高周波机操作培训教材
高周波操作保养书、后帮机操作规程

高周波操作保养书操作步骤:1、接通主电源,合上振荡器电源开关,控制电源开关及加热开关,注:必须过10分钟后才可以操作。
2、置调谐器于“零”位,工作台铺好绝缘材料,装好所需的铜模调节好水平高度。
3、根据工艺书要求,调节加热温度及设定时间。
4、操作时根据铜模大小及材料厚薄调节调谐器使电流大小合适。
5、操作中先松开脚踏开关,经一、二秒冷却后再放松压力踏板。
6、机器工作时注意振荡器冷却送风器是否运转,电气箱上不要堆放杂物,保持风口通畅。
7、若必须在设定时间内切断高频电流,只要松开脚踏开关即可。
8、工作结束,切断电源。
设备保养:每日工作前后均要清除电气箱、控制箱、工作台上的灰尘、杂物,保持良好的绝缘。
安全注意事项:1、操作时严禁将手伸进压印区内,在使用高频电时应放在安全手柄上。
2、在使用的油压时,一定将脚踏板压到低边上模压印的材料上方可启动油压脚踏开关。
3、在操作中注意力高度集中,手与脚要配合协调一致,操作时不得与他人聊天。
4、勿使电流指针超过红线,否则将减低振荡管寿命且危害其它部分。
5、工作时,持模器、铜模、扁铜带(机器上红色部分)均有电,严禁触摸。
6、使用中注意振荡管的冷却风扇是否运转,若不转会烧坏振荡管。
7、在操作中发生异常现象应急时关闭电源,等待机修人员维修。
后帮机操作规程一.操作步以骤:1.根据楦型选择束紧器、扫刀。
2.打开电源开关,启动油泵电机。
3.左手持鞋楦,把鞋楦中的圆孔套入撑台支架上的顶芯,右手用拉帮钳理顺后踵帮脚后握住导向手柄,踩动脚踏启动开关,即可完成张帮作业。
4.根据生产楦型,综合调整撑台及撑垫的高度,工作速度,各动作行程的长短,温度和压合时间,确保结帮的效果最佳。
5.如需喷胶作业,先把喷胶开关及喷胶加热开关打开,等加热指示灯及喷胶加热器加热指示灯亮绿灯后,方可喷胶作业,调节喷胶量,调节胶条夹紧力,确保送胶正常。
6.胶条快用完时不要撤掉剩下的胶条,将新的胶条插入导线槽,并紧接旧的胶条。
高周波基础知识培训教材
4)电源启动包含以下三个部分:
第一:风机接触器得电,风机运行并吸合风机微动开关,从而提供真 空管灯丝电源并冷却真空管灯丝;
第二:灯丝降压接触器得电,真空管灯丝降压启动运行(真空管灯丝 在冷却状态直接全压通电容易产生浪涌电流,需要降压启动,并需要 串联压运行
子覆盖在钨的表面; (2)、温度加热到2000°K; (3)、相同的加热电力下可以得到10倍的放射电流; (4)、经常被采用大功率的发射管。
C、涂氧化物的阴极: (1)、以镍为基本金属,表面涂上氧化钡或氧化锶; (2)、温度加热到1100°K; (3)、旁热型的加热器可以用一般的钨或钨合金。
4)真空管灯丝电压:发射管在阴极加热的情况下才可以得到所需的 放射电流,加热需要一定的加热电力,其加热电力的电压就是灯丝电 压。 A、钍钨灯丝和氧化钡阴极的发射电流是通过表面的活性物质的蒸发和 从内部的扩散补充保持平衡以得到稳定。 (1)、温度过高时:活性物质蒸发非常显著,蒸镀到栅极之后会发 生栅极放射现象(打火);蒸镀到绝缘物上,其绝缘变坏,发生动作 不稳定现象; (2)、温度过低时:补充明显减少,会失去平衡,有可能缩短使用 寿命。 B、直热形的灯丝电压要控制在额定值的±5%。旁热型的加热器电压 要控制在±10%。3、测量灯丝电压时要测靠近灯丝部; C、灯丝瞬间电流要控制在额定电流的2倍以下。
