最新油浸式变压器作业工艺流程图
变压器工艺流程图

变压器工艺流程图变压器工艺流程图一、材料准备1. 选材:选择合适的矽钢片和绝缘材料。
2. 切割:将矽钢片按照设计要求进行切割,保证尺寸的精确度。
3. 清洗:使用溶剂清洗矽钢片,去除表面的灰尘和杂质。
二、绕制线圈1. 设计:根据设计要求确定线圈的匝数、规格和位置。
2. 绝缘处理:对线圈进行绝缘处理,以防止短路和跑丝。
3. 绕线:使用专业设备将线圈绕制在绝缘材料上,保证匝数的准确度和均匀度。
4. 绑扎:使用绑扎带固定线圈,防止松动。
三、组装1. 安装矽钢片:将切割好的矽钢片按照设计要求组装在绕制好的线圈周围,确保与线圈之间的间隙符合标准。
2. 绝缘处理:使用专业绝缘材料将线圈和矽钢片之间进行绝缘处理,防止短路。
3. 预埋件安装:根据设计要求,将预埋件安装在变压器的合适位置。
4. 密封:将变压器的上、下盖板与主体进行密封,确保变压器内部不会受到外部灰尘和潮气的侵入。
四、测试与检验1. 电性能测试:使用专业测量仪器对变压器的电性能进行测试,包括匝间电阻、匝间电容等。
2. 绝缘性能测试:测试变压器的绝缘电阻和介电强度,确保绝缘性能符合标准。
3. 外观检验:对变压器的外观进行检查,包括矽钢片的装配是否准确、绝缘材料是否完整、线圈是否有焊接不良等。
4. 发热试验:通过通电发热试验,检测变压器的散热性能和温升情况。
五、装配与包装1. 安装配件:根据设计要求,安装变压器的配件,如冷却风扇、温度传感器等。
2. 装箱:将成品变压器放入适当的包装箱中,确保产品的安全。
3. 标签打印:打印变压器的型号、规格和批次等信息,并粘贴在包装箱上。
4. 运输:将包装好的变压器运输到指定的仓库或客户地址。
六、质量控制1. 定期检查:对生产过程中的各个环节进行定期检查,及时发现和解决问题。
2. 过程控制:对每个生产工艺进行严格的控制,确保产品的质量可控。
3. 抽样检验:对成品进行随机抽样检验,确保产品符合标准要求。
4. 反馈改进:对发现的问题进行分析和改进,并向相关人员进行反馈。
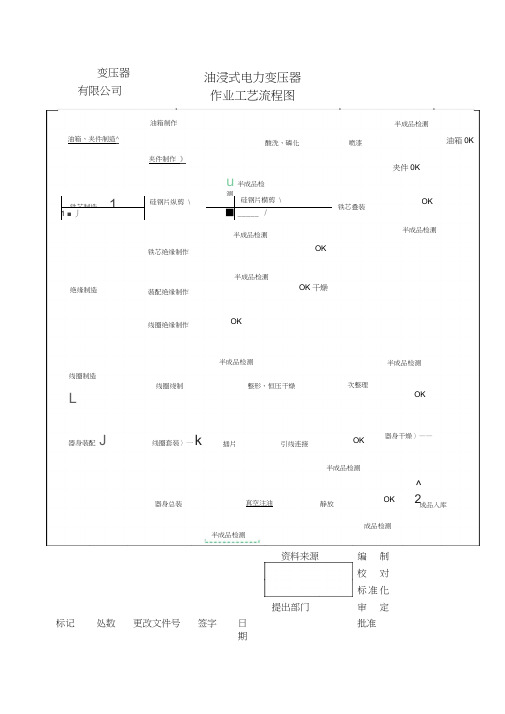
油浸式变压器作业工艺流程图
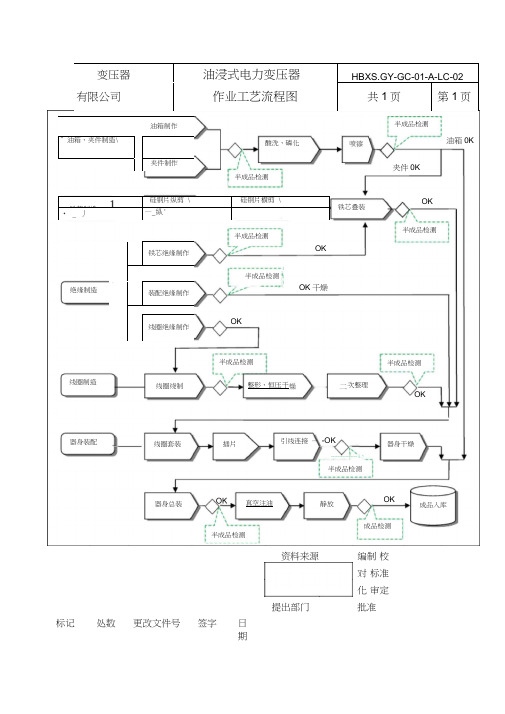
变压器 油浸式电力变压器 HBXS.GY-GC-01-A-LC-02
有限公司
作业工艺流程图
共1页
第1页
半成品检测
OK
铁芯叠装
半成品检测
半成品检测
OK
OK 干燥
OK
半成品检测
半成品检测
线圈绕制
次整理
OK
器身干燥
线圈套装 插片
OK
静放
器身总装
成品入库
成品检测
半成品检测
夹件0K
酸洗、磷化
油箱0K
器身装配 _
整形、恒压干—
线圈制造
真空注油
I
半成品检测 I
I
V
歹■W 壬
引线连接 — -OK
---------------- i 、
半成品检测
油箱制作
”油箱、夹件制造\
夹件制作
半成品检测
铁芯制造
1
硅钢片纵剪 \ 硅钢片横剪 \
• _ 丿
—_纵'
—
—*
I
铁芯绝缘制作
卜
装配绝缘制作
线圈绝缘制作
绝缘制造
资料来源 提出部门
标记
处数
更改文件号
签字
日
期
