特殊过程工艺参数监控记录表
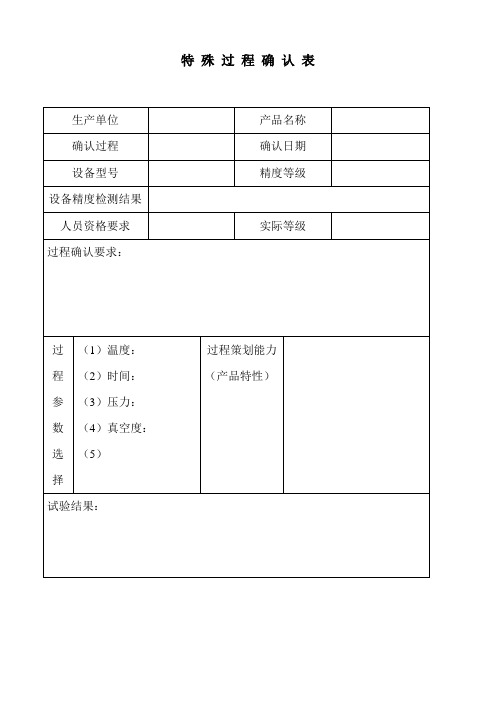
特殊过程确认表
特殊过程确认表审核经验介绍:对工业企业特殊过程确认CQC四川评审中心杨红斌---------------------------------------------------------在审核中,审核员往往遇到审核特殊过程,要求获得特殊过程确认有关证据,企业往往填写一张“特殊过程确认表”,认为就是进行了确认,不填写表,就是没有确认,一张表中,泛泛写了“人员确认满足,设备确认满足,工艺确认满足”就认可,如果企业没有填写确认记录表,就认为没有确认。
把确认仅仅限于记录,不追求实质,实际上是对标准理解出现偏差,如果企业也这样流于形式,就没有起到实际控制效果。
因此,本人对工业企业特殊过程的确认控制谈谈个人意见,供大家参考,希望起到抛砖引玉的作用。
1对特殊过程的识别对识别很重要,如果特殊过程识别不清,就无法谈到确认。
标准中规定:生产和服务提供过程的输出不能由后续的监视或测量加以验证时为特殊过程,即工序后不能进行检验、或不能经济检验、或问题要在产品使用中才会反映出的作为特殊过程。
应该说这个定义很清楚,往往企业确定特殊过程时会存在问题,他们按照工艺种类分类,如焊接、热处理、表面处理等,这些都是特殊过程,但进行确认问题就来了,就焊接、热处理、表面处理,每类中有许多种情况,如焊接有钨极氩弧焊、埋弧焊、气体保护焊、电阻焊、手工电弧焊机等,热处理有淬火、正火、调质、回火、退回、表面热处理等,表面处理有电镀、发黑、磷化、油漆、喷塑等,如果单讲对焊接、热处理、表面处理进行确认,肯定不知道从何做起。
本人认为,对特殊识别要注意两点,一是要按照工序识别而不要按照种类识别,不要一概讲焊接、热处理是特殊过程,比如在有些工序中,如有的焊接起搭接作用、完全不承受力,就不是特殊过程;也有的热处理,在工序中仅作为中间过程,主要为了保证好加工,要求表面硬度值,表面硬度是可以检验的,也就不是特殊过程了,因此在特殊过程识别,应落实到具体的工序中,根据工序的具体情况而定,这样对过程确认起来也具体了。
注塑特殊过程确认表(20200930061515)
实际果
外观平整光滑,表面是否有划伤,无异 色点、气丝、塌坑、缺料、变形、毛 边、断裂、杂物等,注胶口是否起皮、 突起等。是否压伤五金零件,对接插头 试装是否灵活。
确认人签名
确认人
部门
确认人
部门
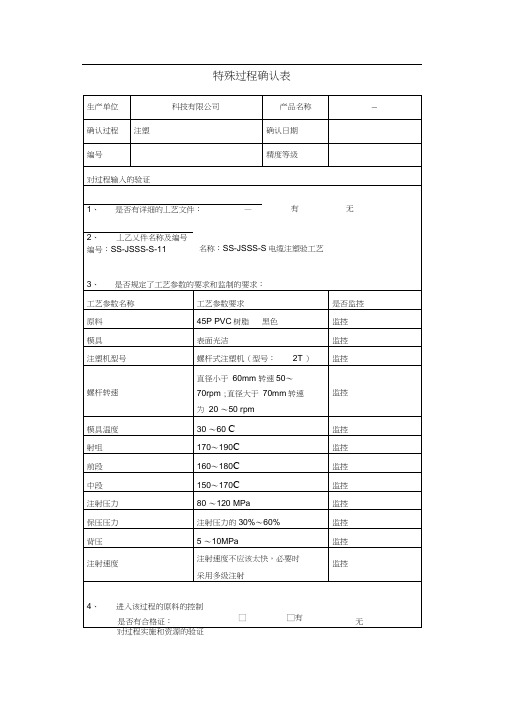
特殊过程确认表
生产单位
科技有限公司
产品名称
—
确认过程
注塑
确认日期
编号
精度等级
对过程输入的验证
有
无
1、是否有详细的丄艺文件:—
2、丄乙乂件名称及编号
编号:SS-JSSS-S-11
名称:SS-JSSS-S电缆注塑验工艺
3、是否规定了工艺参数的要求和监制的要求:
工艺参数名称
