量具 自校 规程
常用量具自校规程
常用量具自校规程1范围本办法规定了计量自校规程的使用范围。
适用于公司内一切在用和新购买的监视和测量设备的自校。
2职责计量管理人员负责计量自校规程拟制和实施。
3计量自校规程的贯彻3.1自编校准方法附录A 通用卡尺自校规程附录B 千分尺自校规程附录C 指示表(指针式、数显式)、大量程百分表自校规程附录D 直角尺、刀口形直尺、塞尺、半径样板自校规程附录E 螺纹塞规自校规程附录F 高度卡尺自校规程3.2计量器具维护按《检测工具日校对记录》等相关要求执行。
3.3计量器具管理按《计量器具管理文件》执行。
附录A 通用卡尺自校规程A.1目的:对通用卡尺进行自校,确保其准确度和适用性保持完好。
A.2范围:适用于本公司所有通用卡尺的自校。
A.3自校基准:外校合格的表面粗糙度比较样块、刀口角尺、外径千分尺。
A.4环境条件:室温。
A.5外观A.5.1目视:表面应镀层均匀、标记应清晰,表蒙透明清洁。
不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无目力可见的断线或粗细不匀等,以及影响外观质量的其他缺陷。
A.5.2新卡尺上必须有制造厂名或商标、分度值和出厂编号。
A.5.3使用中和后续检定的卡尺,允许有不影响使用的外观缺陷,允许限制使用合格部分。
A.6各部分相互作用A.6.1用手来回拉动尺框应手感平稳、不应有阻滞或松动现象。
数字显示应清晰、完整,无黑斑和闪跳现象。
各按钮功能稳定、工作可靠。
A.6.2各紧固螺钉和微动装置的作用应可靠。
A.7测量面的表面粗糙度目力观察或用表面粗糙度比较样块比对,应符合《表1》规定,允许表面有不影响使用准确度的磨、划痕。
表1 测量面的表面粗糙度A.8测量面的平面度将刀口角尺的测量边正放(±15°内)在测量面上,目视不允许有光隙。
A.9圆弧内量爪的基本尺寸和平行度合并两量爪,用1级0~25mm外径千分尺检定,应符合《表2》规定。
表2 圆弧内量爪的基本尺寸偏差和平行度A.10刀口内量爪的平行度将游标定格在正10mm处并固紧,用0~25mm的外径千分尺沿刀口内量爪在平行于尺身方向测量,平行度应≤0.01。
计量器具自校规范标准[详]
![计量器具自校规范标准[详]](https://img.taocdn.com/s3/m/fbdad6947c1cfad6195fa790.png)
计量器具自校规1、游标卡尺部校准规1目的对游标卡尺进行部校准,确保其准确度和适用性保持完好。
2围适用于普通游标卡尺及数显、带表游标卡尺的部核准。
3校验基准外校合格的量块。
4环境条件室温5校验步骤5.1检查卡尺测量接触面是否平整、干净、无污渍、锈迹,数显卡尺的显示屏是否完好,带表卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
5.2调校零位,或使指针对准零点。
5.3取2~3块任意基准量块进行度量,量块被测面要干净、平整。
每块连续测量三次,每次测量值均应在允许误差围,将其平均值记录在《检测设备校验记录表》。
允许误差围根据不同卡尺的精度分为±0.01mm、±0.02mm。
5.4测径接触面磨损程度:取两块量块(构成测量的基准面)夹紧一块量块成“H”型,然后移动表头,使卡尺上面的测量端开后靠紧两基准面进行读数,每块测量三次,取平均值。
测量值与标准值根据不同卡尺的精度分为±0.01mm、±0.02mm,将其平均值记录在《检测设备校验记录表》中。
5.5可根据不同量程的卡尺选用不同的基准量块或组合进行校准;5.6历次测量值与标准值之差,均在允许误差围,判校准合格;2、千分尺部校验规程1目的对千分尺进行部校准,确保其准确度和适用性保持完好。
2围适用于千分尺的部校准。
3校验基准外校合格的标准量块。
4环境条件室温5校验步骤5.1检查千分尺测量接触面是否平整、干净、无污渍、锈迹,刻度是否清晰。
5.2扭动千分尺螺栓调校零位,使刻度对准零点。
5.3根据不同量程的千分尺选择适宜的标准量块3~4块,(可对标准量块进行组合测量)。
每块量块连续测量三次,每次测量值均应在允许误差围,将其平均值记录在《检测设备校验记录表》。
允许误差围为±0.01mm。