编制 校对 标准化 审定
批准。
S11系列油浸式电力变压器工艺1
包扎的绝缘应紧实均匀,且随包随扭紧,斜梢长度不小于每边绝缘
厚度的6倍,内线圈的出头绝缘斜梢长度受结构限制时,也不得小于每边绝
缘厚度的3 倍。
出头绝缘包扎完毕后,末头应涂以绝缘清漆。
在线圈内表面打上石蜡,然后由里向外吹风除去灰尘。
装下铁轭垫块、绝缘
用吸尘器吸净下铁轭、下夹件、铁轭绝缘及拉螺杆孔等处。
S11系列
描 图
张力争
描 校
底图号
装订号
S11系列油浸式电力变压器
变压器绝缘装配工艺守则
公司
二〇年月
设计文件名称
变压器绝缘装配工艺守则
产品型号、名称
S11系列油浸式电力变压器
xxxx公司
共 4 页
第 1 页
1. 适用范围
本工艺适用于电压等级为10kV,容量1600kVA及以下三相油浸式电力变
压器的绝缘装配,凡结构类似的产品的绝缘装配均可参照执行。
张力争
描 校
底图号
装订号
变压器绝缘装配工艺守则
共 4 页
第4页
装铁轭两侧的螺杆并先轻轻拉紧,再装拉螺杆,先紧拉螺杆,再紧
铁扼螺杆,最后安装拉带。
按图样和技术条件全面检查,打开接地片,用兆欧表测量铁心对夹
件是否绝缘,确认无误后,装好接地片,将上铁轭端面吸尘,然后将上铁
轭端面刷一层绝缘清漆,交专职人员检查,合格后送试验台试验。
然后卸下压板,取下线圈上端垫块。
检查线圈
用摇表测量并绕导线间的绝缘,应无短路现象。
按图样检查线圈直径及高低压线圈的轴向高度是否一致,如不一致
允许在线圈标称尺寸高度内用垫块调整到一致。
查线圈出头及分接线出线的位置是否符合线圈绝缘装配图样所示位置。
油浸式变压器操作规程
油浸式变压器操作规程1. 引言油浸式变压器是电力系统中常用的电力变压器之一,广泛应用于发电厂、变电站和工业用电场所。
为了确保油浸式变压器的正常运行和安全操作,制定本操作规程,旨在规范变压器的操作程序和操作要求。
2. 术语定义•油枕:变压器内部的油箱,用于储存绝缘油。
•升温曲线:油浸式变压器的温升曲线,记录了变压器在运行过程中的温度变化情况。
•断路器:用于开合电路的电气设备,用于控制变压器的通断操作。
3. 操作人员要求•操作人员应熟悉油浸式变压器的结构和原理。
•操作人员必须掌握变压器的操作程序和安全要求。
•操作人员应经过专业培训,并持有相关资质证书。
4. 变压器的开机操作4.1 准备工作在进行变压器的开机操作前,操作人员应确认以下准备工作已经完成:•变压器周围应清理干净,无杂物和易燃物品。
•检查变压器的冷却系统,确保冷却水正常供应。
•检查变压器的电源系统,确保电源正常供应。
•清理变压器的外壳,确保散热良好。
4.2 开机步骤1.将变压器的断路器设置为分闸状态。
2.打开变压器的冷却系统,确保冷却水供应正常。
3.打开变压器的通风系统,确保散热良好。
4.打开变压器的电源开关,供电给变压器。
5.根据升温曲线,逐步提高变压器的负载,使用合适的负载开关进行负载切换。
5. 变压器的停机操作5.1 停机步骤1.卸载变压器的负载,使用合适的负载开关进行负载切换。
2.关闭变压器的电源开关,切断电源供应。
3.关闭变压器的通风系统。
4.关闭变压器的冷却系统。
5.设置变压器的断路器为合闸状态。