工艺参数要求
是否监控
原料
45P PVC树脂
记录名称:注塑控制参数记录表
参数名称
工艺参数要求
监控结果
环境温度
环境湿度
原料
45P PVC树脂黑色
模具
表面光洁
注塑机型号
螺杆式注塑机(型
号:2T)
螺杆转速
直径小于60mm转 速50〜70rpm;直径 大于70mm转速为
20〜50rpm
模具温度
30〜60C
射咀
170〜190C
前段
160〜180C
中段
150〜170C
黑色
监控
模具
表面光洁
监控
注塑机型号
螺杆式注塑机(型号:2T)
监控
直径小于60mm转速50〜
螺杆转速
70rpm;直径大于70mm转速
监控
为20〜50rpm
模具温度
30〜60C
监控
技 术 02 特殊过程确认表

NO:
过程名称
执行准则/标准
工序部位
确认类别
□首次确认□再确认
再确认原因
□周期性确认□人员变更□设备变更□材料变更□工艺参数控制变更
其他:
主要设备/仪器/工具
ห้องสมุดไป่ตู้名称
型号
使用工序
编号
备注
人员资格
姓名
资质证书
证书编号
作业指导文件
确认内容:
1、作业指导书□有□无
2、监视测量设备的校验并合格□是□否
3、设备/设施的检查与保养(日常、周期和预防性)□是□否
4、操作人员的资质的符合性□符合□不符合
5、现场观察/样品/实验结果是否合格□合格 □不合格
6、过程参数的监视与记录□有□无
评审负责部门
确认负责人
参加人员
参加部门
参加人员
确认时间
地点
评审结论
确认负责人(签字):
年 月 日
审核:批准:编制:
年月日年月日年月日
特殊过程确认(工艺验证)报告

2.设备是否经过验证且完好:□是□否
3.是否按规定对过程进行监控:□是□否
4.是否按规定对过程监控结果进行记录:
记录名称
参数名称:
1.工艺文件的执行率:
2 .监控记录与工艺文件的符合率:
3.过程产品质量的符合情况:
名称
质量
要求
实际
结果
样品数
4.进入该过程的原料的控制如何
是否有合格证明:□有□无
特殊过程确认(工艺验证)报告
编号:TKP/7.5.2/JL–01验证组织部门:技术部序号:
过程名称
验证日期
验证部门
对过程输入的验证
对过程实施和资源的验证
对过程输出的验证
1.是否有详细的工艺文件:□有□无
2. 工艺文件名称及编号:
文件名称 文件编号
2.1
2.2
3.是否规定了工艺参数的要求和监控的要求
1.人员是否经过培训、考核和持证上岗:
验证结论
验证部门
技术部
品管部
业签名
日期
特殊过程焊接工艺确认

特殊过程焊接工艺确认
1、是否有详细的工艺文件:
■ 有□ 无
2、工艺文件名称及编号:编号:
名称:QHJC/QS—3010 《焊接工序操作规程与技术要求》
第二部分焊工岗位操作规程
3、是否规定了工艺参数的要求和监制的要求:
1、人员是否经过培训、考核和持证上岗:
■ 是□ 否