2、高频塑胶熔接机原理
高频塑胶熔接机(简称高频机,台湾称高周波,英文Hing freguency plastic welder)
高频塑胶熔接机是由电子管将电能转化为电磁波,经过振荡成为高频电 磁场,再过各种传输路径把高频传送到镆具(上极),PVC胶布在镆具 与接地(即高频电磁场的上、下极)之间,塑料极性分子发生极化现 象剧烈运动而产生热量。胶布在模具压力下达到熔接定型的效果。可 熔接胶布为纯PVC或含PVC30%以上的软硬胶皮。
高周波、油压冲床、吸塑封口机培训教程
bห้องสมุดไป่ตู้2内部结构及核心部件
气缸
导柱 继电器 火花管 继电器及火 花板电源变 压器 高频电容 电子管 振荡筒 电源变压器
散热风扇及空气开关 电子管
b-3高周波的简单调试
b-3-1高周波模具的简单调试
先关闭高周波电源开关及自动开关并连接好气管,然后再开动电源开关. 拔动上升制(红色)主气筒回收到最高位置,摆动转盘,触发微动开关,转盘 下降平贴锑板. 把上模具直接锁紧于发热板上,下模对齐上模锁紧管位压条,压紧下模. 放松模具平行螺丝及平行螺母. 按动下降制使工模平贴底模,然后再”点”动上升制,使上压板离开发热板 及工模约1/4寸. 锁紧平行螺丝、平行螺母. 水线铜片的安装:按动下降键,压紧下模再调水线铜片的位置压紧转盘. 按动上升键使气筒长至最高位及转盘上长离开锑板. b-3-2输出前测试: 设定时间: 下降时间(约2秒) 高周时间(约2秒) 冷却时间(约0.5秒) 上升时间(约1秒)
故障排除方法
1.连接好电源及气管,将气压调至规定 值 2.将开关打到自动 3.联系技术人员维修
2
熔接不到
1.温度调至正确值,待温度达到设定值 后再试压 2.将压力调至正确值再试压 3.若以上两项均正常,将同调器调大12格(不可超过两格)
1.调小同调器至规定值(参考SOP) 2.待温度升高至设定值(参考SOP), 加热指示灯熄灭再试。 3.联系技术人员维修。 1.将参数调到正常值 2.将模具仔细擦拭干净/将高温胶纸更 换掉。 3.用刀片将烧黑位置的碳化物轻轻刮掉 再重新贴胶纸。若纤化板有穿孔需联系 技术人员。 4.佩戴手套作业。 5.联系技术人员维修。
2.高周波原理、内部结构及简单调试方法介绍。
a.高周波的原理
高周波塑胶熔接机(又名高频机、高周波),是塑料热合的首选设备,由 電子管自激振蕩器產生高頻電磁場,被加工塑膠件在上.下電極間的高頻電磁 場中,其內部分子被極化而相互運動磨擦 自身產生熱量,在模具的壓力下 達到熔接的目的。主要用于:各种聚氯乙烯(PVC)为主的塑胶熔接、焊接、 烫金、吸塑包装等。 (包括上下双泡罩热合切边,泡罩与纸板热合切边等), 装上简单装置还可进行烫金加工。
高周波基础知识培训教材
把几千V或上万V的高压进行双项整 流,分别送到以下两部分
中间通过电容、电感 进行滤波
真 空 管 真空管灯丝 需长期得电,送
高压时在振荡桶内开始振荡,
把电能转化为高频能,以波的
形式通过输出铜棒传出来,传
到交联板
交联板
在传递波的过程当 中的介质,可以控
通过输出铜棒
VC 板
制过电(屏流)的 快慢及大小
通过输出铜片
机头镆具
产品所需要的形状、 大小及图案的镆具
产品胶布
胶布本身当做一种介质, 过电时通过镆具传送来的 高频电能使胶布产生分子 运动,在压力作用下相互 熔接,同时产生热量。
图1-1 高周波原理图
