子等
编制:操宇航审核: 批准: 日期:
关键工序:否
资格要求:操作员
作业对象:拉力测试仪
作业项目:需测试拉力的端子
注意事项:1.拉力测试仪的摆放及安装是否水平
作业要点:
1.根据需测试拉力端子的技术要求完成测试任务
2.按规定将端子的铜件端夹入拉力仪的夹具口(见图一)
3.将端子等另一端夹入滑动块夹具口中(见图二)
4.完成安装
压着端子操作和检验作业指导书

压着端子操作和检验作业指导书
编号:XXXXXXXXXXX 版本:V1.0一. 目的
规范基板车间对风扇连接端子和部分电源连接端子的压接操作要求及检验要求,确保使用端子压接机压接的端子达到合格的加工质量。
二.适用范围
基板车间电源组
三. 操作方法
1、使用剥线机将风扇电缆或电源电缆的线头剥出3~4mm;
2、确认端子机上的模具和端子是需要压接的型号;
3、打开端子机电源,开启端子机照明灯,将剥出的芯线压着端子;
4、确认端子压接良好;
5、压接不良的端子必须重新压接(如损坏端子不能直接去掉,可以从电缆部分一起剪掉)。
6、压接完成后交检验人员检验。
四. 检验要求
如下列图示要求,参考图片对压接端子进行检验。
检验方法:目检
对检验的不良品进行返工处理。
压着良好的端子 压着良好的端子 压着良好的端子
不良品1:端子弯曲
不良品2:芯线过长
不良品3:芯线未露出
不良品4:端子重叠
不良品5:端子头部被切掉
不良品6:包皮不良
不良品7:包皮不良
不良品8:端子压着后弯曲
不良品9:端子压着后弯曲
不良品11:严重压着不良 不良品12:端子为内无芯线
不良品10:压着后有飞线
五. 注意事项
1、压接前可参考《端子机操作规程》对端子机进行调试,已达到合适的压接力。
2、对连续5次以上压接不良的端子,应立即停止压接操作,直到查明原因后方可继续操作。
编制: 审核: 批准:
日期: 2010-1-31 日期:2010-1-31 日期:2010-1-31。
通用作业指导书
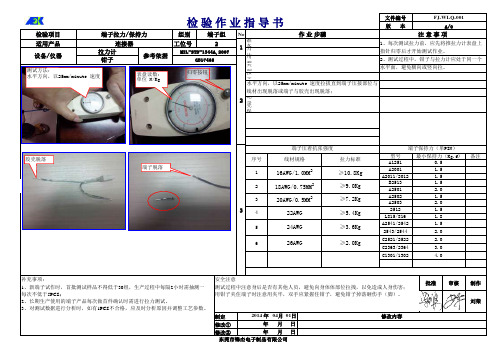
组别No工位号准备好待测样品,将线材靠端子一头10CM处打上结套在拉力计钩子上;用测试专用钳子夹住被测端,并确认夹牢不会脱落且未夹到线芯部位;按下拉力计表面的“归零”按钮;记录下拉力值即是端子压着抗张强度(拉力)及端子与胶壳保持力。
安全注意事项:制定修改①修改②3、对测试数据进行分析时,如有1PCS 不合格,应及时分析原因并调整工艺参数。
3.04.0231.81.51.52.02.01.51.51.52.01.5A25032512L815/816C1301/1302A2541/25422543/2544C2521/2522C2363/2364序号A2001A2011/2012B2513A2501A2502型号A1251拉力标准最小保持力(Kg.f)0.5文件编号FJ-WI-Q-001版 本A/0端子压着抗张强度端子保持力(单PIN)适用产品连接器21、每次测试拉力前,应先将推拉力计表盘检验项目端子拉力/保持力端子组作 业 步骤钳子GB174652、测试过程中,钳子与拉力计应处于同一注 意 事 项拉力计MIL-STD-1344A,2007指针归零后才开始测试作业。
水平面,避免横向或竖向拉。
水平方向,以25mm/minute 速度拉拔直到端子压接部位与每次不低于5PCS;用钳子夹住端子时注意用夹牢,双手应紧握住钳子,避免钳子掉落砸伤手(脚)。
2、长期生产使用的端子产品每次做首件确认时需进行拉力测试。
检 验 作 业 指 导 书年 月 日年 月 日1、新端子试作时,首批测试样品不得低于30组,生产过程中每隔2小时需抽测一次,测试过程中注意身后是否有其他人员,避免向身体体部位拉拽,以免造成人身伤害;东莞市锋杰电子制品有限公司1批准审核设备/仪器参考依据22AWG 524AWG 线材出现脱落或端子与胶壳出现脱落;线材规格116AWG/1.0MM 2≥10.8Kg 26AWG补充事项:≥5.4Kg ≥3.6Kg ≥2.0Kg4≥9.0Kg ≥7.2Kg 2014 年 04月 01日218AWG/0.75MM 2320AWG/0.5MM 2修改内容62.0测试方法:水平方向,以25mm/minute 速度表盘读数:单位N/Kg归零按钮胶壳脱落端子脱落01项计表盘上于同一个备注制作刘荣。
接线端子检验作业指导书

接线端子检验作业指导书第一篇:接线端子检验作业指导书接线端子检验作业指导书1、目的为本公司来料接线端子的检验提供指导,从而保证产品的质量。
2、范围适用于本公司所有接线端子的进货检验。
3、抽样标准采用GB2828抽样标准中的“正常检查一次抽样方案”进行抽检,规定检查水平为II,AQL值为2.5。
4、检测内容及方法4.1标志应有型号规格、电压以及相关证书等标志,并应清晰、正确。
可参照样板。
4.2外观颜色需与样板一致,色泽均匀,不应有气泡、划痕、损坏、生锈等不良现象。
4.3结构尺寸用卡尺测量其高度、安装孔位等,结构尺寸应符合样板及安装要求,接线端子上用的螺丝必须电镀,其后能顺畅安装,不得打滑及掉螺丝现象。
所有金属部件不允许有生锈氧化等不良现象。
连接导线的铜柱需采用黄铜制作,可用磁铁检验,两者不相吸时则可判定为黄铜制作。
4.4接线能力检查取一条(被检验端子规定范围内的)最小线径和一条最大线径的单芯电线分别试验,裸线8-10mm,接入端子里锁紧螺丝,用15N的力拔不出电源线,且左右或上下摆动电线5次电芯不会被端子螺丝底部螺纹切断,或拆除电线目视电线无切口状。
4.5阻燃测试(灼热丝试验)阻燃等级为94UL-V0。
固定带电部件的绝缘材料以及提供防触电保护的绝缘材料的外部件应能经受以下试验:650℃的灼热丝试验中无可见火焰、无持续或在灼热丝移去后任何火焰在30S内熄灭,燃烧物或融化物等落下不应使水平铺置在样品下200mm±5mm的绢纸着火或使松木板烧焦。
每批抽检1-3Pcs。
4.6耐热测试(球压试验)防触电用的绝缘材料外部件和固定带电部件的绝缘材料部件应有足够的耐热性。
试验方法:在试验条件125℃的加热箱内进行耐热性能试验,被测试部件的表面应水平放置,用直径5mm钢球以20N压力迫被测试部件的表面,若此表面在受试时弯曲,则应在球压部位下加以支撑,1小时后将球从样品上取下,样品在冷水中浸10S使其冷却,测量压痕的直径不得超过2mm。