2、设备是否经过验证且完好:
■ 是□ 否
3、是否按规定对过程进行监控:
■ 是□ 否
4、是否按规定对过程监控结果进行记录:记录名称:
埋弧焊接控制参数记录表 JX/QS-O71参数名称:
监控结果:板厚12108焊丝规格1、
21、
21、2监控电流250A250A250A焊接速度600mm600mm650mm监控时间7、309、30
13、30操作工全文结束》》x全文结束》》x全文结束》》x 工艺参数名称工艺参数要求是否监控焊条烘培温度/时间250C /2
小时监控焊接参数1、板厚:8-14监控2、焊接电流:250A监控3、焊接电压:32-34V4、焊速150-800mm/min5、焊丝:1、2mm监控
4、进入该过程的原料的控制如何是否有合格证明:
■ 有□ 无对过程输出的验证名称质量要求实际结果样品数焊缝外观不允许有裂纹、焊瘤、夹清、气孔、咬边等无2基焊缝等高07U关键部件的装配环境进行必要的控制,以确保过程质量。
2、4、3特殊过程的控制,应注意以下几点:焊接工序焊工序等A 所用材料及与之相对应的工艺规程是否符合产品要求,必须确认它们的符合性,适应性,必要时加以验证。
B 对影响焊接质量的过程参数,按工艺规程要求进行控制和检测,并加以检查和记录,以保证过程质量。
烘烤特殊过程确认表

待烤半成品质量要求
人员资格要求
设备要求
工艺要求
文件/记录要求
经检验合格
烘烤操作人员应经过培训,熟悉《作业指导书-烘烤》,并经实践证明能熟练规范的进行烘烤操作。
烤箱能力达到规定的工艺要求
烤箱:
烘烤时间/次:见《作业指导书》
烘烤温度:《作业指导书》
应编制《作业指导书-烘烤》,提供给操作人员使用。
烘烤时间/次、
烘烤温度:均在《作业指导书》规定范围内。
已编制《作业指导书-烘烤》,提供给操作人员使用
有对烤箱的各项参数进行监控,并记录于《烘烤记录表》
确认结果
符合要求
符合要求
符合要求
符合要求
符合要
确认人:
确认时间:
备注:
应对烤箱的各项参数进行监控,并保持监控记录。
确认记录
材料
人员资格
设备
工艺
文件/记录
已经过检验合格,具体见《IPQC抽检记录表》
公司已安排XXX专门进行烘烤操作。经验证XXX均经过培训,熟悉《作业指导书-烘烤》,并经实践操作证明能熟练规范的烘烤操作。
经验证烤箱能力达到规定的工艺要求
经确认工艺符合规定要求
关键工序特殊过程监控台账
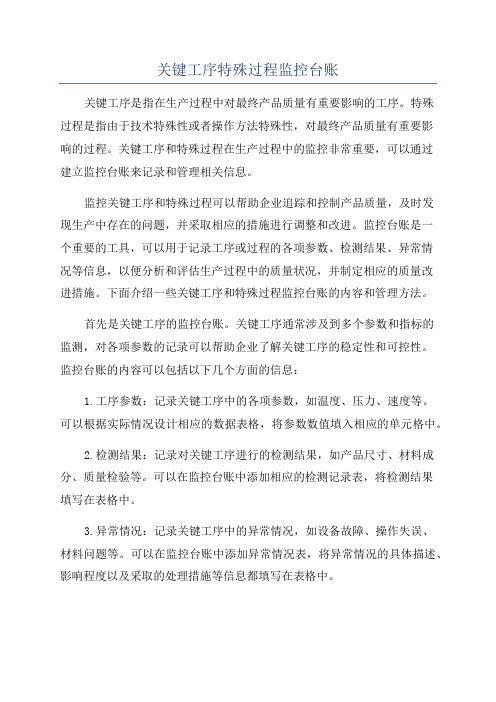
关键工序特殊过程监控台账关键工序是指在生产过程中对最终产品质量有重要影响的工序。
特殊过程是指由于技术特殊性或者操作方法特殊性,对最终产品质量有重要影响的过程。
关键工序和特殊过程在生产过程中的监控非常重要,可以通过建立监控台账来记录和管理相关信息。
监控关键工序和特殊过程可以帮助企业追踪和控制产品质量,及时发现生产中存在的问题,并采取相应的措施进行调整和改进。
