ACCU-ROLL轧管机和ASSEL轧管机的比较
其它轧管机

连轧管机优点
• 在连续的8-9机架中以大压下量一次完成 轧制,高效获得长尺钢管(33米、 240根 /时)。
2.钢管质量高:可减小穿孔变形,从而↓穿 孔表面缺陷。交替轧制钢管,消除穿孔螺 旋壁厚不均,调质磨光的特殊芯棒使内外 表面平滑。
• 狄舍尔轧管机的复活与最近几年来出现的狄舍尔 穿孔机有一定关系,因为在这种穿孔上可以得到 较大的延伸系数,狄舍尔轧管机上的延伸就可相 对减小,加上轧制速度加快,使整个机组的生产 能力显著提高,同时,所能轧制的钢管长度也可 增加到14-16米。
• 狄舍尔轧管机是用长芯棒轧制的。芯棒的 操作可以是全浮动式的,也可采用限动操 作方式。
• 对于需要技术改造或设备更新的旧厂尤其 值得考虑。
• 最近,西德曼内斯曼-德马克公司把这种 新型的狄舍尔轧管机组称作CPD机组,而 美国称之为Accu-Roll-Mill,表明其产品 的尺寸精度高。此两家公司的狄舍尔轧管
机上均采用限动芯棒,其工作部分的长度 不超过3米。
对于斜轧机组(高精度轧管)
3.容易实现自动化:心棒循环使用,只穿孔 需换顶头。整个热轧线可全部自动化。
4.产品范围广:连轧管机本身生产规格少, 容易掌握,但可通过配备张力减径机就能 生产出多种不同规格的品种。
连续轧管机组产品范围、钢种?
• 适合生产小口径无缝钢管 缺点: • 设备费用高。连轧管机上机架刚性大,电机容量大,电气控
的入口牌坊可以绕轧制线旋转,实现了轧制中变送 进角,变轧制速度。可以避免出现“尾三角”。
三种斜轧机共同特点:需用长芯棒和脱棒装置
轧管机结构特点
• 在这种轧管机上,轧制线也就是轧机本身 的中心线,围绕这个中心线安装了三个锥 形轧辊,它们与轧机中心线的距离相等, 各个轧辊之间的距离也相等。工作轧辊安 装在锥形辊柱轴承中,轴承座则安在两个 牌坊中。两个牌坊中的一个是固定的,而 另一个可以围绕中心线回转0-25°。转动 这个回转牌坊就可以使轧辊倾斜于轧管机 的工作中心线。轧辊回转一个角度就可以 得到一定的送进角,以便使轧件向前送进 通过轧机。
培训资料新型Assel轧管机

培训资料新型Assel轧管机新型 Assel 轧管机1937年,美国⼯程师W.J.Assel在俄亥俄洲Wooster市Wayne Co.钢管⼚对伍斯特尔轧机(Wooster Mill)重新进⾏了改造设计,他将这种改造设计后的斜轧管机以其名字命名为阿塞尔轧管机(ASSEL Mill)。
由于这种斜轧管机采⽤了三个轧辊,因此⼀般称之三辊轧管机,⽽欧美各国则习惯于称它为阿塞尔轧管机(ASSEL Mill)。
阿塞尔轧管机(ASSEL Mill)的三个轧辊在机架中呈120度⾓布置,与长芯棒构成⼀个相对封闭的环状孔型。
轧辊轴线相对于轧制中⼼线垂直⽅向和⽔平⽅向均倾斜于⼀定⾓度,分别叫喂⼊⾓和辗轧⾓。
轧辊形状呈锥形,中间段有⼀个凸起叫做辊肩,轧制时与长芯棒完成集中变形,实现较⼤的压下量,延伸系数可达2左右。
第⼀部分主要⼯艺设备阿塞尔(ASSEL)轧管机主要包括四部分,即:⼀、前台⼊⼝端:它包括⽑管移送系统,由⼀个杠杆式移送臂将⽑管送⼊插芯棒位置;芯棒移送系统,芯棒通过法兰盘与⼩车联接,带有预旋转装置的芯棒⼩车在底座导轨上⽔平往返移动,芯棒⼩车的往返⽔平移动由双链轮传动系统驱动;为保证轧制时芯棒移动速度处于控制状态,由安装在导轨底座上的两个液压缸来限制芯棒⼩车在轧制过程中的前进速度,芯棒的冷却由配制在⼩车上的⽔管接头从⼩车尾部插⼊芯棒进⾏内⽔冷;在芯棒⼩车导轨中间的芯棒托辊托住芯棒,确保芯棒平稳插⼊⽑管,在芯棒⼩车前进和后退过程中四个芯棒托辊依次抬起或依次落下,避免与⼩车相撞。
