锌合金压铸机标准参数表
压铸机射出条件设定
-
压铸时间
3、保压时间: 指金属液充满型腔后,压射系统继续保持压力的时间 持压的目的是保证金属液在整个凝固期间都处于高压之下,达到 紧实压铸件的目的。 持压时间应比金属液在型腔内的凝固时间长。
表5 基于压铸件壁厚的持压时间从持压终了至开模顶出压铸件的时间段 留模的目的是使压铸件在型腔中冷却到一定温度,形成一定强度, 避免开模顶出时压铸件变形、开裂。 留模时间过长,压铸件的冷却及收缩幅度大,包紧力增大,会导 致顶出困难。 在以下情况时,留模时间可取短些:合金的收缩大、高温强度较 高;薄壁件、结构复杂;压铸模具热容量大、冷却能力强。
国外在压铸生产中大量采用模温机,不但提高压铸模具寿命,还 可以稳定生产优质压铸件。
-
压铸温度
各种压铸合金的模具工作温度经验数据表
-
压铸脱模剂
1、脱模剂的作用 (1)高温时保持良好的润滑性。在压铸件与模具之间形成隔离层及 润滑膜,保持熔融金属的流动性,改善合金的成形性能,美化压 铸件外观。 (2)所形成的润滑膜窜入到模具的活动部位,减少压铸件与成形零 件间的摩擦,使构件动作灵活,压铸件脱模顺畅,尺寸稳定,并 减少零件的磨损,相应地提高模具寿命。 (3)通过水分的蒸发,局部冷却模具,使其在生产过程中减少热疲 劳应力。 (4)在喷涂过程中清除碎屑,减少废品,操作流畅,达到安全生产 的目的。
III
起始位置:从金属液充满内浇口处至型腔完成充满 参数:压射速度v3,压射压力p3(动态) 特征:压射压力再次升高,压射速度略有下降,充型速度最快 说明:金属液流经内浇口充填型腔。由于内浇口处截面积大幅缩小,流动阻力剧增,压
射速度略有下降,但此时充型速度最快。要保持足够的充型速度,需更高的压射压 力,用于克服浇注系统主要是内浇口处的流动阻力。
压铸工艺参数表
压铸工艺参数表摘要:一、压铸工艺参数表概述二、压铸工艺参数表的主要内容三、压铸工艺参数表的应用和意义四、压铸工艺参数表的发展趋势正文:一、压铸工艺参数表概述压铸工艺参数表是一种记录和描述压铸工艺过程中各项参数的表格,它能够全面反映压铸生产的各个环节和工艺条件,对于保证压铸件质量、提高生产效率具有重要作用。
在压铸行业,工艺参数表是压铸工程师和技术人员进行生产管理、优化压铸工艺的重要工具。
二、压铸工艺参数表的主要内容压铸工艺参数表主要包括以下几个方面的内容:1.压铸机型号和规格:记录压铸机的型号、规格、生产厂家等信息,方便对压铸设备进行管理和维护。
2.合金材料:列明压铸件所采用的合金材料,包括材料牌号、化学成分、性能等,便于保证压铸件的材质质量。
3.压铸模具:描述压铸模具的设计、制造和使用情况,包括模具的结构、材料、使用寿命等,有助于优化模具管理和提高模具使用寿命。
4.压铸工艺参数:详细记录压铸工艺过程中的各项参数,如压射力、压射速度、充型时间、喷涂时间等,这些参数对于压铸件的成型质量和生产效率具有重要影响。
5.工艺过程控制:记录压铸过程中的各项控制措施,如温度控制、压力控制、速度控制等,以及异常情况的处理方法。
6.质量检测:列明压铸件的质量检测项目、方法和标准,以及质量检测结果,有助于保证压铸件的质量。
三、压铸工艺参数表的应用和意义压铸工艺参数表在压铸生产中具有广泛的应用,主要表现在以下几个方面:1.指导生产:通过压铸工艺参数表,压铸工程师和技术人员可以了解压铸工艺的各个环节,为生产提供参考和指导。
2.优化工艺:通过对压铸工艺参数表中的数据进行分析,可以发现生产过程中存在的问题,从而采取措施进行优化和改进。
3.质量控制:通过记录和分析压铸工艺参数表中的质量检测数据,可以及时发现质量问题,采取措施进行改进和提高。
4.培训和交流:压铸工艺参数表可以作为培训教材和交流资料,帮助压铸行业的从业人员提高技术和管理水平。
压铸机选用压铸工艺参数设定和调节
一、压铸机的选用步骤1)根据铸件的技术要求、使用条件和压铸工艺规范核算压铸机的技术参数及工艺性,初选合适机型。