二、高周波各组成部件
1、高周波动作程序 2、电源 3、变压器 4、整流排 5、真空管 6、振荡桶 7、调电装置 8、负载(模具)
3)分类: 按变压比分为升压变压器和降压变压器; 按相数分为单相、三相和多相变压器; 按冷却方式分为油浸(自冷,风冷,水冷)、干式(自冷,风冷)等。 按功能分为电力变压器、控制变压器、电焊变压器等。
4)控制变压器容量:
输出容量P2=I2U2+I3U3+…+INUN(VA)
输入容量P1=P2/η(容量越大,效率值越高;1000VA以上时,为0.97 左右)。
4)电源启动包含以下三个部分:
第一:风机接触器得电,风机运行并吸合风机微动开关,从而提供真 空管灯丝电源并冷却真空管灯丝;
第二:灯丝降压接触器得电,真空管灯丝降压启动运行(真空管灯丝 在冷却状态直接全压通电容易产生浪涌电流,需要降压启动,并需要 串联一电阻降压;
第三:高压接触器得电,经过一段预热时间后灯丝全压运行
高周波操作指引

4.4同调器的调节:将“同调器“调至最小,旋转工作台垂直于机器,拨动“高周开关”至“开“位置,“自动/调模”开关至“自动“位置,旋转工作台使之与机器平行并至顶点,这时上模自动下降,经过下降延时后,机器自动启动溶接开关,此时电流表有一正偏电流,调节同调器使输出电流由小到大缓缓上升直至停止(最大不超过0.8A),旋转工作台使之与机器垂直从下模取出被加工产品,撕掉外边缘剪切部分。
版本编号:01
生效日期:2011/5/4
页数/总页:2/2
MODEL NO:高周波机
置再关闭机器电源开关,这时机内风扇还在转动,需等5分钟后再关断墙上的空气开关。分钟后,直至温控器指示灯息灭方可进行加工。
5.2、调节同调器即是调节输出功率,这时最大工作电流不能超过0.8A。
创盈达电子有限公司
5.3、机器工作时当出现打火或异常时,应先关断电源开关及高周开关并上报维修。
5.4、本机工作时上模存在高温高压,禁止用手直接触摸高周上模。
5.5、取拿产品时一定要将工作台旋转至与机器垂直位置,方可拿取。
5.6、手湿时禁止操作本机。
5.7、操作人员必须为培训合格人员,禁止其他无关人员操作。
5.8、出现警急情况时,应立即按“急停”按钮(即上升开关)。
高周波机操作指引
发行部门:工程部
承认
审核
作成
赖李营
指引书编号:WI-PED-23
版本编号:01
生效日期:2011/05/04
页数/总页:1/2
MODEL NO:高周波机
高周波操作指导书
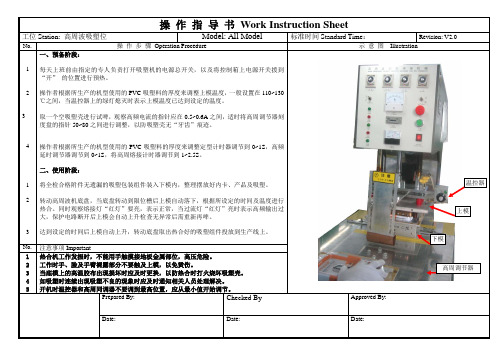
操作指导书Work Instruction Sheet工位Station: 高周波吸塑位Model: All Model 标准时间Standard Time:Revision: V2.0 No. 操作步骤Operation Procedure 示意图Illustration一、预备阶段:1 每天上班前由指定的专人负责打开吸塑机的电源总开关,以及将控制箱上电源开关拨到“开”的位置进行预热。
2 操作者根据所生产的机型使用的PVC吸塑料的厚度来调整上模温度,一般设置在110~130℃之间,当温控器上的绿灯熄灭时表示上模温度已达到设定的温度。
3 取一个空吸塑壳进行试啤,观察高频电流的指针应在0.5~0.6A之间,适时将高周调节器刻度盘的指针50~80之间进行调整,以防吸塑壳无“牙齿”痕迹。