可调式三辊定⼼装置,分布在芯棒移送系统和轧机之间,它的作⽤⼀是抱⽑管,⼆是抱芯棒,三是打开接受⽑管;芯棒润滑系统,在芯棒⼩车⽌推器与最末可调式三辊定⼼装置之间,在芯棒插⼊⽑管的过程中对芯棒⼯作带进⾏轧制前的润滑;升降输送辊、轧机前调整辊和夹送辊,确保⽑管准确送⼊轧辊;挡管器,它是确保芯棒插⼊⽑管的⼀个装置。
⼆、主机机架,由牌坊底座和旋转顶盖组成。
连轧管机组与Accu_Roll轧管机组的比较

20 世纪 80 年代以来, 各种轧管工艺及设备 都有了新的发展和改进。但连轧管机仍是当今无 缝钢管生产发展的主导方向, 顶管机、狄塞尔轧管 机( 含 Accu-Roll 轧管机) 及三辊轧管机近期取得 了重大 技术进步。本文对 连轧管机 与 Accu- Roll 轧管机的发展和各自优缺点进行了比较。
投产 年份 1911 1912 1930
1933
钢管直 年产量 连轧机
径/ mm / 万 t 架数
48~ 89 ~ 30 8
17~ 102 ~ 20 7
48~ 89 45
7
33. 4~ 88. 9
20
11
美国
美国钢公司洛雷恩厂 1949 60. 3~ 114 23. 52 8
美国
美国钢公司格里厂
1950
国别 意大利 日本 日本 日本 墨西哥
厂家
投产 钢管直 年产量 连轧机 年份 径/ mm / 万 t 架数
达尔明公司达尔明厂 1978 177~ 355 35
8
住友金属工业公司海
南厂
1983
25. 4~ 114. 3
60
-
新日铁八幡制铁所
1983
33. 4~ 193. 7
96
7
日本钢管公司京滨厂
1983
25. 4~ 88. 9
22
8
意大利
达尔明科斯塔沃尔皮
诺厂
1958 53~ 92
~ 10
8
意大利 达尔明厂
1961 16~ 102 15
CPE机组生产小无缝钢管的优势分析

CPE机组生产小无缝钢管的优势分析张海军①翟东生石虎珍(中冶京诚工程技术有限公司北京100176)摘要随着环保和节能要求的提高,改造以穿孔+冷拔生产工艺为代表的小型无缝钢管机组已是势在必行,采用CPE机组生产小无缝钢管有产品质量高、投资少、品种广、操作简单等诸多优势。
本文主要探讨了采用CPE机组生产小无缝钢管的技术优势,以供改造和新建小无缝钢管机组的设备选型参考。
关键词CPE机组小无缝钢管生产特点Analysis of Technical Advantages on Small-SizedSeamless Steel Tube by CPE ProcessZhang Haijun Zhai Dongsheng Shi Huzhen(MCC Capital Engineering&Research Incorporation Limited,Beijing100176)ABSTRACT With the environmental protection and energy conservation programming,it is inevitable to modify the piercing and cold-drawing process mill on small-sized seamless steel tube.Presented here in the paper are the features of CPE process for reference of modification and erection project on mall-sized seamless steel tube,including progressive technology,certificated