预防轻系列圆锥滚子轴承套圈热处理变形的措施_杨文生
舍弗勒集团X-life圆锥滚子轴承TRB系列

舍弗勒集团X-life圆锥滚子轴承TRB系列
佚名
【期刊名称】《现代制造》
【年(卷),期】2014(000)039
【摘要】X-life是合弗勒集团超高性能产品的质量印记,与传统轴承产品相比,具有更高的基本额定动载荷,从而具有更长的额定寿命和使用寿命。
【总页数】1页(P57-57)
【正文语种】中文
【中图分类】TH133.33
【相关文献】
1.预防轻系列圆锥滚子轴承套圈热处理变形的措施 [J], 杨文生;赵玉明
2.舍弗勒T7FC系列圆锥滚子轴承在压缩机领域的应用 [J], 朱磊
3.轻窄系列圆锥滚子轴承滚子球基面与大挡边的接触关系分析 [J], 李亦轩; 贾松阳; 谢兴会; 尚艳涛; 范强
4.斯凯孚(SKF)推出全新升级版SKFExplorer系列四列圆锥滚子轴承 [J],
5.全新X-life系列 [J], 无
因版权原因,仅展示原文概要,查看原文内容请购买。
滚丝轮真空热处理变形原因分析及改进措施

市 f f f f 政 与 路 桥
科
铸铁 管漏 水事 故原 因及 防治
张 玉 姝 杨 金 梅
( 、 棱 市供 水 公 司 , 1穆 黑龙 江 穆 棱 17 0 2 伊 春 市政 设施 管理 处 , 龙 江 伊 春 13 0 ) 550 、 黑 50 0
垫上橡胶, 石棉绳 , 软质垫料等。 安上夹具 , 锁紧即 可 。 _丝堵堵漏。当铸铁管 , 4 4 有砂眼, 小的孔洞等 泄漏时, 可以钻孔攻丝, 以丝堵堵塞即可。5 4 换管。
对于铸铁管 , 当换管的长度不长时f 如小于 1 m, 01 则由于承插 口有一段重合长度 , 安装起来则应留 有一定的硬镶调解间隙。即实际镶接时的接管长 度 要 比镶接 间距 略短 。 一般 隋况下 管经 D 3O m N 0m 以上时短 3 r 0 m。为使镶接顺利 , a 两根镶接管的长 度应基本相同。D 0 m N70 m最小镶接长度为 1m 0 ( 即单根 管管长 5 ) N 0 m m, 5 O m最 小镶接长度为 D 6 D 3O m, N 0 mm以下不得小于 4 4 m。. 6密封剂堵漏。 密封剂堵漏技术是以管道在运行状态 ,使用密封 剂 进行 堵漏 的一 项技 术措 施 。根 据管 道输送 介 质 的性质 , 泄漏修补 , 而建立新 的密封结构系统。 从 当管道泄漏时, 可制作专用的套管, 套于管子的泄 漏部位,做为固定密封剂的外套 ,防止密封剂外 溢, 以便构成新 的密封空间 , 用注入密封空间 , 用 注入器( 密封刺射枪) 在高于泄漏介质系统的压力 下注入密封空间, 使注入密封压力与泄漏介质系 统 的压力相持平并维持一定温度,促使密封剂迅 速固化, 使之构成一个新的密封结构 , 消除介质的 泄漏。 _套管。 4 7 适用于裂缝不长或断裂的钢管, 用 比事故管 大二 级 的钢管 ,切较 裂缝或 断 口长 3 0 m的钢管, 0r a 延轴线方向从中间断开, 在两个半 管安在事故点 , 并将两个半管焊接成整管 , 按铸铁 管 打 口方式 将管 两段 打 口即可 。4 . 8快速接 头 。快 地 壳 的变动 不匀 , 铸铁 管断 裂。 使 管的裂 纹 引起 的泄 漏 。焊 接方 法是 先 延裂 纹焊 一 速接头是近年来各地教普遍的接头管件 ,其类似 3防治措施 。 .选择合格管材。 3 1 选择正规厂 遍 , 再延裂纹的左右按线焊接 , 形成类似拉筋性质 于伸缩节。适用于铸铁管的各种事故。安装方法 家生产的优质管材 , 有合格证 , 有试验报告 , 签定 的焊缝。4 2更换垫片紧固螺栓 。适用于法兰连接 是 , 将铸管事故段断掉 , 取与事故管管经相 同的铸 保质合同, 有进货, 运输中防止管道碰裂 , 要有预 密封泄漏的常用修理方法 , 若法兰本身有损伤, 则 式钢管 , 断取事故管段长度 , 然后用两套快速接头 防措施 。某市一水厂 , 采用 D 0 N30水煤气管作供 需要更换法兰。 3夹具陪 卡) 4 堵漏。 适用于铸铁管 将新换管段与原管段相连 , 紧固即可。 水管路 , 0 7 米管线施工后试压,发现 f 0 L 处管道漏 裂缝小 , 口短 , 裂 一般不超过 i0 m长。 0m 在裂缝 E