4 操作者根据所生产的机型使用的PVC吸塑料的厚度来调整定型计时器调节到0~1S,高频延时调节器调节到0~1S,将高周熔接计时器调节到1~2.5S。
二、使用阶段:1 将全检合格附件无遗漏的吸塑包装组件装入下模内,整理摆放好内卡、产品及吸塑。
2 转动高周波机底盘,当底盘转动到限位槽后上模自动落下,根据所设定的时间及温度进行热合。
同时观察熔接灯“红灯”要亮,表示正常,当过流灯“红灯”亮时表示高频输出过大,保护电路断开后上模会自动上升检查无异常后需重新再啤。
3 达到设定的时间后上模自动上升,转动底盘取出热合好的吸塑组件投放到生产线上。
No.注意事项Important1 热合机工作发振时,不能用手触摸接地板金属部位,高压危险。
2 工作时手、脸及手臂裸露部分不要触及上模,以免烫伤。
3 当底模上的高温胶布出现损坏时应及时更换,以防热合时打火烧坏吸塑壳。
4 如吸塑时连续出现吸塑不良的现象时应及时通知相关人员处理解决。
5 开机时温控器和高周同调器不要调到最高位置,应从最小值开始调节。
Prepared By: Checked By Approved By:Date: Date: Date:上模下模温控器高周调节器。
高周波基础知识培训教材专题培训课件
空气开关、动力 电源
高压接触器
能量的来源 (电能)
控制高压变压器的得失电,过电时才吸 合,由低压控制。大小因机台功率而定
高压变压器
中间通过电容、电感进行滤波
高压整流
过流、过载、分流电阻 限定屏流的大小
屏流表
显示屏流的大小
接地
与机台主体连接
下平板接地
闭合回路
把380V的电转化高压几千V或上万V
目录
一、高周波类别及原理 二、高周波各组成部件 三、低压控制 四、高压回路 五、高周波过流回路 六、高周波火花回路 七、高周波机械部分 八、冷却系统 九、高周调电技术
一、高周波原理及类别
1、高周波类别 2、高频塑胶熔接机原理
1、高周波种类
高周波根据工作用途有以下机种: 1)高周波塑胶熔接机,我们公司所用设备属于此类别; 2)高周波预热机; 3)高周波热处理机; 4)高周波制管机; 5)高周波木材烘干机。
1、机台动作程序
辅助设备 空气开关 启动按钮
1、提供压缩气的空压机启动 2、提供冷却水的冷却水塔启动 空气开关合闸,提供电源
按下启动按钮,启动机台
风机启动
风机微动开关吸合,使得真空管灯丝降压得电
预热
经过预热3-5分钟后提供真空管灯丝全压
模下
按下模下按钮,电磁阀得电,模下气缸动作下压
熔着Βιβλιοθήκη 设置模下时间,模下时间到时,接通高压,开始熔着胶布
2、高频塑胶熔接机原理
高频塑胶熔接机(简称高频机,台湾称高周波,英文Hing freguency plastic welder)
高频塑胶熔接机是由电子管将电能转化为电磁波,经过振荡成为高频 电磁场,再过各种传输路径把高频传送到镆具(上极),PVC胶布在镆 具与接地(即高频电磁场的上、下极)之间,塑料极性分子发生极化 现象剧烈运动而产生热量。胶布在模具压力下达到熔接定型的效果。 可熔接胶布为纯PVC或含PVC30%以上的软硬胶皮。
高周波基础知识培训教材
空气开关、动力 电源 高压接触器 高压变压器 高压整流 中间通过电容、电感进行滤波 过流、过载、分流电阻 限定屏流的大小 屏流 表 显示屏流的大小 接 地 与机台主体连接
能量的来源
(电能)