product,various grades,simplified operation,lower investment and so on.KEYWORDS CPE unit Small-sized seamless steel tube Features1前言通常把外径小于 114mm的无缝钢管称为小无缝钢管,到现在为止,我国小无缝钢管生产数量最多的机组型式为小型穿孔+冷拔无缝钢管机组,据权威部门的统计资料,全国各地穿孔+冷拔小型(包括少量大型)无缝钢管机组年产能达到600万t/a,占全国无缝钢管总产能力的27.8%[1],这些机组为我国国民经济,尤其是当地的经济发展起到过积极的作用,培养了一批钢管从业人员,为以后的技术进步奠定了基础。
轧管工艺技术(1)——《热轧无缝钢管实用技术》

78技术讲座轧管工艺技术(I)-《热轧无缝钢管实用技术》轧管工序的主要任务是将芯棒穿入毛管内孔,在外部工具(轧辐或银模)的作用下,压缩毛管的外径和壁厚,从而获得尺寸和质量符合要求的荒管。
按轧管机的结构和金属变形方式的不同,可将轧管机分为纵轧管机和斜轧管机。
纵轧管机主要有连轧管机、顶管机(CPE)、自动轧管机、周期轧管机、挤压管机和径向锻管机等;斜轧管机主要有阿塞尔(Assel)轧管机、狄塞尔(Diescher)轧管机、精密(Accu Roll)轧管机、斜轧扩管机和行星轧管机等。
轧管机按机架数量的多少,可分为单机架轧管机和多机架轧管机。
单机架轧管机有自动轧管机、阿塞尔轧管机、狄塞尔轧管机、精密轧管机、周期轧管机、挤压管机、径向锻管机和行星轧管机等。
多机架轧管机有连轧管机和顶管机等。
目前,使用最为广泛的是限动芯棒连轧管机和精密轧管机,其次是周期轧管机、阿塞尔轧管机、挤压管机和顶管机。
行星轧管机还处在推广应用阶段。
1连轧管工艺技术1.1连轧管机概况连轧管法是将经过润滑后的长芯棒穿入毛管内孔,芯棒和毛管一同连续通过多个呈串列布置的轧车昆孔型,将毛管轧制成符合尺寸和质量要求的荒管的一种轧管方法。
早在1843年,就有人开始研究连轧管法,历经几代人对连轧管工艺、芯棒操作方式、机架数、机架形式和传动方式等方面的研究和生产实践,连轧管技术日臻成熟,连轧管机已成为当今业界首选的无缝钢管轧机。
连轧管机的最大延伸系数可达3.5-6.0,荒管最大出口速度可达5~7m/so其主要特点是生产能力大,生产效率高;所轧制的荒管长度长,产品质量好,规格范围广等。
连轧管机按机架型式不同,可分为二辘式连轧管机和三银式连轧管机;按芯棒操作方式的不同,可分为全浮动芯棒连轧管机、限动芯棒连轧管机和半浮动(也称半限动)芯棒连轧管机。
限动芯棒连轧管机的芯棒循环可分为芯棒在线回退和线外循环两种。
二辐式连轧管机由两个轧槽组成孔型,相邻机架的轧银呈90。
Accu Roll轧管机和Assel轧管机的比较
(P n a gG o pC e g uSel n n du o,Ld,C e g u 6 3 3 hn a g n ru h n d te dVa a im C . t. h n d 0 ,C ia) a 1 0
Ab t a t De c i e i h ri l r h u r n e e o me tst a i n a d c a a t rs i s o h c — l sr c : s rb n t e a tc e a e t e c r e td v l p n i t n h r c e itc ft e Ac u Ro l u o p p l a d t e As e i e mi .I i o n e u h s wo p p l a e b e e a d d a h sl — e e t d i e mi n h s l p l t s p i t d o t e e t i e mi s h v e n r g r e s t e mo ty s l c e l p 1 t l