轴承套圈热处理锥度变形的分析及控制
第 2期 6 月
哈
尔
滨
轴
承
Vo l _ 3 5 No . 2
J 0U RN AL O F HARB I N B E ARI NC
J u n . 20 l 4
轴 承 套 圈热 处 理 锥 度 变 形 的分 析 及 控 制
1 前言
众所 周 知 ,轴 承套 圈 在热 处 理 过程 中会 产 生 多 种 变形 ,主要 有 椭 圆变 形 、锥 度 变形 和翘 曲变
2 轴承 套 圈热处理锥 度 变形 机理及 原 因分 析
轴 承套 圈在人 油 冷却 过 程 中会 经历 蒸 汽膜 阶 段 、沸腾 阶段 和对 流 阶段 。 由于套 圈 向周 围介 质 通 过 辐射 和 对 流传 递 热量 ,使 套 圈周 围产生 蒸 汽 膜 ,随着 热 量 继 续 传 递 ,包 裹 蒸 汽 膜 的 汽 一 液界 面发 生沸 腾 ,沸 腾 产 生 的蒸 汽进 入蒸 汽膜 中 ,使 膜 内的蒸 汽 压 足 以抵 挡 外 部液 体 的压 力 ,因而蒸 汽 膜得 以维 持 ;工 件 表面 的温 度 越高 ,蒸 汽 膜越 厚 ,也 越稳 定 【 l J 。在 蒸 汽 膜 内 ,挨 近 表 面 的蒸 汽 受 到一 个 向上 的浮力 ,会 向上 流 动 ,所 以上 部 的 蒸 汽 温 度 高 于 下 部 ,如 图 2 a 。在 试 样 表 面温 度
Ana l y s i s a nd c o nt r o l o f t a pe r de f or ma t i o n o f be a r i ng r i ng he a t t r e a t me n t
Li u Gu ol i , He Yu we i , Lv Ho n g we i
老师傅经验分享:预防和控制轴承套圈淬火变形、开裂、胀缩

老师傅经验分享:预防和控制轴承套圈淬火变形、开裂、胀缩作者:范仲和,在洛阳轴承厂技术中心从事金属材料和热工工艺研究及轴承失效分析工作,有着40多年的工作经验。
《金属加工》资深专家、作者。
来源:《金属加工(热加工)》杂志这篇文章主要分析了轴承套圈淬火变形、开裂、胀缩的产生原因和预防措施。
轴承钢套圈淬、回火后的变形和尺寸胀缩一直影响着热处理产品质量。
近年来,轴承行业热处理应用了贝氏体、马氏体与贝氏体的复合淬火新工艺,因淬火后套圈变形、开裂及胀缩量难以控制,同一批产品胀缩量忽大忽小差别较大,产品合格率较低,只能采取增大下一工序磨削加工的留量来满足产品的胀缩量,这样既浪费了材料也消耗了人工工时,所以有些企业只能放弃先进的贝氏体淬火工艺改回原马氏体淬火。
轴承钢套圈淬火变形、开裂、胀缩量产生的原因受很多因素影响,是一个相当复杂的问题。
下面分别讨论这些缺陷的产生原因及其应采取的解决办法。
1.淬火变形、开裂和尺寸胀缩轴承钢套圈在淬火时材料中的应力未达到弹性极限,材料只发生弹性变形,应力超过弹性极限而低于材料的强度极限时,则发生塑性变形;应力达到强度极限,材料就发生断裂。
因此,材料的变形和开裂是在应力大小和材料的性能指标两个因素作用下发生的。
淬火过程不可避免要出现淬火应力,包括热应力和组织应力。
在操作过程中还可能带来零件机械的碰撞产生应力,这些应力分布不均匀,在应力集中处可能比平均应力大许多倍;同时,由于材质的不均匀性和材料缺陷,使其各部位的强度指标也能悬殊许多倍,而且在材质薄弱处也往往正是应力集中处,因此,应力超过材料强度极限则发生局部断裂,亦即裂纹。