5.2 停机注意事项•停机时应按照程序进行操作,确保安全可靠。
•停机后应及时清理变压器周围的杂物和易燃物品。
6. 变压器的检修和维护6.1 定期巡视定期巡视是保证变压器正常运行的重要步骤,应按照规定的频率进行巡视,记录巡视情况并及时处理异常情况。
6.2 油浸式变压器维护•定期检查变压器的冷却系统,确保冷却水流畅,散热良好。
•定期检查变压器的绝缘油,确保油质正常,无污染。
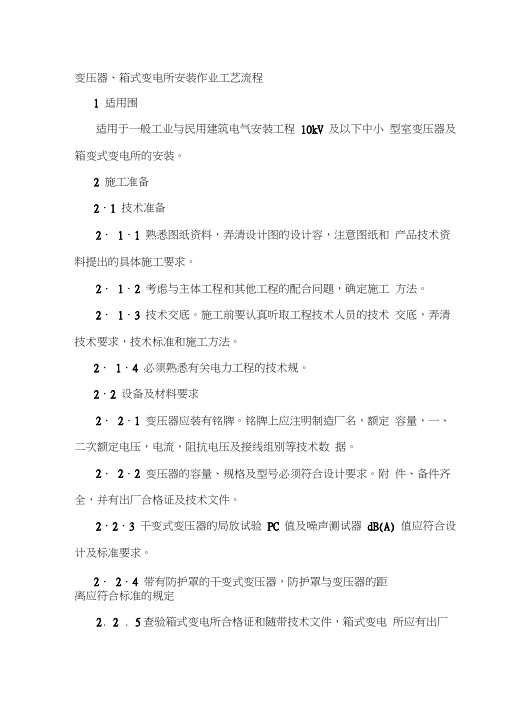
变压器、箱式变电所安装作业工艺流程图
变压器、箱式变电所安装作业工艺流程1 适用围适用于一般工业与民用建筑电气安装工程10kV及以下中小型室变压器及箱变式变电所的安装。
2 施工准备2.1技术准备2.1.1熟悉图纸资料,弄清设计图的设计容,注意图纸和产品技术资料提出的具体施工要求。
2.1.2考虑与主体工程和其他工程的配合问题,确定施工方法。
2.1.3技术交底。
施工前要认真听取工程技术人员的技术交底,弄清技术要求,技术标准和施工方法。
2.1.4必须熟悉有关电力工程的技术规。
2.2设备及材料要求2.2.1变压器应装有铭牌。
铭牌上应注明制造厂名,额定容量,一、二次额定电压,电流,阻抗电压及接线组别等技术数据。
2.2.2变压器的容量、规格及型号必须符合设计要求。
附件、备件齐全,并有出厂合格证及技术文件。
2.2.3干变式变压器的局放试验PC值及噪声测试器dB(A)值应符合设计及标准要求。
2.2.4带有防护罩的干变式变压器,防护罩与变压器的距离应符合标准的规定。
2.2.5查验箱式变电所合格证和随带技术文件,箱式变电所应有出厂试验记录。
2.2.6外观检查。
有铭牌,箱门侧应有主回路线路图、控制线路图、操作程序和使用说明,以及附件齐全,绝缘件无损伤、裂纹,箱接线无脱落脱焊,箱体完好无损,表面涂膜应完整。
2.2.7安装时所选用的型钢和紧固件、导线的型号和规格应符合设计要求,其性能应符合相关性技术标准的规定。
紧固件应是镀锌制品标准件。
2.2.8型钢:各种各样规格型钢应符合设计要求,并无明显锈蚀;螺栓:除地脚螺栓及防震装置螺栓外,均应采用镀锌螺栓,并配相应的平垫圈和弹簧垫。
2.2.9其他材料:蛇皮管、耐油塑料管、电焊条、防锈漆、调合漆及变压器油,均应符合设计要求,并有新产品合格证。
3 施工工艺3.1变压器3.1.1工艺流程。
3.1.2操作工艺(1)设备点件检查1)设备点件检查应由安装单位、供货单位会同建设单位代表共同进行,并做好记录。
2)按照设备清单、施工图纸设备技术文件核对变压器本体及附件设备的规格型号是否符合设计图纸要求,是否齐全,有无丢失及损坏。
油浸式变压器作业工艺流程图
有限公司
油浸式电力变压器
作业工艺流程图
夹件制作》
半成品K
铁芯绝缘制作
半成品检测
OK干燥
绝缘制造
装配绝缘制作
OK
线圈绝缘制作
半成品检测
半成品检测
线圈绕制
次整理
OK
OK
引线连接
插片
半成品检测
^2
OK
静放
器身总装
成品入库
成品检测
半成品检测
夹件0K
酸洗、磷化
油箱0K
整形、恒压干燥
半成品检测
油箱、夹件制造^
器身干燥)——
器身装配J
u半成品检测
■
真空注油
线圈套装〉一k
线圈制造L
油箱制作