5.4外径千分尺的校验:任意取5-6块标准量块,取两块量块(构成测量的基准面)夹紧一块量块成“H”型,扭动螺栓使外径千分尺的测量端开后靠紧两基准面进行读数,每块测量三次,每次测量值均应在允许误差围。
自制量具内部校准规程-通止端规
通止规内部校准规程
KT/WI-06-019
1 目的:加强对计量器具的管理,确保器具测量的准确性及检测结果的有效性
2 校验范围:公司内使用的所有光滑通止规(以下简称通止规)
3 校验环境:温度20±5℃,周围无振动、噪声、外部干扰
4 校准方法:以检定合格且在有效期内的千分尺对通止规直接校准
5 校准周期:2年
6 校准步骤:
6.1取标准块对校验的千分尺进行使用前校准。
6.2用无尘纸沾酒精,将通止规擦拭干净。
6.3检查通止规使用部位应无变形、碰缺、凸起、锈斑等其它影响精度的缺陷。
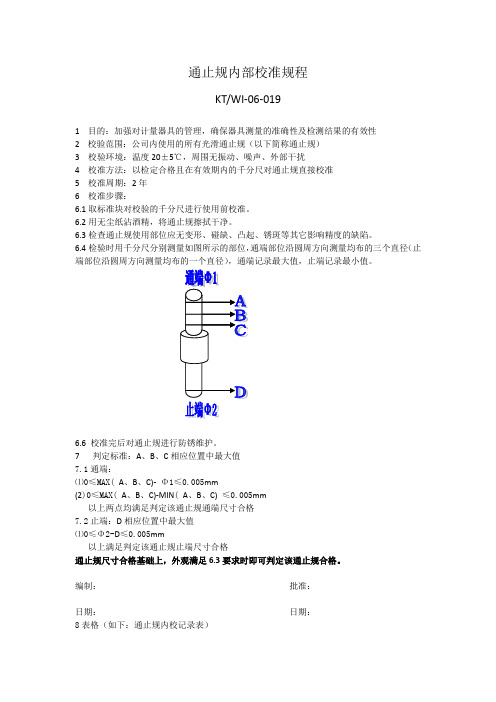
6.4检验时用千分尺分别测量如图所示的部位,通端部位沿圆周方向测量均布的三个直径(止端部位沿圆周方向测量均布的一个直径),通端记录最大值,止端记录最小值。
6.6 校准完后对通止规进行防锈维护。
7 判定标准:A、B、C相应位置中最大值
7.1通端:
⑴0≤MAX( A、B、C)- Φ1≤0.005mm
(2)0≤MAX( A、B、C)-MIN( A、B、C)≤0.005mm
以上两点均满足判定该通止规通端尺寸合格
7.2止端:D相应位置中最大值
⑴0≤Φ2-D≤0.005mm
以上满足判定该通止规止端尺寸合格
通止规尺寸合格基础上,外观满足6.3要求时即可判定该通止规合格。
编制:批准:
日期:日期:
8表格(如下:通止规内校记录表)
通止规内校记录表。
计量器具自校规程
附录A
计量器具自校规程
按照ISO9001:2008质量体系要求,确保在用计量设备的准确,特制定此规程。
我公司自校计量器具主要有:量筒,滴定管,吸管等。
一.校准方法:
1.将待校准的玻璃仪器及带盖的玻璃容器彻底洗刷干净,在烘箱中干燥并冷却后,将玻璃容器在万分之一天平上秤重,记下秤重数值(容器重)。
2.将待校准的玻璃仪器装满蒸馏水,准确至刻线,然后移入玻璃容器内,盖好盖子,在万分之一天平上秤重,记下秤重数。
(总重)
3.测量蒸馏水的温度,查出相对温度下的比重。
3.计算:
总重-容器重
容量=
蒸馏水的比重
如果计算的数值与标准值相同,则此仪器为准确。
如果计算的数值与标准值不相同,则此仪器为不准确,须重新标定后方可使用。
以上计量器具的校验周期为每3年一次。
新增加的仪器须经过校准后才能投入使用。
计 量 器 具 自 校 规 程
计量器具自校规程
文件编号:
分发号:
持有人:
受控状态:
二○一二年十月十五日实施
BG-04-2012
由于本公司的产品在计量时容易造成计量器具的不稳定性,故此对本公司使用的计量器具对比已送校准的计量器具进行自校,以保证公司产品的计量正确性。
计量器具校准由具有相关计量资质的检验员进行;并对校准状态进行记录。
一、校准方法:
1、电子称:
将产品按要求在已校准的电子称上先称出标准重量,然后将标准重量的产品放置需校准的电子称上测出实测重量,实测重量减去标准重量为误差,检验员将误差调整为0,则为合格。
2、钢卷尺、直尺:
将产品按要求在标准钢卷尺、直尺上先测出标准长度,然后用需校准的钢卷尺、直尺、测量标准长度的产品,测出实测长度,实测长度减去标准长度,即为误差。
直尺允许公差±0.1㎝,钢卷尺允许公差±0.1㎝。
超出规定要求时该量具即为报废。
二、校准时间:
1、电子称每年自校一次;
2、钢卷尺、直尺每年自校一次;
编制:批准:日期:。
量具自校操作规程

量具自校操作规程一适用范围适用于量具出现异常,如碰撞、出现明显的误差,那么由公司内部实验室校验量具,日常定期校验那么送外委托校验。
二工作职责2.1 质量部实验室负责游标卡尺、千分尺的校验,并做好校验记录;2.2 正确按各标准的要求校验、按鉴定的某一量具为依据,校验其它的量具并要求数据准确可靠。
三操作规程3.1 游标卡尺校验规程〔测量上限不大于700MM〕。
3.1.1 校验条件3.1.1.1校验卡尺的室内温度对分度值为0.02的卡尺为20±3℃。
3.1.2技术要求和检定方法3.1.2.1 外观3.1.2.1.1 要求:卡尺的外表应无锈蚀,碰伤或其它缺陷,刻线和数字应清晰、均匀,不应有脱色现象,游标刻线应刻至斜面下边缘。