由于淬火应力和体积变化,引起零件各部分尺寸均匀变化而不改变零件形状,称尺寸胀缩。
由于不均匀的淬火应力,而使零件形状改变者,即常说的淬火变形。
套圈的径向不均匀变形大小(长、短轴之差值),通常叫套圈的椭圆度;套圈的轴向不均匀变形,通常叫翘曲变形(见图1),轴向均匀变形叫蝶形变形(见图2)。
滚动轴承套圈数控车削缺陷分析及改进措施

序言目前,国内轴承行业的轴承套圈已经采用先进的数控车削加工技术。
生产实践中发现,轴承套圈在数控车削加工过程中,由于受到各种因素的影响,加工出来的工件不仅达不到规定的技术要求,还会出现各种各样的质量问题,从而造成不合格品甚至废品。
因此,必须进行质量分析,找出质量问题产生的原因,采取相应的纠正预防措施。
滚动轴承套圈数控车削加工过程中的常见缺陷有:车刀纹粗大、垫伤、漏工序、工件放偏、车削瘤、滚道留筋、振纹、倒角异常、挡边低及崩刀等。
有些缺陷出现在表面,很容易被发现,例如车刀纹粗大、漏工序等,可以将缺陷件挑出来后进行返工,经检验合格后流转至下道工序;有些缺陷如垫伤、倒角异常及挡边低等,必须将缺陷件挑出来做报废处理;另外一些缺陷,例如工件放偏、车削瘤及滚道留筋等,不容易被发现,若流入下道工序,则会带来质量隐患,甚至会导致产品报废。
下面以实例分析方式,对滚动轴承套圈数控车削加工过程中产生的缺陷进行原因分析并加以整理归纳,提出相应的改进措施。
缺陷分析与改进措施2.1 工件车刀纹粗大轴承套圈车削完成后,发现端面有非常明显的粗大车刀纹(见图1)。
产生这种缺陷的主要原因是车削刀具选用不合理,如刃口形状、角度不正确(如刀头太尖等),甚至刃口有缺陷;进刀速度快,进给量选择不合理;主轴的间隙大,车削过程中产生振动;材料硬度不合格,如果套圈锻件太硬或太软,则也会出现刀纹粗大问题。
图1端面车刀纹粗大针对该问题采取的改进措施如下。
1)选择合适的车削刀具、合理的进刀速度,调整机床主轴间隙在合适的范围。
2)要求轴承套圈锻件球化退火后硬度在合格范围之内(如GCr15轴承钢退火硬度为8 8~94HRB),这样可避免因硬度不合格而导致的车削刀纹粗大问题。
3)改善机床的刚度,避免机床、工件及刀具在车削过程中产生振动。
4)对于端面有明显车刀纹的轴承套圈,挑出来做报废处理,决不能流入下道工序。
2.2 工件垫伤数控车削后的轴承套圈端面或外径某部位有明显的凹坑,称为车削垫伤。
减少轴承套圈热处理变形的方法
第31卷第4期201O年12月哈尔滨轴承J O U R N A L O F H A R B I N B E A R I N GV01.31N o.4D ec.20l0减少轴承套圈热处理变形的方法苏俊平1,郑伟东1,张润萍2(1.哈尔滨轴承集团公司热处理分厂,黑龙江哈尔滨150036;2.哈尔滨轴承集团公司轴承实验中心,黑龙江哈尔滨150036)摘要:针对中、轻系列轴承套圈在滚棒炉加工变形较大的问题,将热处理工艺参数进行调整,较好地解决了该问题,减少了浪费,保证了产品质量。
关键词:轴承套圈;热处理zz-E;热处理变形;应力中图分类号:T G l62.71;T H l33.33文献标识码:B文章编号:1672--4852(2010)04-0029-03M et hod of r educi ng heat t r eat m ent def or m at i on of b岫g ri】【lgSu J unpi n91,ZheI l g W ei d。
n91,zhI lg Runpi n孑(1.H eat T r e at m ent S u b-F a ct o r y,H ar bi n B ear i n g G r oup C or por at i on,H ar bi n150036。
