光滑极限量规公差(珍藏版)
光滑极限量规公差
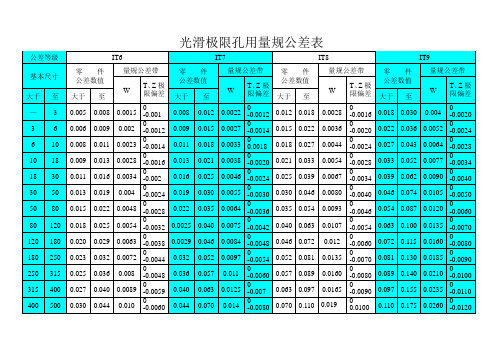
光滑极限孔用量规公差表(续表)
光滑极限孔用量规公差表(续表)
光滑极限轴用量规公差表
光滑极限轴用量规公差(续表)
光滑极限轴用量规公差(续表)
光滑极限量规公差表
2006.7
Q/PR225-83
量规极限偏差的查表计算及工作尺寸的标注举例:
例1:计算φ10H7孔用量规的工作尺寸 1) 查本表计算量规基本尺寸
a 、由国家标准《公差与配合》查得φ10H7的极限偏差为φ10015.00
+
b 、由本表查得W 为0.0033
c 、根据公差带可得:
通端(T )基本尺寸=孔的最大实体尺寸+W =10+0.0033
=10.0033mm
止端(Z )基本尺寸=孔的最小实体尺寸10.015mm
2) 由本表查出量规公差数值并标出量规制造尺寸: 通端(T ):10.003300018.0- 止端(Z )
:10.0150
0018.0- 例2:计算φ25d9轴用量规的基本尺寸 1) 查本表计算量规基本尺寸
a 、 由国家标准《公差与配合》查得φ25d9的极限偏差为φ25065
.0117.0--
b 、 由本表查得W 为0.009
c 、 根据公差带可得:
通端(T )基本尺寸=轴的最大实体尺寸-W =24.935-0.009
=24.926mm
止端(Z )基本尺寸=轴的最小实体尺寸24.883mm
2) 由本表查出量规公差数值并标出量规制造尺寸:
通端(T ):24.926004.00+
止端(Z )
:24.883004
.00+。
14.光滑极限量规

通规 :Dmin 塞规 止规 :Dmax 光滑极限量规 卡规
塞规 光滑极限量规 卡规 通规 :dmax 止规 :dmin
用量规检验零件时,只要
通规通过,止规不通过,则说
明被测件是合格的,否则工件
就不合格。
塞规
光滑极限量规 卡规
通规 :Dmin 止规 :Dmax 通规 :dmax 止规 :dmin DM、dM DL、dL
用量规检验零件时,只要通规通过,止规不通过, 则说明被测件是合格的,否则工件就不合格。 光滑极限量规的标准是GB1957―81 ,适用于检测 国标《 极限与配合》(GB/T 1800―1997)规定零件
的基本尺寸至500mm,公差等级IT6~IT16孔与轴。
2.量规的分类 工作量规 :在工件制造过程中,操作者对工件进行检 验时所使用的量规。通规“T”,止规“Z”。 验收量规 :检验人员或用户代表在验收产品时所用 的量规。
量规测量表面的硬度对量规使用寿命影响很大,其测
量面的硬度应为HRC 58―65 。
3. 形位公差
量规的形状公差和位置公差应控制在尺寸公差
带内,其形位公差值不大于尺寸公差的50 % ,考
虑到制造和测量的困难,当量规的尺寸公差小于或
等于0 .002mm 时,其形位公差仍取0 .001mm 。
4. 表面粗糙度
三、量规工作尺寸的计算
量规工作尺寸计算步骤如下: 1.查出孔或轴的上偏差与下偏差; 2.查出量规的尺寸公差T及通规的位置要素Z; 3.画出量规的公差带图; 、 4.计算出量规的工作尺寸。
例:工作量规的设计:设计检验 25H 7 / n6 配合中孔轴 用的工作量规。 解:(1)确定量规的型式。 (2)查出孔、轴的上下偏差:
量规公差带参数z00034t00024z00024t0002基本尺寸25250212502825015量规公差上偏差量规公差下偏差量规最大极限尺寸2500462502125026625017量规最小极限尺寸25002225018625024625015通规的磨损极限2525028尺寸标注量规材料量规测量面的材料可用合金工具钢渗碳钢碳素工具钢及其它耐磨材料或在测量表面镀以厚度大于磨损量的镀铬层氮化层等耐磨材料
孔轴光滑极限量规表