中 图分 类 号 :T 3 文 献 标 识 码 :A 文 章 编 号 :1 0 — 3 12 1 ) 6 0 1— 4 G3 3 0 12 1 ( 0 0 0 — 0 5 0
Co pa io fAc u Ro lPi e M i wi s lPi m r no c — l s p l t As e pe M l h
专题j l } 管 机 的 比较 c uR l轧 se 轧
成海涛
( 攀钢集 团成都钢钒有 限公 司,四川 成都 6 0 0 1 3 3)
摘
要 :介 绍 了 Ac uR l轧 管 机 和 A sl 管 机 的 发 展 现 状 和特 点 。 指 出这 两 种 轧 管 机 组 由 于 具 有 轧 制 工 c ol se 轧
ACCU—ROLL新型斜轧管机工艺技术操作规程
一、ACCU—ROLL轧机技术操作规程1.ACCU—ROLL轧机主要技术性能:1.1 穿孔空心坯规格:外径:Φ150~Φ305mm壁厚:9.23~32.75mm长度:4.79-10.00M1. 2 Accu—Roll轧机出口荒管构规格:外径: Φ 150~Φ295mm壁厚:3.23~24.75mm长度:11.32-19.50MAccu-Roll轧机出口荒管速度:uV= 0.3~1.0M/SAccu-Roll轧机喂入角:5º~10ºAccu-Roll轧机辗轧角:10º~15º2 生产前的准备工作:2.1 检查轧机区域液压、干油、稀油、高压水、通风系统、设备状况,确保工作正常。
2.2 检查轧机区域各机械设备状况,确保空负荷试车正常。
2.3 检查轧机区域各电气设备、控制、硬件系统,操作台各部位登仪表是否完好、准确,确保工作正常。
2.4 检查轧机区域工具的规格和使用状态是否符合生产要求(详见工具配换表及轧制尺寸表)。
2.5 检查轧机区域各故障显示和报警系统,确认工作正常。
2.6 检查轧机区域冷却水,芯棒、导盘润滑系统,确保工作正常。
2.7 检查轧机区域各操作开关,程序控制开关,确认复位。
2.8 在确认设备状况正常,配换工具符合要求,轧机及辅机各调整参数满足生产后,方可进行手动分区启动,空负荷连动运行。
3 Accu-Roll轧机区域的调整:Accu-Roll轧机区域的调整主要分为:速度调节、压力调节和位置调节三种。
3.1速度调节:它分为自动速度和手动速度调节:3.1.1 自动速度调节:通过改变MMI速度的设定值,由程序实现速度自动控制。
3.1.2 手动速度调节:手动操作台上电位器旋钮实现速度调节。
3.2 位置调节:在进行位置调节时,须保证各调节回路处于无负荷状态,调整部位的锁紧系统处于低压锁紧状态,在轧机区需要随规格变化而调整的回路有:预穿台高度调整、斜送辊高度调整、抱瓦开口度调整,导盘和轧辊调整。
Accu—Roll轧管机

Accu—Roll轧管机
张锦
【期刊名称】《包钢科技》
【年(卷),期】1992(000)003
【摘要】包钢无缝厂的设备改造列入“八五”计划,根据公司采用最先进的技术、最精良的设备生产最优质的产品的技术改造精神,将目前较先进的Accu—Roll轧管机的特点介绍如下。
Accu—Roll轧管机也叫限动芯棒狄塞尔轧管机。
狄塞尔轧管机轧制的钢管同心度好,表面质量高,变换壁厚也比较方便,但生产能力低,所轧钢管外径小,长度短,而因自1935年投产以来没有得到广泛应用。