铁芯制造1
硅钢片纵剪\
硅钢片横剪\」
1■丿
■
/
资料来源
提出部门
标记
处数
更改文件号
签字
日期
编制 校对 标准化 审定 批准
变压器制作流程图

下节侧板成型焊接涂装内部接线内部检查Y X06Z Z-07Z Z-06Y X14下节油箱拼装下节油箱焊接Y X07Y X08外装配箱底成型焊接Y X05Z Z-05强度测试密封试验备料净油器、开关过滤器、事故放油阀Y X13油箱Y X12上节侧板成型焊接Y X00支架、导油管、外装标识、充氮灭火装置、片散、冷却器、风机、油泵、油流继电器、Y X02上节油箱拼装上节油箱焊接油箱装配外部组装件制作及配焊外部组装件焊接零件油箱装配吊装密封焊接钢材、金工吊装检查Y X03Y X11Y X09Y X10顶盖成型焊接Y X04Z Z-03Z Z-04Z Z-01Z Z-02外协零件Y X01关传动机构制箱、开关气体继电器、开油枕、联气管、升高及法兰整体线圈套装上轭插片、紧固引线装配干燥线圈紧固器身配置接线检查半成品试验入箱前检查220k v及110k v套管、开关控瓷套、测温管、蝶阀、电流互感器、Q Z-05Q Z-06Q Z-04Q Z-02Q Z-07Q Z-03Q Z-01Q Z-08Q Z-09波纹管、导电杆及铜盖、35k v以下小头、接地铜线等力释放阀、油位标志牌、油样活门、温度计、油温变送器、仪表、接本体气体继电器、油位表及拉杆、压开关、托板、端子、引线、避雷器、铜排、铝泊温度控制器、绕组温度计、水银器身密封件、油枕胶囊、箱沿胶条球阀、电缆、接线箱、控制箱、线槽、防锈剂、环氧树脂上轭片、下轭片、芯柱片、油道扣、油道片夹件、拉板、上梁、侧梁、垫脚电缆配线综合检查Z Z-10铁芯装配硅钢片横剪预置及油道制作硅钢片纵剪Z Z-11注油油密试验T X-04T X-03T X-02T X-01Z Z-09Z Z-08硅钢片、防锈剂搭接筒、油隙撑条、单体线圈铁芯变压器油线圈主空道装配下部绝缘装配干燥压紧调整、确认出头加工上部绝缘件组装分解试验分解检验X Z-06X Z-05X Z-04X Z-03X Z-02X Z-01线圈半硬铜线Z Z-13Z Z-12Z Z-14普通裸铜线缆、备品备件、冲撞记录仪撑条、绝缘筒吸湿器、开关附件、开关电引线包纸L B-03拉线绝缘筒、撑条安装线圈绕制单体线圈干燥准备干燥紧压调整组合导线包纸单根导线包纸X Q-01X Q-02X Q-03X Q-04X Q-05L B-01出厂准备L B-04L B-02K8纸、K13纸、22h微皱纸板、静电环、绝缘套圈、端圈、正角环、P B压紧圈、铁轭垫块、绝缘筒、角环Z Z-15换位导线、A59D D皱纹纸、57B皱纹纸、撑条、金属皱纹纸、纸包铜线、垫块、挡油绝缘纸、割纸、0.075高密度纸、变压器厂生产流程及主要物资配套示意图。
变压器、箱式变电所安装作业工艺流程图
变压器、箱式变电所安装作业工艺流程1 适用围适用于一般工业与民用建筑电气安装工程10kV 及以下中小型室变压器及箱变式变电所的安装。
2 施工准备2.1 技术准备2.1.1 熟悉图纸资料,弄清设计图的设计容,注意图纸和产品技术资料提出的具体施工要求。
2.1.2 考虑与主体工程和其他工程的配合问题,确定施工方法。