孔、轴用光滑极限量规表孔、轴用光滑极限量规表 D (mm ) 公差等级IT6 IT7 IT8IT9IT10 IT11IT12IT13IT140至3工件公差.006~.0110~14 14~25 25~40 40~60 60~100 100~140 140~250 250~400 (Z+T/2)值 0.00150.0022 0.0028 0.004 0.0052 0.0075 0.011 0.017 0.0245 T 值 0.001 0.0012 0.0016 0.002 0.0024 0.003 0.004 0.006 0.009 Z 值 0.0010.0160.0020.0030.004 0.0060.0090.0140.02大于3至6工件公差.008~.012 12~1818~30 30~48 48~75 75~120 120~180 180~300 300~480 (Z+T/2)值 0.0020.0027 0.0036 0.0052 0.0065 0.01 0.0135 0.0195 0.0305 T 值 0.0012 0.0014 0.0020.00240.003 0.004 0.005 0.007 0.011 Z 值 0.00140.002 0.0026 0.004 0.005 0.008 0.011 0.016 0.025 大于6至10工件公差.009~.015 15~22 22~36 36~58 58~90 90~150 150~220 220~360 360~580(Z+T/2)值 0.00230.0033 0.0044 0.0064 0.0078 0.0115 0.016 0.024 0.0365 T 值 0.00140.0018 0.0024 0.0025 0.0036 0.005 0.006 0.008 0.013 Z 值 0.00160.0024 0.0032 0.005 0.006 0.009 0.013 0.02 0.03 大于10至18工件公差.011~.018 18~27 27~43 43~70 70~110 110~180 180~270 270~430 430~700(Z+T/2)值 0.00280.0038 0.0054 0.0077 0.01 0.014 0.0185 0.029 0.0425 T 值 0.0016 0.002 0.0028 0.0034 0.004 0.006 0.007 0.01 0.015 Z 值 0.0020.0028 0.0040.0060.008 0.011 0.015 0.024 0.035 大于18至30工件公差.013~.021 21~33 33~52 52~84 84~130 130~210 210~330 330~520 520~840(Z+T/2)值 0.00340.0046 0.0064 0.009 0.0115 0.0165 0.022 0.034 0.049 T 值 0.002 0.0024 0.0034 0.004 0.005 0.007 0.008 0.012 0.018 Z 值 0.00240.0034 0.005 0.007 0.009 0.013 0.018 0.028 0.04 大于30至50工件公差.016~.025 25~39 39~62 62~100 100~160 160~250 250~390 390~620 620~1000(Z+T/2)值 0.0040.0055 0.008 0.0105 0.014 0.02 0.027 0.041 0.061 T 值 0.0024 0.003 0.004 0.005 0.006 0.008 0.01 0.014 0.022 Z 值 0.00280.004 0.0060.0080.011 0.016 0.022 0.034 0.05 大于50至80工件公差.019~.030 30~46 46~74 74~120 120~190 190~300 300~400 400~740 740~1200 (Z+T/2)值 0.00540.0075 0.0107 0.0135 0.019 0.027 0.037 0.056 0.085 T 值 0.0028 0.0036 0.0046 0.006 0.007 0.009 0.012 0.016 0.026 Z 值 0.00340.0046 0.0070.0090.013 0.019 0.026 0.04 0.06 大于80至120工件公差.022~.035 35~54 54~87 87~140 140~220 220~350 350~540 540~870 870~1400 (Z+T/2)值 0.00540.0075 0.0107 0.0135 0.019 0.027 0.037 0.056 0.085 T 值 0.0032 0.0042 0.0054 0.007 0.008 0.01 0.014 