芯棒限动在连轧管机上取得成功后,美国艾特纳公司,西德科克斯公司和曼内斯曼公司等都对芯棒限动技术在狄塞尔轧机上使用进行了研
【总页数】4页(P85-87,69)
【作者】张锦
【作者单位】包钢经济技术情报研究所
【正文语种】中文
【中图分类】TF4
【相关文献】
1.基于西门子STEP7与WinCC的Accu-Roll轧管机模拟轧制系统 [J], 王鸿儒
2.第四代轧管机—精密(Accu Roll)轧管机 [J], 周云南
3.Accu Roll轧管机和Assel轧管机的比较 [J], 成海涛
4.浅谈Assel轧管机与Accu Roll轧管机的性能对比 [J], 张良夫
5.Accu Roll轧和机和穿孔机主传动减速机偏心套调整 [J], 肖晓庆
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言
一、前言
2014-10-25
3
前言
我国钢管工业走过了52年的历程,特别是近
十年来的飞速发展,已成为世界钢管生产和消
费第一大国。2009年,年产量达5281万t,约
占世界钢管产量的50%, 其中,无缝钢管产量
2100多万t,钢管产量和消费量连续10多年占
(4)物料跟踪管理。
ACCU-ROLL轧管机和ASSEL轧管机改进的建议
2、壁厚检测和压下调整
对钢管的外径和壁厚进行检测,采用响应速度快、
调节精度高、动态性能好的液压压下技术(HCCS) 系统来控制轧管机的液压压下装置,实现辊缝的自 动调整;亦可通过工艺参数的计算和控制,实现温 度补偿、咬入冲击控制、头尾削尖轧制等功能。
2014-10-25 5
二、ACCU-ROLL轧管机和LASS
EL轧管机的比较
2014-10-25
6
ACCU-ROLL轧管机和LASSEL轧管机的比较
1、 轧管机的发展历史
Accu-Roll轧管机是上世纪80年代由美国埃特纳标 准公司的波兹克发明的。它是由狄赛尔轧管工艺发展而来的。 1986年,由中美合作设计制造了世界上第一台ACCU-ROLL 轧管机(∮114mm机组),于1990年元月在烟台无缝钢管
ACCU-ROLL轧管机和ASSEL轧管机改进的建议
4、提高轧管机孔型的封闭性
ACCU-ROLL轧管机和ASSEL轧管机的孔型封闭性都比纵轧
管机差一些。在大型ASSEL轧管机的辊缝处增加导板或导辊以 减小辊缝值,可以有效地防止金属的横向流动,提高轧制薄
壁钢管的可能性。虽然ACCU-ROLL轧管机在轧管喉径处的孔
ACCU-ROLL轧管机和LASSEL轧管机的比较
(3) 辊面曲线不同,造成钢管表面质量存在差异
一般来讲ACCU-ROLL轧管机的辊身长度比ASSEL轧管机的
辊身长度长,在轧制同一规格的钢管时,重轧系数大,钢管 表面的辗轧次数多,有利于壁厚精度的提高和表面质量的改 善。ASSEL轧管机大都采用了集中变形的台阶式辊型,一方 面,它有利于钢管的减壁变形,并减短了变形区长度,在相 同变形量的前提下,轧制负荷更小。另一方面,局部区域的 集中大变形,容易在钢管表面上产生螺旋道。
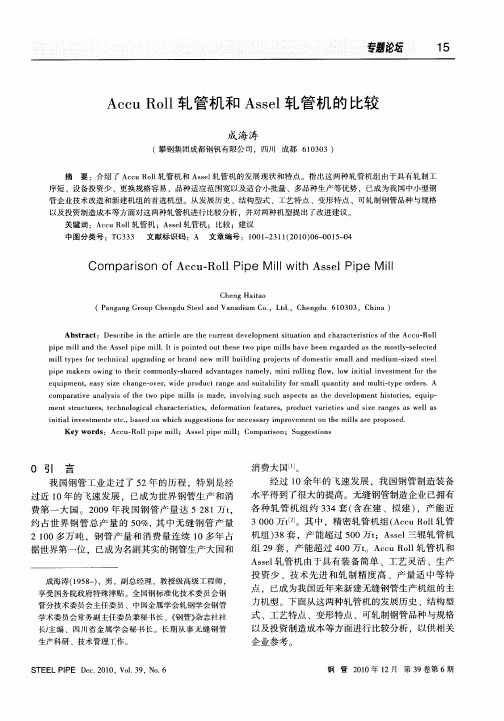
ASSEL轧管机孔型示意图
ACCU-ROLL轧管机和LASSEL轧管机的比较
(2)轧辊头尾直径不同,造成金属的扭转变形存在
差异
ACCU-ROLL轧管机带有一个大辗轧角,其轧辊是一个 “头小尾大”的锥形辊,且配以切向速度大于钢管轧制速度 的主动大导盘将变形金属“拽向”轧管机出口,与ASSEL轧 管机相比,ACCU-ROLL轧管机轧制钢管时的扭转变形较小。 当钢管壁厚越薄,延伸系数越大时,这种扭转变形的差异表 现得更加明显一些。
ACCU-ROLL轧管机孔型示意图