2.1.3 技术交底。
施工前要认真听取工程技术人员的技术交底,弄清技术要求,技术标准和施工方法。
2.1.4 必须熟悉有关电力工程的技术规。
2.2 设备及材料要求2.2.1 变压器应装有铭牌。
铭牌上应注明制造厂名,额定容量,一、二次额定电压,电流,阻抗电压及接线组别等技术数据。
2.2.2 变压器的容量、规格及型号必须符合设计要求。
附件、备件齐全,并有出厂合格证及技术文件。
2.2.3 干变式变压器的局放试验PC 值及噪声测试器dB(A) 值应符合设计及标准要求。
2.2.4 带有防护罩的干变式变压器,防护罩与变压器的距离应符合标准的规定2. 2 . 5查验箱式变电所合格证和随带技术文件,箱式变电所应有出厂试验记录。
2 . 2 . 6外观检查。
有铭牌,箱门侧应有主回路线路图、控制线路图、操作程序和使用说明,以及附件齐全,绝缘件无损伤、裂纹,箱接线无脱落脱焊,箱体完好无损,表面涂膜应完整。
2 . 2 . 7安装时所选用的型钢和紧固件、导线的型号和规格应符合设计要求,其性能应符合相关性技术标准的规定。
紧固件应是镀锌制品标准件。
2 . 2 . 8型钢:各种各样规格型钢应符合设计要求,并无明显锈蚀;螺栓:除地脚螺栓及防震装置螺栓外,均应采用镀锌螺栓,并配相应的平垫圈和弹簧垫。
2. 2 . 9其他材料:蛇皮管、耐油塑料管、电焊条、防锈漆、调合漆及变压器油,均应符合设计要求,并有新产品合格证。
3施工工艺3. 1变压器3 . 1.1工艺流程。
设备点件检查变压器二次搬运变压器稳装-*附件安装3.1.2 操作工艺(1)设备点件检查1)设备点件检查应由安装单位、供货单位会同建设单位代表共同进行,并做好记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
农业部农产品质量安全中心
内检员培训考试题(种植业)(共80分)
姓名单位
通讯地址邮编
考试地点考试时间年月日身份证号码
一、选择题:(每题2分,共30分,可多选)
1.无公害农产品认证证书有效期为三年。
期满需继续使用的无公害农产品生产者,应当在有效期满日前,按照《无公害农产品认证程序》重新进行申请认证。
A.10
B.30
C.60
D.90
2.无公害农产品标志的数码防伪可以登陆进行互联网查询真伪。
A.中国农业信息网
B.中国农产品质量安全网
C.中国绿色食品网
D.国家认证认可监督管理委员会网站
3.《中华人民共和国食品安全法》自起正式实施。
A 2009年2月28日
B 2006年11月1日
C 2006年4月29日
D 2009年6月1日
4.《中华人民共和国农产品质量安全法》自起正式实施。
A 2006年12月1日
B 2006年11月1日
C 2006年4月29日
D 2007年1月1日
5.无公害农产品加工企业工作人员必须进行至少的健康体检。
A.每年二次
B.每年一次
C.两年一次
D.三年一次
6.化肥最后使用时间必须在作物收获前天施用。
A.10
B.15
C.20
D.30
7.无公害生产中必须特别强调这一植保方针。
A、综合防治
B、农业防治
C、生物防治
D、药剂防治
8.综合防治的技术措施有:。
A.植物检疫
B.农业防治法。