0.02 0.03 Z 值 0.0038 0.0054 0.008 0.01 0.015 0.022 0.03 0.046 0.07 大于120至180工件公差.025~.04 40~63 63~100 100~160 160~250 250~400 400~630 630~1000 1000~1600(Z+T/2)值 0.00630.0084 0.012 0.016 0.0225 0.031 0.043 0.063 0.0975 T 值 0.0038 0.0048 0.006 0.008 0.009 0.012 0.016 0.022 0.035 Z 值 0.00440.006 0.0090.0120.018 0.025 0.035 0.052 0.08 大于180至250工件公差.029~.046 46~72 72~115 115~185 185~290 290~460 460~720 720~1150 1150~1850 (Z+T/2)值 0.00720.0097 0.0135 0.0185 0.025 0.036 0.049 0.073 0.11 T 值 0.0044 0.0054 0.007 0.009 0.01 0.014 0.018 0.026 0.04 Z 值 0.0050.007 0.01 0.014 0.02 0.029 0.04 0.06 0.09 大于250至315工件公差.032~.052 52~81 81~130 130~210 210~320 320~520 520~810 810~1300 1300~2100(Z+T/2)值 0.0080.011 0.015 0.021 0.028 0.04 0.055 0.08 0.1225 T 值 0.0048 0.006 0.008 0.01 0.012 0.016 0.02 0.028 0.045 Z 值 0.00560.008 0.0110.0160.022 0.032 0.045 0.066 0.1 大于315至500 工件公差.036~.057 57~89 89~140 140~230 230~360 360~570 570~890 890~1400 1400~2300 (Z+T/2)值 0.00890.0125 0.0165 0.0235 0.032 0.045 0.061 0.09 0.135 T 值 0.0054 0.007 0.009 0.011 0.014 0.018 0.022 0.032 0.05 Z 值 0.0062 0.009 0.012 0.018 0.025 0.036 0.05 0.074 0.11孔用量规各尺寸一览 基本尺寸 孔上偏差 孔下偏差 (Z+T/2)值 查表T 值 查表Z 值 塞规(通) 塞规(止) 磨损极限 20 0.1 0.05 0.08 0.0012 0.05 20.13 0 20.1 0 20.05 0.0012 0.0012轴用量规各尺寸一览 基本尺寸 轴上偏差 轴下偏差 (Z+T/2)值 查表T 值 查表Z 值 卡规(通) 卡规(止) 磨损极限 0 0 0 0 0 0 0校通-通 校通-损 校止-通 00 00 0。
光滑极限量规公差速查表 内含公式
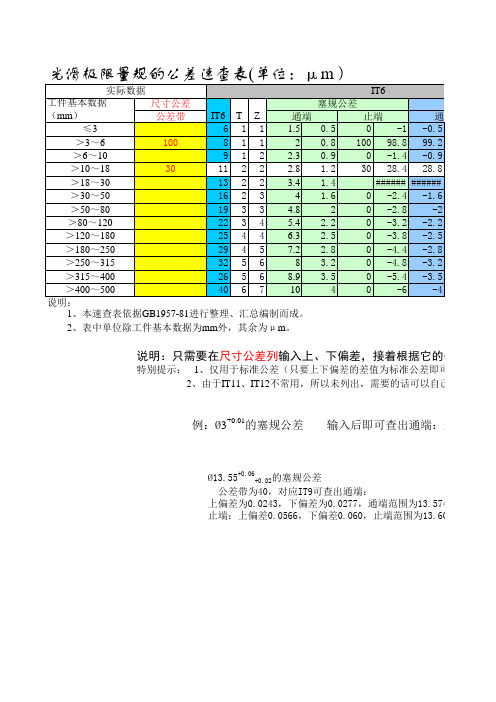
1、本速查表依据GB1957-81进行整理、汇总编制而成。
2、表中单位除工件基本数据为mm外,其余为μm。
说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选
特别提示: 1、仅用于标准公差(只要上下偏差的差值为标准公差即可);
2、由于IT11、IT12不常用,所以未列出,需要的话可以自己补充。
例:Ø3+0.01的塞规公差输入后即可查出通端:上偏差为0
Ø13.55+0.06+0.02的塞规公差
公差带为40,对应IT9可查出通端:
上偏差为0.0243,下偏差为0.0277,通端范围为13.5743-13.577;
止端:上偏差0.0566,下偏差0.060,止端范围为13.6066-13.61
围为13.5743-13.577;范围为13.6066-13.61
标准公差即可);
的话可以自己补充。
出通端:上偏差为0.0022,下偏差为0.001;止端:上偏差0.01,下偏差0.0088根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。