ACCU-ROLL轧管机和LASSEL轧管机的比较
ASSEL轧管机的孔型是有三个轧辊组成的,三个轧辊 之间不可避免地存在较大的辊缝。如图所示,当轧辊越大时, 辊缝就越大。显而易见,ASSEL轧管机的孔型封闭性较 ACCU-ROLL轧管机差,金属的横向变形大,容易流向辊缝。 这也是ASSEL轧管机难以生产大直径薄壁钢管的主要原因。
6、减小钢管的扭转变形
钢管在斜轧时会产生两次附加扭转变形。一是当钢
管在变形区中轧制时,因斜轧的特点,钢管呈螺旋 前进而发生扭转变形,二是已经出变形区的钢管受 到旋转轧辊的影响而处在高速旋转的状态而产生扭 转变形。改进轧辊形状和在轧管机后台,采用主动
的长导向辊结构可以防止轧制过程中荒管扭曲和划
伤。
四、 结 语
ACCU-ROLL轧管机和LASSEL轧管机的比较
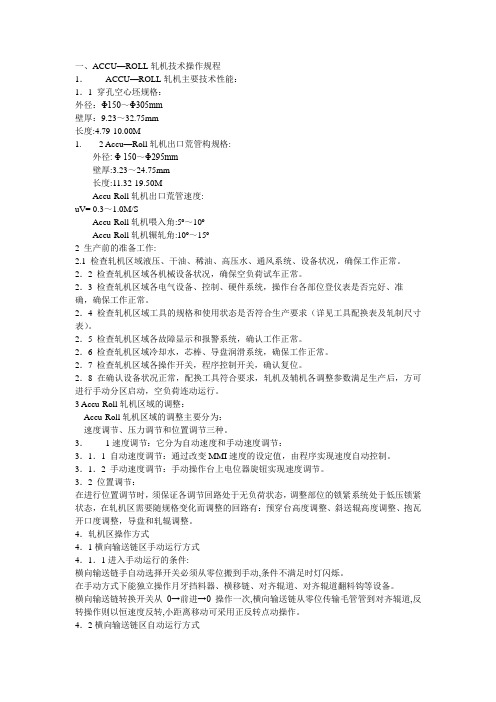
4、变形特点
(1) 孔型封闭性不同,造成金属的横向变形存在差异
ACCU-ROLL轧管机的孔型如图所示,在进行孔型调整时, 要求导盘高边紧贴轧辊表面,即所谓的“打火花”调整,提 高了孔型的封闭性。它十分有效地限制了金属的横向变形, 防止变形金属流向辊缝,为轧制薄壁钢管提供了条件,但导盘 表面有时会产生粘钢。
式穿孔机或曼式穿孔机)——轧管(ACCU-ROLL轧管机或 ASSEL轧管机)——脱棒(当采用浮动芯棒轧制时)——定 (减)径——钢管精整、检验、包装。
ACCU-ROLL轧管机和LASSEL轧管机的比较
在芯棒的操作方式上,ACCU-ROLL轧管机一般采用限动芯棒 操作模式,而ASSEL轧管机既有限动芯棒操作模式又有浮动芯棒操 作模式,在采用浮动芯棒时,需要增加脱棒机。 无论是ACCU-轧管机还是ASSEL轧管机的轧制节奏都较慢,纯轧 时间较长,每分钟只能轧制1—2支钢管。为了保证头尾温差和防止 钢管的扭转变形,大都采用双倍尺或单倍尺轧制。 实测数据表明,ACCU-ROLL轧管机在进行钢管轧制时,钢管的 温度会升高,属升温轧制过程。 由于两种轧管机的孔型封闭性存在差异,ACCU-ROLL轧管机的 D/S可达到40以上,而ASSEL轧管机的D/S一般在35左右。
种三辊轧管机,当时的三辊呈张角布置,传动系统在轧管机
入口侧,采用浮动芯棒操作。后来又对ASSEL轧管机进行了改 进,将轧辊进行收角布置,并采用限动芯棒操作。为了克服
ASSEL轧管机的钢管前端“喇叭口”和后端“尾三角”,上世
纪80年代前后,相继开发了阶梯芯棒、轧辊快开和送进角调 整等轧制技术。到目前为止,我国拥有ASSEL轧管机29套。 ASSEL轧管机亦是我国无缝钢管生产的主力机型之一。
量,减轻螺旋道的深度是值得关注的问题。
ACCU-ROLL轧管机和LASSEL轧管机改进的建议
5、提高工具使用寿命
ACCU-ROLL轧管机的工具消耗较高,尤其是导盘 在轧制薄壁钢管时,高边容易损坏,降低了导盘的 使用寿命。采用复合导盘并对导盘实施工艺润滑是
提高导盘使用寿命的重要手段。
ACCU-ROLL轧管机和LASSEL轧管机改进的建议
Assel轧管机结构示意图
ACCU-ROLL轧管机和LASSEL轧管机的比较
3 、 工艺特点
ACCU-ROLL轧管机组和ASSEL轧管机组以其轧制工序短、设 备投资少、更换规格容易、品种适应范围宽、以及适合于小 批量、多品种等生产优势在国已成为中小型钢管企业技术改 造和新建机组的首选机型。二者的工艺流程大体相同。 主要工艺流程为: 管坯加热(环形加热炉或步进式加热炉)——斜轧穿(菌
ACCU-ROLL轧管机和ASSEL
轧管机的比较
成海涛