卡尺上应标有分度值,制造厂名,工厂标志和出厂编号,使用中和修理后的卡尺不应有影响使用准确度的外观缺陷。
3.1.2.1.2 校验方法:目视观察3.1.2.2各局部相互作用3.1.2.2.1 要求:尺框沿尺身移动应平稳,不应有阻滞现象,紧固螺钉的作用应可靠,深度尺不允许有窜动,微动装置的空程,新制造的应不超过1/4转,使用中和修理后的应不超过1/2转,尺身和尺柜的配合应无明显晃动。
3.1.2.2.2校验方法:观察和试验。
对于尺身和尺柜的配合质量,用手轻轻摆动活动量爪,进行校验。
3.1.2.3 刻线宽度和刻线宽度差。
3.1.2.3.1 要求:应不超过表1的规定。
表1 〔mm〕3.1.2.3.2 校验方法:尺身和游标的刻线应至少各抽3条,刻线宽度差以受校刻线中最大与最小宽度之差确定。
3.1.2.4零值误差3.1.2.4.1 要求:零值误差以零刻度线和尾刻度线的重合度表示,应不超过表2的规定表23.1.2.4.2 校验方法:移动尺框使两测量面接触〔有微动装置的需使用微动装置〕,分别在尺框紧固和松开的情况下,用目力观察,必要时用放大镜或工具显微镜检定。
3.1.2.5示值误差3.1.2.5.1 要求:应不超过表3的规定表33.1.2.5.2 校验方法:用鉴定过的千分尺,对于尺寸范围在300mm内的卡尺,不少于均匀分布3点;对于尺寸范围大于300mm的卡尺,不少于均匀分布6点。
计量器具自校验规范
计量器具自校验规范一、计量设备自校规程1、目的对计量设备进行定期校验,确保检测数据的准确性、可靠性。
2、范围本程序规定了检测设备内校的控制原则、内容和方法,适用于本公司生产服务过程中与质量有影响的所有检测设备的校准。
3、职责权限技术质量部负责计量设备的定期校准。
4. 工作程序4.1技术质量部根据每台计量设备的使用情况制定校准/检定周期,由技术质量部按时校准/检定,超过校准/检定周期的计量设备不能作为合格计量设备使用。
4.2在检测周期内发现计量设备出现故障,立即停止使用,使用人员通知上级处理,对修理后的性能重新检定和校准。
4.3技术质量部统一管理每台计量设备的原始资料,包括说明书、产品合格证、保修单、历次送检情况记录、检定记录或检测报告等,长期保存。
4.5检测设备上都应在明显部位有明确标识,包括“合格”、“准用”、“不合格”。
合格:适用于有计量检定规程的,经检定合格的测量设备用绿色标签。
准用:适用于没有计量检定规程,而按校准规范校准的测量设备也用绿色标签。
不合格:适用于不合格的测量设备,用红色标签,标示禁止使用。
二、游标卡尺内部校准规程1、目的对游标卡尺进行内部校验,确保其准确性和适用性保持完好。
2、范围适用于公司所有使用的游标卡尺的内部校准。
3、校准用基准物质一把经外部具有检验资质单位检定合格的卡尺作为参照对比(简称封样卡尺),一块测试量块。
4、环境条件20℃--25℃5、校准步骤5.1 检查卡尺测量接触面,干净、无污渍、锈迹,指针式卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
5.2调校零位,或使指针对准零点。
5.3先用封样卡尺测量量块外径,量块被测量面要干净、平整,连续测量三次,取其平均值记录在《计量器具自效验/检定计录》相应栏目内,然后用被检定卡尺测量同一量块同一部位,连续测量三次,取其平均值记录在《计量器具自效验/检定计录》相应栏目内,然后和封样卡尺所测数据相比较,误差小于±0.02mm为合格。
计量器具自校规范

计量器具自校规范计量器具自校规范1、游标卡尺内部校准规范1目的对游标卡尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于普通游标卡尺及数显、带表游标卡尺的内部核准。
3校验基准外校合格的量块。
4环境条件室温5校验步骤5.1检查卡尺测量接触面是否平整、干净、无污渍、锈迹,数显卡尺的显示屏是否完好,带表卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
5.2调校零位,或使指针对准零点。
5.3取2~3块任意基准量块进行度量,量块被测面要干净、平整。