088。
环规塞规的公差及偏差速查表
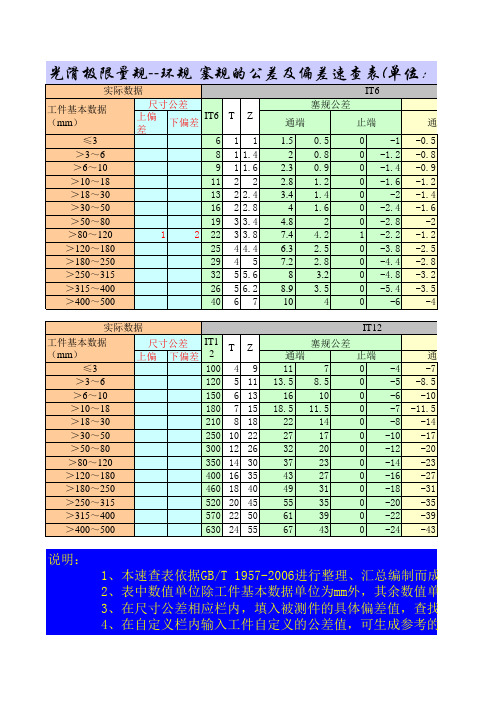
工件基本数据 (mm)
≤3 >3~6 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500
尺寸公差 IT1 上偏 下偏差 2
T
Z
100 4 9
120 5 11
150 6 13
180 7 15
IT14
塞规公差
通端
止端
24.5 15.5
0
-9
30.5 19.5
0 -11
36.5 23.5
0 -13
42.5 27.5
0 -15
49
31
0 -18
61
39
0 -22
73
47
0 -26
85
55
0 -30
97.5 62.5
0 -35
110
70
0 -40
122.5 77.5
0 -45
135
85
0 -50
编制而成。 余数值单位均为μm。 值,查找的对应栏内为检具的具体制造偏差值。 成参考的检具公差和偏差值。
环规公差
止端
1.2 1.4 1.8
2 2.4
3 3.6 6.2 4.8 5.4
6 7 8
IT8 T Z
0 14 2 2 0 18 2 3 0 22 2 3 0 27 3 4 0 33 3 5 0 39 4 6 0 46 5 7 2 54 5 8 0 63 6 9 0 72 7 10 0 81 8 11 0 89 9 12 0 97 10 14
74
46
0 -28 -46 -74
28
0
光滑极限量规课件

光滑极限量规
五、光滑工件尺寸的检测
塞规:检验孔用的极限量规。
通规 : 按最大实体尺寸(Dmin) 设计,防止Da<Dmin 止规 : 按最小实体尺寸(Dmax) 设计,防止Da>Dmax
光滑极限量规
二、泰勒原则
Dmin≤Dfe≤Da≤Dmax dmin≤da≤dfe≤dmax 1)由于通规的尺寸就是孔或轴的最大实体尺寸, 如果被检孔能被通规通过,说明该孔的体外作用尺寸Dfe≥Dmin; 如果被检轴能被通规通过,说明该轴的体外作用尺寸dfe ≤dmax;
2)止规就是孔或轴的最小实体尺寸, 如果被检孔能被止规不通过,说明该孔的实际尺寸Da ≤ Dmax; 如果被检轴能被止规不通过,说明该轴的实际尺寸da ≥ dmin;
何位置上孔的最大实际尺寸应小于或等于孔的最大极限尺寸; ●轴的体外作用尺寸应小于或等于轴的最大极限尺寸,并在任
何位置上轴的最小实际尺寸应大于或等于轴的最小极限尺寸。 可表示为: Dmin≤Dfe≤Da≤Dmax dmin≤da≤dfe≤dmax
基本尺寸、极限尺寸、实体尺寸是由设计给定的尺寸;实 际尺寸、体外作用尺寸是零件上实际存在的尺寸。
光滑极限量规
二、泰勒原则
当量规型式不符合泰勒原则时,有可能将不合格品判为合格品,即误收。 为此,应该在保证被检验的孔、轴的形状误差(尤其是轴线的直线度、圆度) 不致影响配合性质条件下,才能允许使用偏离泰勒原则的量规。
Dmin≤Dfe≤Da≤Dmax
(a)全形通规 (b)两点状通规 (c)工件 (d)两点状止规 (e)全形止规 1—实际光孔滑极限量规 2—孔公差带
公差配合与测量技术第6章 光滑极限量规
通端上偏差 = EI+Z+T/2 止端上偏差 = ES 止端下偏差 = ES-T 通端下偏差 = EI+Z-T/2
es
通
T/2 Z T/2
2.环规
① 画出轴的公差带图 + ② 判断通,止端 ③ 查出T,Z值 ④ 画出止端的公差带图 ⑤ 画出通端的公差带图
0
Td
ei 止
T
-
止端上偏差=ei+T 止端下偏差=ei
止端:控制零件最小实体尺寸和形位公差
1.塞规—— 通端是根据孔的最小极限尺寸确定. 止端是根据孔的最大极限尺寸确定.
max
TD
min
止 通
2.环 2.环规(卡规) 卡规) 通端是根据轴的最大极限尺寸确定.
止端是根据孔的最小极限尺寸确定.
max min
通止
3.标准:GB1957-81(量规),适用基本尺寸<500, 3.标准:GB1957-81(量规),适用基本尺寸<500, 公差等级6 公差等级6~16 4.分类(按用途)
① 工作量规——工人在生产中使用,分通,止端.主要 用来代替内径量表和外径千分尺. ② 验收量规——检验部门(检验科)或用户验收产品(零件) 时使用.