中国钢标准化委员会钢管分技术委员会主任委员 中国金属学会钢管分委会常务副主任委员兼秘书长 攀钢集团成都钢钒有限公司副总经理 《钢管》杂志社社长兼主编 2010年9月
2014-10-25 1பைடு நூலகம்
报告提纲
一、前言 二、ACCU-ROLL轧管机和ASSEL轧管机的比较 三、ACCU-ROLL轧管机和ASSEL轧管机改进的建议 四、结语
ACCU-ROLL轧管机和LASSEL轧管机的比较
6、 投资与制造成本
相同规格的ACCU-ROLL轧管机比ASSEL轧管机的设备重 量和装机容量都要大一些,投资也要多一些。 由于ACCU-ROLL轧管机的变形区较ASSEL轧管机长,金属 的纵向流动和横向流动阻力较ASSEL轧管机大,造成轧制负荷 更高。带来了动力消耗和工具消耗的增加。特别是ACCUROLL轧管机使用了主动的大导盘,导盘高边容易损坏,增加 了钢管制造成本。
据世界第一位,已成为名副其实的钢管生产大
国和钢管消费大国。
2014-10-25 4
前言
经过十余年的飞速发展,我国钢管制造装备水 平得到了很大的提高。无缝钢管制造企业已拥有 各种轧管机组约334套(含在建、拟建),产能 近3 000万t。其中精密轧管机组38套,产能超过 500万t ,三辊轧管机组29套,产能超过400万t。 它们是除连轧机组之外,我国无缝钢管生产的主 力机型之一。
Accu-Roll 轧管机结构示意图 1-芯棒;2-导盘; 3-菌式轧辊;4-毛管
ACCU-ROLL轧管机和LASSEL轧管机的比较
ASSEL轧管机的轧辊在轧管机机架中呈120°布置,轧 制过程中轧辊主动且同向旋转。孔型中心线与轧制中心线重 合。轧辊安装在转鼓里,通过转鼓锁紧装置来调整轧辊的孔 喉值和辗轧角的大小。
因此,ACCU-ROLL的投资成本和钢管制造成本都比ASSEL 轧管机大一些。
三、ACCU-ROLL轧管机和ASSEL轧管机改进 的建议
2014-10-25
20
ACCU-ROLL轧管机和ASSEL轧管机改进的建议
1、提高轧管机的自动化控制水平
应加快研究开发计算机控制工艺设计和轧制过程的工艺控 制系统,该系统至少应包含以下内容; (1)生产计划、轧制表计算、工具设计及管理; (2)轧制过程工艺参数信息、产品质量信息的收集、检测、 储存和分析; (3)轧管机调整参数的储存和分析;
型封闭性很好,但从喉径处往前和往后的封闭性较差,这对 轧制薄壁钢管不利。针对这一情况,有的企业在轧制大直径
薄壁钢管时,将导盘改成了导板。
ACCU-ROLL轧管机和ASSEL轧管机改进的建议
3、减小钢管表面螺旋道,提高钢管表面质 量
ACCU-ROLL轧管机和ASSEL轧管机所轧制的钢管表 面,其不同程度的存在螺旋道,如何优化孔型设计, 合理分配变形量,增加重轧系数,提高钢管表面质
总厂西分厂建成投产。随后,经过我国无缝钢管业界专家们
的不断改进,ACCU-ROLL轧管机得到了迅速推广。目前全 球共有精密轧管机组38套(含已建和在建),全部都在中
国。它已成为我国无缝钢管生产的一种主力机型。
ACCU-ROLL轧管机和LASSEL轧管机的比较
ASSEL轧管机是由美国工程师ASSEL于1937年发明的一
2014-10-25
27
结语
我国已完全掌握了ACCU-ROLL轧管机和ASSEL轧管机的设计 和制造技术,机组建设实现了国产化。他们已成为我国无缝 钢管生产仅次于连轧管机的一个主力机型,年生产能力达 900万吨左右,约占我国无缝钢管产能的30%。 ACCU-ROLL轧管机和ASSEL轧管机均属于钢管斜轧延伸机, 由于受单机架变形的限制,与连轧管机相比,他们的延伸系 数都比较小,轧制速度较慢,机组产量不高。但更换规格比