控制高压变压器的得失电,过电时才吸 合,几千V或上万V 把几千V或上万V的高压进行双项整 流,分别送到以下两部分 中间通过电容、电感 进行滤波 真 空 管
4)控制变压器容量: 输出容量P2=I2U2+I3U3+…+INUN(VA) 输入容量P1=P2/η(容量越大,效率值越高;1000VA以上时,为0.97 左右)。 控制变压器一般用“BKXX”(容量值)表示。 5)接线: (1)接线之前必须仔细看清设备铭牌上标记的额定电压及接线方式。 (2)多档位识别:通常变压器都有多个档位可以选择。如0/220/280-0/6.3/24,为我们常用的控制变压器,它的一次侧可以接0-220(即 AC220V),也可接0-380(即AC380V),二次输出电压为6.3V或24V,或接 6.3-24时为17.7V。 三相干式高压变压器,二次只有三根高压线,而一次的每一相都 有0/210/220/230/240/250/260或0/360/380/400/440等接线位,不同 接线位所输出的高压值有所差异。 (3)各个档位的引出线接头,0是最靠近铁芯的,往外依次为210, 220等。O是各个档位的公共抽头,也就是说,越靠内部的引出线,线 圈匝数越小,则二次匝数除以一次匝数的值越大,即二次高压值越高。
风机微动开关吸合,使得真空管灯丝降压得电
经过预热3-5分钟后提供真空管灯丝全压
按下模下按钮,电磁阀得电,模下气缸动作下压
设置模下时间,模下时间到时,接通高压,开始熔着胶布
设置熔着时间,时间到时切断高压,开始冷却
高周波设备操作及点检作业指导书
4.1开关机必须绕高周波设备一周,确认高周波设备无人检修、设备电源箱控制箱无打开、合模位置内无异物、滑入轨道无异常。
4.2依次打开墙面的电源箱的相应电源开关、设备开关、高周波设备电源开关,目视确认设备电源指示灯亮。操作开关打到“手动”位置。
4.3缓缓打开高周波设备的高压空气阀门直至完全打开,确认进气调压阀压力表值大于8kg。
拟制
审核
批准
批准日期
作业指导文件
受控编号:
版号:
受控号:
标题:
高周波设备操作指导书
生效日期:年月日
第2页共2页
4.8操作开关打到“自动”。进行试车,左右滑台各三次。自动试车正常后开机操作完成。
4.9关机步骤与开机操作相反。依次将操作开关打到“手动”,上下模加热开关打到“OFF”,关闭设备电源、关闭电源关闭、相应墙面电源箱开关,确认设备电源指示等灭。缓缓关闭高周波设备的高压空气阀门直至完全关闭,确认进气调压阀压力表值缓缓下降。完成关机步骤。
4.4上模加热开关打到“ON”,下模加热开关打到“ON”,分别目视确认温度设定符合工艺设定(个别机型温度设定需要在熔断状态下确认)。
4.5手动操作模具下降、上升三次,目视确认上升下降动作到位,过程准确、升降顺畅。
4.6手动操作左右滑台进、出三次,目视确认进出动作到位、过程准确、升降顺畅。
4.7手动熔断操作,目视确认上下模加热温度指示表有温度指示、温度指示有上升。
5.0高周波设备日常维护点检
项目
点检周期
点检方法
点检部位
润滑周期
模具锁紧卡扣
日
手动目视
锁紧卡扣
无
滑台动作
日
手动目视
滑台导轨/滑轮
高周波基础知识培训教材
3、变压器