每块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备校验记录表》内。
允许误差范围根据不同卡尺的精度分为±0.01mm、±0.02mm。
5.4测内径接触面磨损程度:取两块量块(构成测量的基准面)夹紧一块量块成“H”型,然后移动表头,使卡尺上面的测量端张开后靠紧两基准面进行读数,每块测量三次,取平均值。
测量值与标准值根据不同卡尺的精度分为±0.01mm、±0.02mm,将其平均值记录在《检测设备校验记录表》中。
BW/QM—PGW—025.5可根据不同量程的卡尺选用不同的基准量块或组合进行校准;5.6历次测量值与标准值之差,均在允许误差范围内,判校准合格;2、千分尺内部校验规程1目的对千分尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于千分尺的内部校准。
3校验基准外校合格的标准量块。
4环境条件室温5校验步骤5.1检查千分尺测量接触面是否平整、干净、无污渍、锈迹,刻度是否清晰。
5.2扭动千分尺螺栓调校零位,使刻度对准零点。
5.3根据不同量程的千分尺选择适宜的标准量块3~4块,(可对标准量块进行组合测量)。
每块量块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备校验记录表》内。
允许误差范围为±0.01mm。
5.4外径千分尺的校验:任意取5-6块标准量块,取两块量块(构成测量的基准面)夹紧一块量块成“H”型,扭动螺栓使外径千分尺的测BW/QM—PGW—02量端张开后靠紧两基准面进行读数,每块测量三次,每次测量值均应在允许误差范围内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:MH/ QP001 序号:MH/JS037浙江明贺钢管有限公司
量具自校规程
(A/0)
编制:
审核:
批准:
2007年09月15日发布 2007年09月20日实施
为有效执行《测量和监控装置控制程序》、《计量器具(设备)管理制度》,确保计量器具符合标准要求的精度,特制定本规程。
2 范围
适用于公司内的卷尺、通径规、游标卡尺、壁厚千分尺、外径千分尺等可以自校的计量器具。
3 引用标准:计量检定规程《JJG21-95》,《JJG34-96》,《JJG30-2002》
4 自校准则:
技术质量部(计量室)负责巡查各部门计量器具的使用情况。
各相关部门负责本部门内计量器具的自校及日常使用维护工作。
4.1卷尺的自校
4.1.1以经法定计量检定机构检定合格的卷尺作为计量标准器具。
4.1.2新购卷尺在使用前以计量标准器具进行对比检验后,贴上合格标签方可使用。
4.2通径棒的自校
4.2.1通径棒在使用前需进行自校测量
4.2.2通径的长度以校准后的卡尺进行测量,测量结果应符合API标准,可正不可负。
4.2.3通径棒的直径用检定合格的外径千分尺进行测量。
测量结果应
应符合API标准。
4.3游标卡尺、壁厚尺、外径千分尺的自校。
4.3.1游标卡尺、壁厚尺、外径千分尺在每次使用前需进行零位,校准
5.校准的实施
5.1量具校准:
5.1.1卡尺的校准
5.1.1.1尺框活动平稳,无阻滞或松动现象。
5.1.1.2观察游标卡尺前后两端的零刻线是否与主尺相应刻线对齐。
5.1.2测厚千分尺的校准
5.1.2.1转动应平稳无卡住现象,是否对零。
5.1.2.2检定方法:用目力观察和试验。
5.1.3百分表校准
5.1.3.1测杆移动灵活,指针转动平稳。
5.1.3.2检定方法:用目力观察和试验。
5.1.4.1不应有碰伤、用目力观察。
尺寸的检校,根据技术文件要求、按钢管名义内径尺寸,d-3.18mm为通径棒最小外径+0.4mm可正不
可负。
5.1.5其它带有刻度的量具,刻度不清进行报废处理。
5.1.6平直尺的校准
5.1.
6.1不应有碰伤、锈蚀、用目力观察。
直线度在平板上以光隙法校验。
用前必须校准。
5.2称重校准
5.2.1用已送检的砝码根据使用频率进行调整校准。
并作好检验记录。
6.自校校准结果
6.1. 量具经自校有误时,要送供应部进行检定或修理。
如校准过程中发现量具超差不能正常使用时,要填写失准通知单。
送上一级进行检定。
6.2 在用的专用量具,按照图纸技术文件要求,用前要进行校验。