2)根据初步构想的压铸型(模)技术参数和工艺要求核算出压铸工艺参数及压铸型(模)外形尺寸,选用合适机型。
3)评定压铸机的工作性能和经济效果,包括成品率、合格率、生产率及运转的稳定性、可靠性、和安全性等。
二、压铸机的选用方法1)在实际生产中,选择压铸机主要根据压铸合金的种类、铸件的轮廓尺寸和重量确定采用热室或冷室压铸机。
对于锌合金铸件和小型的镁合金铸件通常选用热室压铸机。
对于铝合金、铜合金铸件和大型的镁合金铸件选用冷室压铸机为主。
立式冷室压铸机适合于形状为中心辐射状和圆筒形的、同时又具备开设中心浇道条件的铸件。
2)根据压铸件的材料、轮廓尺寸、平均壁厚、净重来选择压铸机型号规格。
可通过计算来求得锁型(模)力的大小值、每次浇注量、压射室充满度等实际工艺参数作为选取机型的依据。
3)压铸型(模)大小应与压铸机上安装型(模)具的相应尺寸相匹配,其主要尺寸为压铸型(模)的厚度和型(模)具分型面之间的距离。
必须满足压铸机基本参数的要求:①压铸型(模)厚度H 设不得小于机器说明书所给定的最小型(模)具厚度,也不得大于所给定的最大型(模)具厚度,H设应满足如下条件Hmin+10mm≤ H 设≤ Hmax-10mm式中H 设—所设计的型(模)具厚度(mm);Hmin—压铸件所给定的型(模)具最小厚度,即“模薄”(mm);Hmax—压铸机所给定的型(模)具最大厚度,即“模厚”(mm)。
②压铸机开型(模)后,应使压铸机动型(模)座板行程(L)即压铸型(模)具分型面之间的距离大于或等于能取出铸件的最小距离。
L≥L 取如图1所示为推杆推出的压铸型(模)取出铸件的最小距离。
L取≥L 芯+L 件+K式中,K 一般取10mm。
三、压铸机选用方法举例例已知一盒形铸件,如图2所示。
下面以力劲机械厂有限公司生产的卧式冷室压铸机机型技术参数为依据进行选型分析。
压铸模具设计理论参数表1

图标注:1,需要填写项目2,自动计算项目3,压室充满度(%)的范围:35%~45%4,一般来说(高速长度+增压长度)<(定模厚度-分流锥凸出长度)5,从内浇口的速度和填充时间上估算出内浇口的面积。
6,压铸机的压射比压根据产品的复杂程度和铸件的质量要求取30~70Mpa(mm)(s)(s)(s)(m/s)(mm³/s)后压室100%充满后铝液到达内浇口位置(%(m/s)(ms)(实际值(ms))(m/s)7,从需要的锁模力取得压铸机的大小。
LDL L L H L P L BFs适用机型800T\850T 压射中心-250拉杆螺纹M24模具结构1模2腔压室有效长度(mm)420定模厚度(mm)205分流锥凸出长度(mm)50冲头直径(mm)80止口尺寸Φ×L(mm)Ø200X25压射比压(Mpa)50锁模力Fd(KN)8342.54056.74041.2016.48125663713784115低速速度(m/sec)0.17低速长度(mm)416高速速度(m/sec) 2.5高速长度(mm)139开始时间(s) 2.504结束时间(s)模流。
20模流。
2.4480.056增压长度(mm)保压时间(s)高低速转换时间(s)高速时间(s)口实际平均速度(m/s)和内浇口面积的倍数浇口平均流量(mm³/s)压铸工艺表L1(mm)后压室100%充满L4(mm)后铝液到达内浇口位置换时铝液进入型腔的百分比(%)头设计的速度(m/s)设计的填充时间(ms)这两项尽量保持一致,可通过改变射头速度或射头直径来实现填充时间(实际值(ms))浇口设计的速度(m/s)这两项尽量保持一致,可通过改变射头速度、直径或浇口面积来实现压铸模具设计参数图表。
最新压铸参数计算
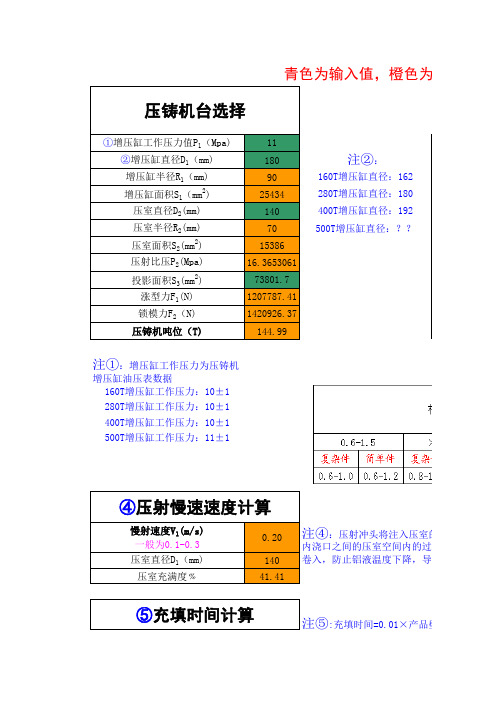