Chi na;2.B e撕ng Tes t C ent er,H ar bi n B ear i n g G r oup C or por at i on,H ar bi n150036,C hi na)㈣onsidering t he l ar ge de f or m at i o n probl em of t he m edi um a nd l ight s er ies be ar i ng t i ngs dur i ng pr oces si ng in t hero l l ba r f ur nace,t he hea t t r eat m ent pa ra m e t e r w as adj ust e d,t hi s probl em w as bet t er s ol ved,w as t e w as r ed uced,t he pr oduc t quaL Li ty W aS ensur ed:K vym m i s:be ar i ng r i ng;heat t r e at m ent pr oc ess;h eat t r e at m e nt def or m at i o n;st r ess1前言中、轻系列轴承套圈在滚棒炉淬火加工时变形较大,产品质量难以保证,工人的整形劳动强度比较大,同时给磨加工造成一定难度,变形较大的轴承套圈磨起来浪费工时,影响精度,而且容易造成废品。
减少薄壁零件产生变形的主要措施

减少薄壁零件产生变形的主要措施减少薄壁零件变形的“秘诀”大家好,今天咱们聊聊怎么让那些又薄又轻的零件不那么容易变形。
想象一下,你手里捧着一个精致的小盒子,里面装着心爱的小玩意儿,要是一不小心摔了,那可就心疼啦!所以,减少薄壁零件变形,就像给这些小东西穿上了一件“防震衣”,让它们在运输和使用时都能稳稳当当的。
首先得说说,为啥薄壁零件容易变形呢?这主要是因为它们的材质比较软,加上结构又细长,一受力就容易弯曲。
就像我们小时候玩的橡皮筋,太松了就容易弹起来,这就是一种“弹性”。
不过,对于精密的机械零件来说,这种“弹性”可是个大问题,因为它会让零件的形状变得不准确,影响机器的正常工作。
那么,怎么才能减少薄壁零件的变形呢?咱们来聊聊几个小技巧。
1. **选择合适的材料**:不是所有材料都适合做薄壁零件。
比如,一些塑料或者金属合金,它们的强度和韧性都不错,但要是太软了,还是容易变形。
所以,选材料的时候,得根据自己的需求来,既要保证零件的性能,也得考虑它的耐用度。
2. **设计合理的结构**:结构设计得当,能让零件更结实。
比如说,咱们可以设计成空心的,这样既能减轻重量,又能增加强度。
还有啊,加些加强筋或者使用复合材料,也能让薄壁零件变得更加坚固。
3. **施加预应力**:给零件施加一定的预应力,可以让材料在受到外力之前就已经“准备好”了。
这样,即使遇到冲击或者振动,零件也不会那么容易变形。
当然啦,这种方法得根据具体情况来定,不能乱来哦。
4. **表面处理**:对薄壁零件进行适当的表面处理,比如镀层、喷漆或者热处理,也能提高它们的抗变形能力。
因为这些方法能改变材料的化学或物理性质,让零件变得更硬、更耐磨。
5. **控制加工精度**:在制造过程中,严格控制加工精度,确保每个零件都符合设计要求。
这样,即使有些零件在运输或使用中受到了一点小磕碰,也能保持形状不变。
6. **定期维护检查**:别忘了,定期给那些薄壁零件“体检”,看看它们有没有出现磨损或者损伤的情况。
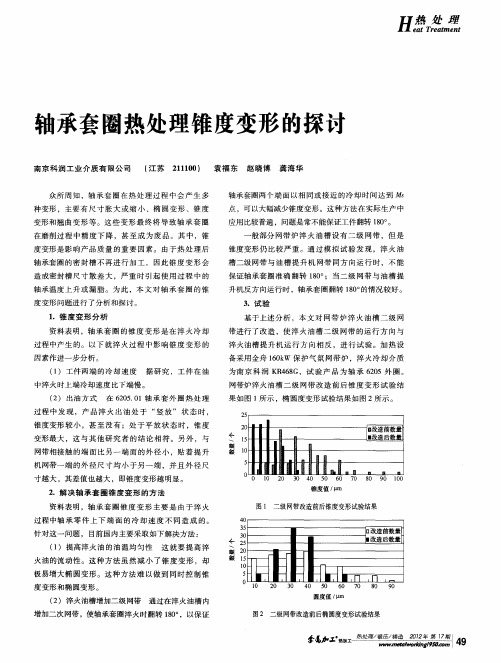
轴承套圈热处理锥度变形的探讨
极 易增 大椭 圆变 形 。这 种方 法 难 以做 到 同 时控 制 锥
度变形 和椭 圆 J 1 。■ . ■ l 几 . . n 一
5 O 6 O 7 O 8 O 9 O
1 O
2 O
3 O
4O
( ) 淬火油槽增a -级 网带 2 n
过程 中产生 的。 以下 就 淬火 过 程 中影 响锥 度 变形 的 因素作进 一 步分析 。 ( )工 件两 端 的冷 却 速 度 1 据 研 究 ,工 件在 油