检查环规的 制造误差和 使用时的磨 损
③ 校对量规——用于校对工作环规.
6.2 量规设计
一,公差带图
ES
止
T
T/2
1.塞规
0
TD
EI
+ -
通ZΒιβλιοθήκη T/2第6章 光滑极限量规
6.1 概述 光滑极限量规是一种没有刻线的专用量具,属于量规的 一种.
它只能判断零件的合格与否,不能确定零件的具体 尺寸.
光滑极限量规表(全)内孔 外圆

塞规(止) 0 20.1 0.0012
磨损极限 20.05
基本尺寸 轴上偏差 轴下偏差
(Z+T
磨损极限 0
校通-通 0 0 0 0
0 0
0
0 0
IT12 100~140 0.011 0.004 0.009 120~180 0.0135 0.005 0.011 150~220 0.016 0.006 0.013 180~270 0.0185 0.007 0.015 210~330 0.022 0.008 0.018 250~390 0.027 0.01 0.022 300~400 0.037 0.012 0.026 350~540 0.037 0.014 0.03 400~630 0.043 0.016 0.035 460~720 0.049 0.018 0.04 520~810 0.055 0.02 0.045 570~890 0.061 0.022 0.05
孔、轴用光滑极限量规表 IT8 IT9 IT10 14~25 25~40 40~60 0.0028 0.004 0.0052 0.0016 0.002 0.0024 0.002 0.003 0.004 18~30 30~48 48~75 0.0036 0.0052 0.0065 0.002 0.0024 0.003 0.0026 0.004 0.005 22~36 36~58 58~90 0.0044 0.0064 0.0078 0.0024 0.0025 0.0036 0.0032 0.005 0.006 27~43 43~70 70~110 0.0054 0.0077 0.01 0.0028 0.0034 0.004 0.004 0.006 0.008 33~52 52~84 84~130 0.0064 0.009 0.0115 0.0034 0.004 0.005 0.005 0.007 0.009 39~62 62~100 100~160 0.008 0.0105 0.014 0.004 0.005 0.006 0.006 0.008 0.011 46~74 74~120 120~190 0.0107 0.0135 0.019 0.0046 0.006 0.007 0.007 0.009 0.013 54~87 87~140 140~220 0.0107 0.0135 0.019 0.0054 0.007 0.008 0.008 0.01 0.015 63~100 100~160 160~250 0.012 0.016 0.0225 0.006 0.008 0.009 0.009 0.012 0.018 72~115 115~185 185~290 0.0135 0.0185 0.025 0.007 0.009 0.01 0.01 0.014 0.02 81~130 130~210 210~320 0.015 0.021 0.028 0.008 0.01 0.012 0.011 0.016 0.022 89~140 140~230 230~360 0.0165 0.0235 0.032 0.009 0.011 0.014 0.012 0.018 0.025
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
光滑极限孔用量规公差表(续表)
光滑极限孔用量规公差表(续表)
光滑极限轴用量规公差表
光滑极限轴用量规公差(续表)
光滑极限轴用量规公差(续表)
光滑极限量规公差表
2006.7
Q/PR225-83
量规极限偏差的查表计算及工作尺寸的标注举例:
例1:计算φ10H7孔用量规的工作尺寸 1) 查本表计算量规基本尺寸
a 、由国家标准《公差与配合》查得φ10H7的极限偏差为φ10015.00
+
b 、由本表查得W 为0.0033
c 、根据公差带可得:
通端(T )基本尺寸=孔的最大实体尺寸+W =10+0.0033
=10.0033mm
止端(Z )基本尺寸=孔的最小实体尺寸10.015mm
2) 由本表查出量规公差数值并标出量规制造尺寸: 通端(T ):10.003300018.0- 止端(Z )
:10.0150
0018.0- 例2:计算φ25d9轴用量规的基本尺寸 1) 查本表计算量规基本尺寸
a 、 由国家标准《公差与配合》查得φ25d9的极限偏差为φ25065
.0117.0--
b 、 由本表查得W 为0.009
c 、 根据公差带可得:
通端(T )基本尺寸=轴的最大实体尺寸-W =24.935-0.009
=24.926mm
止端(Z )基本尺寸=轴的最小实体尺寸24.883mm
2) 由本表查出量规公差数值并标出量规制造尺寸:
通端(T ):24.926004.00+
止端(Z )
:24.883004
.00+。