①增压缸工作压力值P 1(Mpa)11②增压缸直径D 1(mm)180增压缸半径R 1(mm)90增压缸面积S 1(mm 2)25434压室直径D 2(mm)140压室半径R 2(mm)70压室面积S 2(mm 2)15386压射比压P 2(Mpa)16.3653061投影面积S 3(mm 2)73801.7涨型力F 1(N)1207787.41锁模力F 2(N)1420926.37压铸机吨位(T)144.99注①:增压缸工作压力为压铸机增压缸油压表数据160T增压缸工作压力:10±1280T增压缸工作压力:10±1400T增压缸工作压力:10±1500T增压缸工作压力:11±1压室直径D 1(mm)140压室充满度﹪41.41注⑤:充填时间=0.01×产品壁厚(mm)×产品体积 / 表面积 * 2④压射慢速速度计算注④:压射冲头将注入压室的铝液平稳地推内浇口之间的压室空间内的过程就是低速过程卷入,防止铝液温度下降,导致过早凝固。
⑤充填时间计算慢射速度V 1(m/s)一般为0.1-0.30.20500T增压缸直径:??注②:160T增压缸直径:162280T增压缸直径:180400T增压缸直径:192青色为输入值,橙色为计压铸机台选择内浇口总长度L1(mm)180③内浇口厚度H 1(mm) 3.5内浇口面积S 1(mm 2)630冲头面积S 2(mm 2)15386⑦压射有效长度L 2(cm)510浇注重量m 1(g)84476铝密度ρ(g/cm 3) 2.6填充比(推荐0.2-0.5)0.4141注③:.01×产品壁厚(mm)×产品壁厚(mm) 平均壁厚 =2将注入压室的铝液平稳地推移到内浇口位置,使铝液完全充满到压射冲头与空间内的过程就是低速过程(一般为0.1-0.3m/s)。
设置时要注意防止空气度下降,导致过早凝固。
锌合金压铸件技术要求
锌合金压铸件技术要求1 范围本文件规定了锌合金压铸件的分类、分级,技术要求,试验方法,检验规则,标志、包装、运输和贮存等要求。
本文件适用于锌合金压铸件。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228.1 金属材料拉伸试验第1部分:室温试验方法GB/T 231.1 金属材料布氏硬度试验第1部分:试验方法GB/T 1958 产品几何技术规范(GPS)几何公差检测与验证GB/T 2828.1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 2829 周期检验计数抽样程序及表(适用于对过程稳定性的检验)GB/T 3177 产品几何技术规范(GPS)光滑工件尺寸的检验GB/T 5678 铸造合金光谱分析取样方法GB/T 6414 铸件尺寸公差、几何公差与机械加工余量GB/T 10610 产品几何技术规范(GPS)表面结构轮廓法评定表面结构的规则和方法GB/T 12689 (所有部分)锌及锌合金化学分析方法GB/T 13822 压铸有色合金试样GB/T 15056 铸造表面粗糙度评定方法GB/T 26042 锌及锌合金分析方法光电发射光谱法GB/T 34634 产品几何技术规范(GPS)光滑工件尺寸(500mm~10000mm)测量计量器具选择GB/T 35388 无损检测 X射线数字成像检测检测方法GB/T 36589 铸件工业计算机层析成像(CT)检测JB/T 7946.3 铸造铝合金金相第3部分:铸造铝合金针孔3 术语和定义本文件没有需要界定的术语和定义。
4 铸件分类和分级分类锌合金压铸件按使用要求分为两类,见表1。
表1 锌合金压铸件分类类别使用要求检验项目1 具有结构和功能性要求化学成分、力学性能(合同、订单或图样规定)、尺寸公差、表面质量、内部质量2 无特殊要求的零部件化学成分、力学性能(合同、订单或图样规定)、尺寸公差、表面质量表面分级锌合金压铸件表面按使用要求分为三级,见表2。
700T 力劲压铸机技术参数

单位
KN mm KN mm mm mm
规格
7000 720 315 160 350~900 1300x1300 170
mm mm kN mm mm kg kN MPa cm2 cm2 mm mm mm kw MPa L kg mm s