监控台账是一个重要的工具,可以用于记录工序或过程的各项参数、检测结果、异常情况等信息,以便分析和评估生产过程中的质量状况,并制定相应的质量改进措施。
下面介绍一些关键工序和特殊过程监控台账的内容和管理方法。
首先是关键工序的监控台账。
关键工序通常涉及到多个参数和指标的监测,对各项参数的记录可以帮助企业了解关键工序的稳定性和可控性。
监控台账的内容可以包括以下几个方面的信息:1.工序参数:记录关键工序中的各项参数,如温度、压力、速度等。
可以根据实际情况设计相应的数据表格,将参数数值填入相应的单元格中。
2.检测结果:记录对关键工序进行的检测结果,如产品尺寸、材料成分、质量检验等。
可以在监控台账中添加相应的检测记录表,将检测结果填写在表格中。
3.异常情况:记录关键工序中的异常情况,如设备故障、操作失误、材料问题等。
可以在监控台账中添加异常情况表,将异常情况的具体描述、影响程度以及采取的处理措施等信息都填写在表格中。
4.控制措施:记录采取的控制措施和改进措施,以保证关键工序的稳定性和可控性。
可以在监控台账中添加控制措施表,将控制措施的内容、责任人以及实施时间等信息都填写在表格中。
以上是关键工序监控台账的主要内容,可以根据实际情况进行调整和补充。
在管理关键工序监控台账时,应采取以下几点措施:1.定期更新:监控台账应定期进行更新,将最新的信息记录在其中。
可以根据实际需要,将更新频率设定为每天、每周、每月等不同的时间段。
2.数据分析:定期对监控台账中的数据进行分析,并根据分析结果制定相应的质量改进措施。
路基关键工序(特殊过程)质量验收记录表
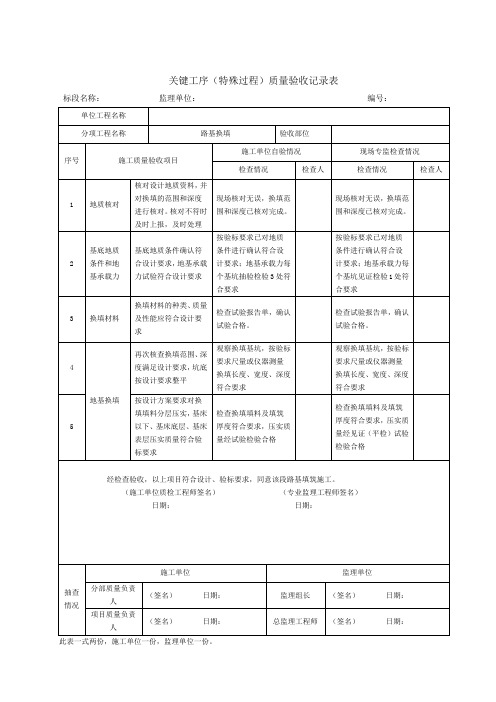
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
关键工序(特殊过程)质量验收记录表标段名称:监理单位:编号:此表一式两份,施工单位一份,监理单位一份。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特殊过程工艺参数监控记录表
2011年 11 月过程名称:焊接过程
日期工艺参数要求监控记录
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
焊丝直径为1.2 mm
焊接电流240-340(A)
焊接电压30-40(V)
记录人:JL-7.5.2-02
特殊过程工艺参数监控记录表
2011 年 11月过程名称:喷漆过程
日期工艺参数要求监控记录油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
油漆与稀料按1:1的比例均匀配比;
打气泵压力0.8-1.2M P之间;
喷壶与产品表面的距离大约保持在40-60cm;
记录人:JL-7.5.2-02。