基于 上述 分 析 ,本 文对 网带 炉 淬 火 油 槽 二 级 网
带进 行 了改造 ,使 淬 火 油 槽 二 级 网带 的运 行 方 向与
裂纹 。裂纹 的 发 生取 决 于 材 料 的延 展 性 ,为此 需 要
使用 专 门为 冷锻制 造 的材 料 。
自由镦粗 中,当 坯料 的初 期 高 度 是 直 径 的 2倍
以上 时 ,如 图 1 b所 示 , 由于材 料 失稳 而导 致 坯 料 l
镦粗 。加工 压力 随着 摩 擦 约束 而增 加 ,变 形 时坯 料
淬火 油槽 提 升 机 运行 方 向相 反 ,进 行 试 验 。加 热 设
备采 用金 舟 10 W 保 护 气 氛 网带 炉 ,淬 火 冷却 介 质 6k
为南 京 科 润 K 4 8 R 6 G,试 验 产 品 为 轴 承 6 0 2 5外 圈。
中淬火 时上端 冷却 速度 比下端慢 。
( ) 出油 方式 在 6 0 . 1轴 承套 外 圈热 处 理 2 25O
蛔
日 改造
● 改造
1 5
网带相 接触 的端 面 比另一 端 面 的 外 径 小 ,贴 着 提 升
机 网带 一端 的外 径 尺 寸均 小 于 另 一端 ,并 且 外 径 尺 寸越大 ,其差 值也越 大 ,即锥度 变形越 明显 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第2期
杨文生,等:预防轻系列圆锥滚子轴承套圈热处理变形的措施 表1 32024X/02内径抽检结果
・33・
序号 1 2 3 4 5 6 7 8 9 10
淬火后基面 淬火后非基 淬火前/mm 端/mm 面端/mm 上偏差 下偏差 上偏差 下偏差 上偏差 下偏差 -0.70 -0.75 -0.65 -0.75 -0.90 -1.05 -0.65 -0.76 -0.65 -1.00 -0.95 -1.20 -0.68 -0.73 -0.6 -0.66 -0.85 -1.00 -0.75 -0.75 -0.7 -0.85 -0.90 -1.10 -0.75 -0.80 -0.7 -0.80 -0.80 -0.95 -0.60 -0.70 -0.6 -0.85 -0.75 -1.00 -0.74 -0.79 -0.7 -0.80 -0.98 -1.03 -0.75 -0.80 -0.76 -0.85 1.00 -1.10 -0.74 -0.78 -0.7 -0.72 -0.95 -1.00 -0.65 -0.69 -0.6 -0.75 -0.90 -1.00
摘 要:分析了轻系列圆锥滚子轴承套圈热处理后产生变形的原因,得出了通过提高轴承套圈车加工质量来 预防和控制热处理变形的方法,提高了磨削加工质量和生产效率,减少了废品,降低了磨削材料及能源的消 耗。 关键词:轻系列圆锥滚子轴承套圈;热处理变形;热应力;组织应力;锥度 中图分类号:TH133.33+2,TG162.71 文献标识码:B 文章编码:1672-4582(2013)02-0031-03
第 34 卷 第 2 期 2 0 1 3 年 6 月
哈 尔 滨 轴 承 JOURNAL OF HARBIN BEARING
Vol.34 No.2 Jun. 2 0 1 3
预防轻系列圆锥滚子轴承套圈热处理变形的措施
杨文生,赵玉明
(哈尔滨轴承集团公司 通用轴承公司,黑龙江 哈尔滨 150036)
4 变形的方式及规律
