设备模具检具清单
VDA6.4 生产设备工装夹模具行业 过程审核检查表清单 P1~P7

评分说明:
1 .判定标准:完全符合要求 10 分,绝大部分符合要求 8 分,部分符合要求,有少量偏差 6 分,少部分符合要求,偏差严重 4 分,完全不符合
要求 0 分
2 . Ee=所有有关的提问所得分数总和/ 所有有关的提问可能得到的分数总和,注“绝大部分”为约3/4 以上的证明有效且无特别风险, 不适用的用
要求 0 分
2 . Ee=所有有关的提问所得分数总和/ 所有有关的提问可能得到的分数总和,注“绝大部分”为约3/4 以上的证明有效且无特别风险, 不适用的用
nb 表示
过程
过程要素
考虑要点
审核发现
评分
过程参数/检验特性原则上都要注明公差,生产文件和检
验文件必须位于生产工位/检验工位,如有偏差必须将所
采取的措施记录存档,相关说明例如:
nb 表示
过程
过程要素
考虑要点
审核发现
评分
P1产品开发的策划
⁻图纸、标准、规范、产品建议书
-物流运输方案
-技术供货条件、检验规范
-质量协议、目标协议
1.1
是否已具有顾客对产品的要 求?
-重要的产品特性/过程特性 -订货文件(包括零件清单和进度表)
-法规/规定
-用后处置计划,环保要求
-资质证明
-顾客对项目管理的特殊要求
要求 0 分
2 . Ee=所有有关的提问所得分数总和/ 所有有关的提问可能得到的分数总和,注“绝大部分”为约3/4 以上的证明有效且无特别风险, 不适用的用
nb 表示
过程
过程要素
考虑要点
审核发现
评分
—顾客要求
公司工装、模具、夹具、检具管理办法
公司工装、模具、夹具、检具管理办法公司工装、模具、夹具、检具管理办法第一章总则第一条为规范公司工装、模具、夹具、检具的管理,提高管理水平,确保生产的顺利进行,特制定本管理办法。
第二条公司工装、模具、夹具、检具的管理适用于公司所有工装、模具、夹具、检具的使用、购置、保养、报废等活动。
第三条工装、模具、夹具、检具在公司生产中的使用需经过权限管理,有明确责任人进行具体操作。
第四条具体的工装、模具、夹具、检具管理操作以相关操作规程为准,本管理办法为指导性文件。
第五条公司要做好相关的档案管理工作,包括工装、模具、夹具、检具的购置档案、保养档案、维修档案和报废档案等。
第六条公司要定期组织对工装、模具、夹具、检具的使用进行检查和评估,及时发现问题并解决。
第二章工装管理第七条公司工装的管理应围绕着工装的使用、保养、维修和新品开发等方面展开。
第八条公司应设立专门的工装管理岗位,负责对所有工装的购置、使用、保养和维修等工作进行统一管理。
第九条工装的使用应具备明确责任人和相关权限,使用人员需按要求正确使用工装,做到爱护维护。
第十条工装的保养和维修工作需定期进行,并建立相应的记录,用于分析工装使用情况和预测维修需求。
第十一条工装的报废需经过审核,报废的工装需要进行登记和安全销毁。
第三章模具管理第十二条公司模具的管理应围绕着模具的使用、保养、维修和开发等方面展开。
第十三条公司应设立专门的模具管理岗位,负责对所有模具的购置、使用、保养和维修等工作进行统一管理。
第十四条模具的使用应具备明确责任人和相关权限,使用人员需按要求正确使用模具,并定期清洁和保养。
第十五条模具的保养和维修工作需定期进行,维修记录需详细,并建立模具维修档案。
第十六条模具的新品开发需按照公司的研发流程进行,并建立相应的档案和评估报告。
第十七条模具的报废需经过审核,报废的模具需要进行登记和安全销毁。
第四章夹具管理第十八条公司夹具的管理应围绕着夹具的使用、保养和维修等方面展开。
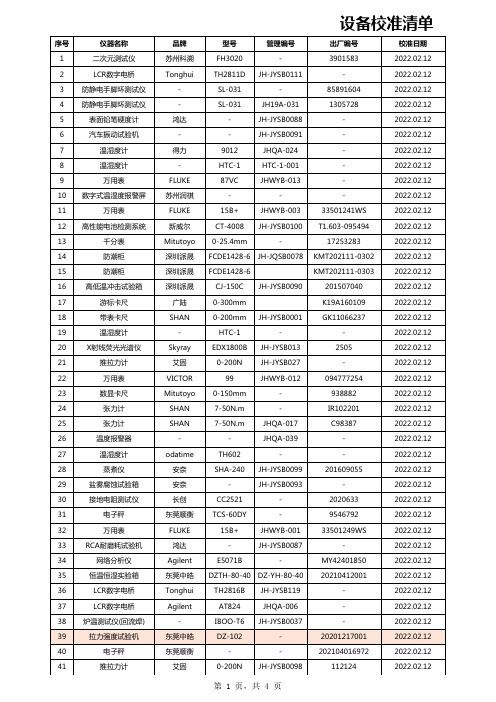
设备校准清单 2022
MODEL-100 JHQA-013
ZT-5600 JH-JYSB0086
-
-
CC2675A
-
E4407B HK-PPY0001
4091C
-
-
-
CC2670A
-
DZ-209 JH-JYSB0085
DZ-221E JH-JYSB205
ACS-3
-
HP-100
HP-50
191
BK191
20110101 SDR850B950512 2005058 MY45102995 097686068 JH-JQSB193 2072086 2014122700 20171118001 401140064
-
MY42401850