800x800 -250 245 700 80,90,100 6.5,8.3,10 610 121,95.5,77.5 570,725,895
150 15 250 37 16 1100 37000 9000*3300*3200 12
压铸机规格表
序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
பைடு நூலகம்
项目
锁模力 锁模行程 顶出力 顶出行程 压模厚度(MIN/MAX) 模板尺寸 哥林柱直径 哥林柱内距 射料位置 射料力 射料行程 冲头直径 射料量 压射力(有增压) 铸造压力 铸造面积 最大铸造面积 法兰直径 法兰出定模板高度 冲头推出距离 马达功率 工作压力 油箱容积 机重 机身总尺寸 一模空循环时间
516铸造面积cm257072589517最大铸造面积cm218法兰直径mm15019法兰出定模板高度mm1520冲头推出距离mm25021马达功率kw3722工作压力mpa1623油箱容积l110024机重kg3700025机身总尺寸mm90003300320026一模空循环时间s12压铸机规格表
参数对照及压铸厂家

压铸机参数对照表(800吨)项目单位压铸机生产厂家力劲伊之密宝弘合模力KN 800 800 833.5合模行程mm 760 760 800哥林拄内间距mm 910*910 930*930 920*920 模具厚度(最小;最大)mm 400~950 400~950 400~1000 模板厚度mm 1400*1395 1420*1420 1400*1400 压射压力kn 665 645 765压射行程mm 760 760 750压射位置mm 0~-250 0~-250 0;-140;-280 冲头直径mm ¢80.90.100 ¢80.90.100 ¢80.90.100 射料量(AL) kg 7.2;9.1;11.2 7.1;9.1;11.1 7.3;9.3;11.5 铸造压力(增压) MPa 600;760;940 620;784;963 548;694;855 最大投影面积Cm2 2000 2000 2083压射头跟出距离mm 297 300 未给顶出力kN 315 360 400顶出行程mm 180 180 180系统压力MPa 14 16 17.5油箱容量L 1200 1200 1200机器重量T 39.4 40 40机器外形尺寸m 8.6*2*2.8 8.5*2.4*3.2 9.5*2.6*3.2 慢压射速度m/s 0~0.6 未给0~1.5快压射速度m/s 6 8 6建压时间ms 40 15 25哥林拄直径mm 180 180 180电机功率kw 37 45 45目前国内知名的几家压铸机的特点;及概况;1;力劲公司; 2;伊之密; 3;三基; 4;宝弘公司5伊斯特; 6;特里达; 7;佳胜8;新佳胜9;腾龙10铝台;1;力劲公司; 力劲集团总部在香港,国内外共有主要成员13个厂家,其中有●力劲机械厂有限公司(香港) 852-3412-5500●深圳领威科技有限公司86-755-2812-3321●力劲机械(深圳)有限公司86-755-2812-3321●中山力劲机械有限公司86-760-2855-231●上海一达机械有限公司86-21-5768-6188●宁波力劲机械有限公司86-574-8611-6588●宁波力劲科技有限公司86-86-574-8611-6588●阜新力劲北方机械有限公司86-418-2482-760●力劲机械股份有限公司(台湾) 886-7-7390-0061●美国力劲L.K.MachineryUSA Inc 909-5949447●美国特拉华州力劲L.K.M. 616-77277211●加拿大力劲905-7129220力劲集团是香港联交所主板上市公司(股份代码;00558)全球最大的热/冷室压铸机制造商董事局主席;刘相尚1979年,这个特殊的具有深远历史意义的年份,青年企业家刘相尚凭着一股振兴民主工业的热情在香港创办了“力劲机械,”专业生产压铸机械。