从图 3 中的数据可知,K=0.002 , m=0.06, 因此d=0.002D-0.06 ,D的适用范围: 60≤D≤200mm。 一般情况下,比例常数K随着淬火后的各种条 件反应出不同的值,例如:淬火时在Mo点以下冷 却速度快时的 K 值比冷却速度慢时的 K 值要大, 另外由于油温、奥氏体化温度、冷却介质种类、 试件形状等不同,K值也不同。为减少膨胀量分 散性,淬火时的操作条件必须能使K值一定。 4.2 形状的改变 形状的变形主要包括椭圆度、棱圆度、锥度 和平面弯曲度(翘曲)等。 轴承套圈的原材料和退火组织不均匀,也使 得组织转变应力不均匀,不均匀的热应力和组织 应力共同作用的结果,就使得轴承套圈淬火时产 生椭圆。 锥度是轴承套圈二端平均尺寸的差,两端壁 厚不对称的轴承套圈,淬火时锥度相对会变大一 些,严重时会造成废品。 实际生产中,为掌握圆锥轴承轻系列产品的 变形量,做了试验抽检记录,见表 1。
3
影响套圈热处理变形的因素
2
磨削加工中存在的问题
淬火后轴承套圈的变形,使套圈外径﹑内径 尺寸和形状上产生变化,较大的变形,严重影响 磨削加工的质量和效率,尤其是圆锥滚子轴承, 两端壁厚不对称,使得基面部位外径尺寸略微涨 大,而非基面部位向里收缩变小,内圈的内径和 外圈的外径产生较大的锥度,内滚道﹑外滚道角 度值改变,造成磨削留量增大或欠缺,几何精度
Measures of preventing heat treatment deformation for light series tapered roller bearing ring
Yang Wensheng, Zhao Yuming
( Greneral Bearing Company, Harbin Bearing Group Corporation, Harbin 150036, China ) Abstract: Based on analyzing the reason of deformation of the light series of tapered roller bearing ring after heat treatment, the heat treatment deformation was prevented and controlled by improving the turning quality of the bearing rings, the grinding processing quality and the production efficiency were improved, the waste product, the grinding material and energy consumption was reduced. Key words: light series tapered roller bearing ring; heat treatment deformation; thermal stress; structural stress; taper
要控制在1.33~1.50m/s。系统压力过大,进给量 过快会产生较大的挤压力,会使轴承套圈在热处 理时释放车加工的残余应力,造成工件变形量的 增加。 (2)控制好车加工过程中的几何形状精度, 夹具安装找正要精确,椭圆度、壁厚差、锥度等 几何形状精度要在技术条件要求范围内尽量好一 些。 (3)车加工的产品尺寸要控制在尺寸公差的 中间值。尺寸散差要小。锻件的留量,退火的硬 度,刀具切削刃的磨损都会造成车加工工件尺寸 散差增大。尺寸散差过大,会使磨削加工尺寸偏 差很难控制,影响磨加工的产品质量。 (4)根据轴承套圈淬火变形的规律,在车加 工时应预留出锥度变形的空间。一般情况下, 截面非对称轴承套圈的变化规律是:远离基面的 直径尺寸会有不同程度地发生收缩,内外圈皆是 如此,而且系列代号越轻﹑幅面越宽的产品变形 越大。因此在车加工精车时,考虑淬火后变形的 问题可参考表1的抽检结果数值。以圆锥滚子轴 承内圈(见图 4)为例:精车内滚道的实际锥角 β1,要比成品设计角度β略小Δ β,β1=β-Δ β。精 车内径时,要人为地加工出非基面端内径尺寸比 基面端的内径尺寸略大的锥度,两端面内径尺寸 的差值为Δ d,d1=d+Δ d。因Δ β在实际测量中, 量表的读值显示的是距离,所以Δ β ≈Δ d /2。 Δ d 应根据套圈直径尺寸的大小、系列代号的宽 窄、轻重等不同条件选取。对于50mm≤ d ≤80 mm,80mm≤D≤250mm的圆锥轴承圈,Δ d 值可取在0.07~0.3mm之间。通常情况下,取值 的规律是直径越大,系列越轻、越宽的套圈, Δ d 取值越大。余下一定程度的变形量,可以在 磨加工过程中消除。此方法以应用多年,有效地 减少了车工变形对磨工的影响。