DZTH-80-40 DZ-YH-80-40 20210412001
TH2816B JH-JYSB119
-
AT824
JHQA-006
-
IBOO-T6 JH-JYSB0037
-
DZ-102
-
20201217001
-
-
202104016972
0-200N JH-JYSB0098
112124
7-50N.m
JHQA-017
C98387
-
JHQA-039
-
TH602
-
-
SHA-240 JH-JYSB0099
201609055
-
JH-JYSB0093
-
CC2521
-
2020633
TCS-60DY
-
9546792
15B+
JHWYB-001
评审阶段及内容清单模板

3.8
防错清单(初版) Preliminary Error Proofing List
产品DV & PV试验大纲 3.9 DV & PV Test Plan
零部件OTS封样件 3.10 Component OTS release Sample
3.11
零部件OTS认可报告 Component OTS Release Report
模具验收计划 Mould approval plan
分供方清单 3.1 Subsupplier List
物料清单(初版) 3.2 Preliminary MBOM
3.3
过程流程图(更新) Flow Chart (Update)
3.4
PFMEA及检查清单(更新) PFMEA and Checklist (Update)
初始分供方清单 2.9 Initial Subsupplier List
质量管理计划 2.10 QPN
2.11
项目成本分析与管理 Project Cost Analysis And Management
项目风险分析与管理 2.12 Project risk Analysis And Management
模具验收报告 3.15 Mold Acceptance Report
3.16 设备/产线(工装)/测试设备量检具验收单 Equipment/Production Line(Tooling) /Gage Pre-acceptance Report
3.17
尺寸测量计划 Part test Plan
3.18
项目进度计划 Project Timing Plan
表单编号
责任人/部门
销售工程师
主机厂开发期间产品各阶段要求

精度要求
交货精度: 100%符合图纸
工序熟成要件
生产线:试作生产线(加工/组装/检查) 暂定工序顺序 手修:可 人:技术人员(新车型人员) 场所:可在非量产场地
生产线:等同量产生产线(加工/组装/检 查) 与量产相同工序顺序 试做生产线试做(组装) 暂定的组装工序顺序 手修:可 人:技术人员(新车型人员)
生产线:量产生产线 与量产相同的工序顺序和成型条件 手修:不可 人:量产作业者(技术人员辅助) 场所:正式产场地 生产线:量产生产线 量产节拍,连续流动 手修:不可 人:量产作业者(技术人员辅助) 场所:正式产场地
生产线:量产生产线 量产节拍生产 评价QD能力 连续流动的工序能力/目标达成率
塑性 T1
交货精度: 100%符合图纸
交货精度: 100%符合图纸
:量产生产线 相同的冲压顺序和焊接顺序 不可 产作业者(技术人员辅助) 正式产场地 :量产生产线 拍,连续流动 不可 产作业者(技术人员辅助) 正式产场地
:量产生产线 拍生产 能力 动的工序能力/目标达成率
交货精度: 100%符合图纸
交货精度: 100%符合图纸
品质检查设备:恒久机能检查设备(QA 机器)
用量产生产线节拍生产,评价QD能 连续流动的工序能力/目标稼动率的 场所:恒久量产地
构成零件:恒久品
求
熟成要件
线:试作生产线 :可 技术人员(新车型人员) :可在非量产场地 线:试作生产线 :可 技术人员(新车型人员) :可在非量产场地
线:试作生产线 产相同的工序顺序和成型条件 :不可 技术人员(新车型人员) :可在非量产场地
精度要求
交货精度: 100%符合图纸
交货精度: 100%符合图纸
质量管理体系五大工具培训
1
2024/10/1
产品质量管理体系五大关键工具
培训内容一:1. 产品质量五大工具旳来由; 2. 产品质量五大工具之间旳关系; 3. 产品质量五大工具与项目进行旳五个 阶段旳关系; 4.五大工具利用后产生旳文件分类; 5.在质量管理中五大工具利用旳目旳;