1)变压器的工作原理: 变压器是一种将交流电压升高或降低,且保持频率不变的静止电气设 备。它都有一次和二次线圈,电流通过一次线圈产生磁场,再通过磁 场感应改变二次电流,从而改变二次电压。 2)变压器的变压比:n=N1/N2=V1/V2 变压比等于线圈匝数比,等 于一、二次的电压比。当n>1时为升压变压器,当n<1时为降压变压器。 3)分类: 按变压比分为升压变压器和降压变压器; 按相数分为单相、三相和多相变压器; 按冷却方式分为油浸(自冷,风冷,水冷)、干式(自冷,风冷)等。 按功能分为电力变压器、控制变压器、电焊变压器等。
2、电源
1)总电:高压电房经过变压器降压获得380V电源; 2)低压电房动力柜引电至现场动力开关箱; 3)根据机台功率,在动力开关箱上设置不同规格的空气开关,机台 电源从空气开关获得; 4)机台设置高压空气开关,低压电源从高压空气开关的上方引入两 相380V。机台上控制电源的开关仅高压空气开关和接触器。不同功率 的设备,选用不同规格的空气开关及接触器。按如下选型:
空气开关、动力 电源 高压接触器 高压变压器 高压整流 中间通过电容、电感进行滤波 过流、过载、分流电阻 限定屏流的大小 屏流 表 显示屏流的大小 接 地 与机台主体连接
能量的来源
(电能)
控制高压变压器的得失电,过电时才吸 合,由低压控制。大小因机台功率而定
把380V的电转化高压几千V或上万V 把几千V或上万V的高压进行双项整 流,分别送到以下两部分 中间通过电容、电感 进行滤波 真 空 管
功率 100KW 75KW 35KW 15KW 8KW 4KW 一次电流 空气开关 100-200A 250A 50-100A 40-80A 接触器 变压器 高压 10-15KV 10-15KV 9-12KV 8-10KV 6-8KV 4-6.5KV 200A 200 A / 3 个 200KVA
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高周波机操作规程
【培训教材】
部门: 工艺工程部
编制: 吴金林
※高周波机调校程序
※注意事项
审查﹕核准﹕版本﹕
一、调校程序及使用方法
1、将电源插头接入380V电源接口,并接好气管。
2、打开总电源,调试好模具。
3、调节工作需要的温度(PVC吸塑工作温度130℃-150℃、PET吸塑50℃
-60℃),使高周波上模预热至温度控制指示灯熄灭为此。
4、调试各行程工作时间
a下降时间:1S
b熔接时间:2-4S
c定型时间:1-2S、
d上升时间:1S
5、调节工作气压,正常工作气压为40Kg-60 Kg。
6、根据产品需要调节工作电流(高周波机工作功率),电流指示0.35-0.4A。
7、把自动控制开关由OFF打到ON,高周控制开关由OFF打到ON。
8、把一个未打高周波的产品轻轻放到下模上,检查是否放到位,轻轻转动转
盘,使下模上的产品转到上模下面的工作位置,双手不可碰触模具。
9、在另外一个下模上放未打高周波的产品,
10、等高周波工作行程完成即上模自动上升后,转动转盘把另外一个放好产品
的下模转动到工作位置。
11、轻轻拿起打好高周的产品,放上加一个未打高周产品即可。
二、注意事项
1、插电源插头时,禁止用湿手操作,也不要接触插头及插座上面的金属导体。
2、当调节工作电流、工作温度、工作
时间、工作气压等参数时,一定由
小慢慢调起,一般不要超出所规定
的范围。
3、高周波上下模工作时,禁止用手或
高周开关
其它金属导体触及模具。
4、转动转盘进行高周波作业时,模上
的产品一定要放到位,当产品未放
到位置转动转盘时,禁止用手或其
它物品去校正产品,更不要在下模
无产品的情况下去进行高周波作
业。