・32・
哈 尔 滨 轴 承
第 34 卷
拉应力+
压应力a b c
图 1
圆柱体工件热应力引起的塑性好,结果被压得更粗,形成腰鼓状变 形,如图1 c。从这里可以看出,形状简单的工 件,当其高度大于直径时,在热应力作用下,其 变形的趋势是高度缩短,直径变粗,而中间直径 变得更粗。 3.2 组织应力 组织应力引起的变形与热应力变形相反,仍 以圆柱体工件为例,如图 2a,圆柱体在冷却中, 表面先冷,当冷至MH点时奥氏体转变成马氏 体,因体积膨胀引起压应力。这时心部处于奥氏 体阶段,因其比容小,力图阻止表面膨胀,因而 产生了拉应力。如图 2b。由组织转变引起的内 应力称组织应力。当组织应力超过钢材的屈服极
+ a b 拉应力
淬火变形一般分为两类,一类是体积上的变 化,另一类是形状上的变化,轴承套圈在淬火过 程中变形形式较为复杂,但其原因主要是由几种 基本变形叠加而成。 4.1 尺寸的改变 一般情况下轴承套圈淬火时,由于马氏体的 转变所引起的尺寸变化,表现为套圈直径和宽度 尺寸变化。图3为有代表性的轴承套圈在连续淬 火炉中淬火后外径尺寸涨缩规律,轴承套圈外径 尺寸越大,膨胀量越大。其值可用公式(1)求 出。 d=KD-m (1) 式中:d——外径尺寸变化量或膨胀量(mm), K——比例常数 , D——外径尺寸(mm), m——修正值(mm)。
收稿日期:2013-01-08. 作者简介:杨文生(1968-),男,工程师.
轴承套圈在热处理淬火时,由于零件各个部 位的冷却不均匀,不可避免地出现热应力和组织 应力而导致零件套圈的变形。 3.1 热应力 在冷却时,热应力是因热胀冷缩引起的工件 内部一部分金属对另一部分金属的作用力。图1 中以一个圆柱体工件为例,说明热应力引起的变 形。圆柱体在冷却时,由于冷却不均匀,表面 冷得快先收缩,心部冷得慢,阻碍表面收缩,这 样表面先冷却的部分受到来自心部的一种拉应 力,而心部受到表面部分的一种压应力,如图1 b,拉应力与压应力总称为热应力。如果热应力 值超过了该钢材的屈服极限(σ s)时,工件将 发生变形。在冷却中心部温度高,结果圆柱体高 度缩短,直径变粗。又由于圆柱体中间较两端温
d=KD-m d=0.002D-0.06 设50≤D≤200mm
0.4 0.3 0.2 0.1
压应力 c
60
图 3
外径尺寸D/mm 轴承套圈淬火后外径尺寸涨缩规律
80
100
120
140
160
180
200
图 2
圆柱体工件组织应力引起的变形示意图
限(σ s)时,工件将发生变形。心部处于奥氏 体状态温度高,塑性好,容易变形,它在拉应力 作用下被拉长了,圆柱体中间较两端塑性更好, 结果被拉得变细了。在组织应力作用下,圆柱体 高度增加,直径变细,中间更细,如图2c所示。 从这里可以看出,对于形状简单的工件,其 高度大于直径时,在组织应力作用下其变形的趋 势是高度增加,直径变细,中间变得更细。 3.3 其它淬火变形因素 (1)刀具进给量过大而产生的残余应力。 (2)卡紧工件的卡力过大,使工件在车加工 时产生较大的椭圆度,淬火后椭圆度更大。车加 工件几何精度过大(椭圆度、棱圆度、锥度等) 会增加淬火后工件的变形量。 (3)工件车加工后的尺寸散差过大,各套圈 尺寸大小不一,加上淬火后变形,在磨加工时因 缺少磨量而成废品,或因磨量过大,导致生产效 率降低、浪费辅材和能源。