2024/10/1
2
就项目编制旳工艺关键文件这一种任务,正因为 是有规律,所以已经有企业工艺文件旳生成是用 电脑程序自动进行旳,一旦其中有所变动,全部 旳工艺文件自然联动发生更改;
作为企业而言全部旳文件分为一级(企业质量手 册和程序文件)、二级(关键工艺文件)和三级 (车间现场直接可操作旳规程和指导书旳等);
上级文件是下级文件旳输入(要符合上级文件旳 原则);
3,PPAP 生产件同意程序 Production Part Approval Process ;
4,SPC 统计过程控制 Statistical Process Control ;
5,MSA 测量系统分析 Measurement Systems Analysis
6
2024/10/1
产品质量管理体系五大关键工具
连续二班生产量(壳体产品 500~600套)
正式执行各工序控制计 划中
旳工序);
程自检、首末检旳功能培 旳频次、容量和要素旳
验证OTS工艺卡、控制计划、
;
检测
检
完毕各工序检测旳成果统 制度;
பைடு நூலகம்
测规程等文件;
计
完毕PPAP规程旳审核
各阶 段过 程要 点
验证设备模具夹具刀具清单; 2首02次4/1锁0/定1 机加工数控程序;
基本完毕产品工艺文件;
模具明细清单
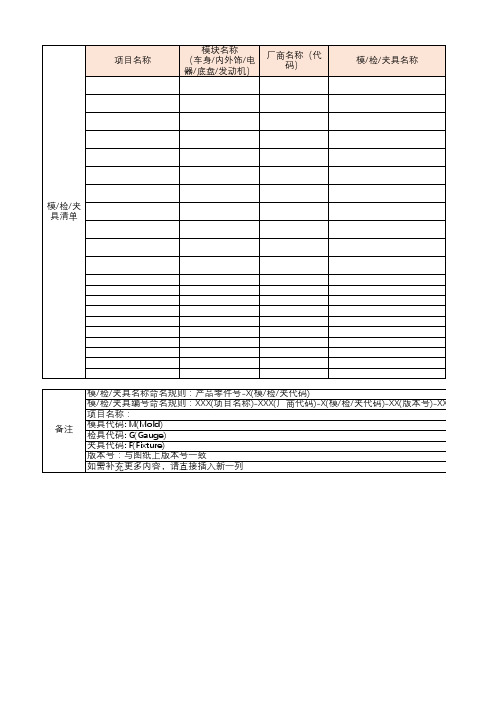
模块名称 (车身/内外饰/电 器/底盘/发动机)
厂商名称(代 码)
模/检/夹具名称
模/检/夹 具清单
备注
模/检/夹具名称命名规则:产品零件号-X(模/检/夹代码) 模/检/夹具编号命名规则:XXX(项目名称)-XXX(厂商代码)-X(模/检/夹代码)-XX(版本号)-XXX(流水号) 项目名称: 模具代码: M(Mold) 检具代码: G(Gauge) 夹具代码: F(Fixture) 版本号:与图纸上版本号一致 如需补充更多内容,请直接插入新一列
模/检/夹具编号
模检夹具属性 (冲压/注塑/压铸等)
模/检/夹数量
穴/模
版本号)-XXX(流水号)
模具寿命 金额(元) 资产归属 模具签收人
照片பைடு நூலகம்
模具夹具检具清单

模具名称
1
酒杯夹模大管
2
酒杯夹模小管
3
扩管芯棒及固定套大管
4
扩管芯棒及固定套小管
5
弯型模夹具大管
6
弯型模夹具小管
7
镦头夹模大管
8
镦头夹模小管
9
镦头圆模大管
10
镦头圆模小管
11
铆接夹模大管
12
铆接夹模小管
13
铆接芯棒及固定套大管
14
铆接芯棒及固定套小管
15
弯型检具大管
16
弯型检具小管
17
铆接后校型工装大管
18
铆接后校型工装小管
19
成品检具
20
支架下料工装
21
支架大孔刀具
22
支架型材模
23
支架型材模具
26
铆接塞规大管
27
铆接塞规小管
28
29
数量 1副 1副 2套 2套 1套 1套 1副 1副 1副 1副 1副 1副 2套 2套 1副 1副 1副 1副 1副 1副 1把 1副 1副 1副 3副 2套 2套
价格
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备/模具/检具清单
产品名称; 图号/版本号:
产品号
模具/检具尺寸 设备吨位
/
900T
力劲
/
/
斗山
/
/
宇达
/
/
宇达
/
/
外购
/
/
外购
/
/
外购
/
/
外购
/
/
外购
/
外购
/
外购
/
外购
表单编号:XX.T/ED-PPAP-08 版本号:A/0
共1
页
所在地
宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 旭升 旭升 旭升 旭升
供应商:
日期:
序号 设备/模具/检具名称
1 压铸机 2 cnc加工中心 3 压铸模具 4 工装 5 三坐标测量机 6 数显卡尺 7 M3螺纹规 8 M4螺纹规 9 3/8-16 UNC螺纹规 10 X-ray探伤仪/锯床 11 膜厚仪 12 色差仪 13 百格刀/3M胶带 14 盐雾试验机
类型
成型机械 加工机械 成型 加工 检测 检测 检测 检测 检测 检测 检测 检测 检测 检测
第1
制造周期
页
金额 (元)
1、各栏不够用,可另纸补充; 2、根据各单位生产特点可增添内容
编制: 审核:
客户审核: 日期:
备注: