跨象限圆弧的刀具半径补偿分析
刀具半径补偿课件

多轴联动加工中,刀具半径补 偿可以用于控制多个轴同时运
动时的切削轨迹。
通过调整刀具半径补偿,可 以优化多轴联动加工的切削 参数和路径,提高加工效率
和加工质量。
在进行多轴联动加工时,刀具 半径补偿还可以帮助避免过切 或欠切的情况发生,提高加工
精度和表面质量。
Part
04
刀具半径补偿的注意事项
刀具半径补偿的适用范围
降低废品率
通过补偿刀具半径,可以 减小因加工误差而导致的 废品率,从而降低生产成 本。
刀具半径补偿的基本原理
根据工件轮廓和刀具半径计算出 理想的刀具中心轨迹。
通过数控系统中的补偿功能,将 实际的刀具中心轨迹与理想的刀
具中心轨迹进行比较和调整。
在加工过程中,根据刀具半径补 偿值对刀具中心轨迹进行实时补消刀具半径补 偿的方式。
输入补偿参数
根据实际使用的刀具,输入相应的刀具半径补偿 参数。
执行加工操作
在选择了补偿方式和输入了补偿参数后,即可开 始进行加工操作。在加工过程中,数控系统会自 动根据所选择的补偿方式进行刀具半径的补偿, 以保证加工精度和轮廓的准确性。
刀具半径补偿课件
• 刀具半径补偿的基本概念 • 刀具半径补偿的实现方式 • 刀具半径补偿的应用场景 • 刀具半径补偿的注意事项 • 刀具半径补偿的未来发展
目录
Part
01
刀具半径补偿的基本概念
刀具半径补偿的定义
刀具半径补偿是指数控加工中为了弥补刀具半径对加工精度的影响,通过调整刀具中心 轨迹来补偿因刀具半径而引起的加工误差的一种方法。
偿,以实现高精度的加工。
Part
02
刀具半径补偿的实现方式
刀具半径补偿的编程方式
刀尖圆弧半径补偿演示幻灯片
4
3
2
1
5
8
0或9
7
6
18切断刀19 Nhomakorabea纹刀20
内外圆车刀
21
刀柄
22
补偿启动或取消
► 在取消模式下,当满足以下三个条件的程序段执行时,系统 进入补偿模式:
▪ 1、程序段中含有G41或G42,或已经指定为G41或G42模式; ▪ 2、T指令中刀尖半径补偿号码不是0; ▪ 3、程序段中指定了X或Z移动且移动量不是0;
▪ G41; ▪ M08; ▪ G04X1000
► 在调用新刀具或更换刀具补偿方向时,中间必须取消刀具补 偿,目的是为了避免产生加工误差;
► 如果在补偿模式中,改变补偿量,只有在换刀后新的补偿量 才有效;
27
刀具半径补偿的注意事项(2)
► 在录入(MDI)方式下,不执行刀具半径补偿; ► 在调用子程序前(即执行M98前),系统必须在补偿取消模
► N40 G00X20.Z5.;
► N50 G42G01X20.Z0.F50;
► N60 Z-20.;
► N70 X70Z-55.;
► N80 G40X80Z-55.;
► N90 G00X100.Z100.;
► N100 T0100M05;
► N110 M30
25
刀具半径补偿实例图(无补偿)
26
数控车床程序编制
刀具补偿
1
车床对刀过程实例(视频)
2
刀具的切削点(1)
► 加工前,首先安装刀具,然后回机床参考点; ► 在安装工件后,将刀具的刀刃移动至对刀点上(对刀点一般
是工件原点),在X方向和Z方向确定刀刃在工件坐标中的 位置(这个过程叫对刀); ► 通过对刀就定义了刀具的切削点,即切削点在工件坐标系中 的坐标; ► 零件的程序就是在工件坐标系中针对刀具的切削点按零件轮 廓编制的;
数控车削跨象限圆弧的形状误差分析
图
1
- ;
星 Q 堡星皇 Q 旦
参蔼 工 冷 工 加
WWW. ma hi f . o . n c n st c r c n
维普资讯
圈
M5
的刀具 半径 补偿 问题进行分 析 , 中找 出解决 问题 的方 从
法。
00 0 0l G9 G97 8 T0 0l 8 0M3 l ¥ 0 G0 5 X8 Z5 G7l U2 Rl
G7 P 0 Q 0 0 10 2 0
G4 0GO 0 Zl X2 0 0
G 1 10 2 0 0 5 7 P 0 Q 0 u . w0.F 5 1 10
维普资讯
圈
鋈 鬻 强 囊蠹 嚣 冀
蠹 黧 鞲戆 嚣 纛 童 厨 嚣
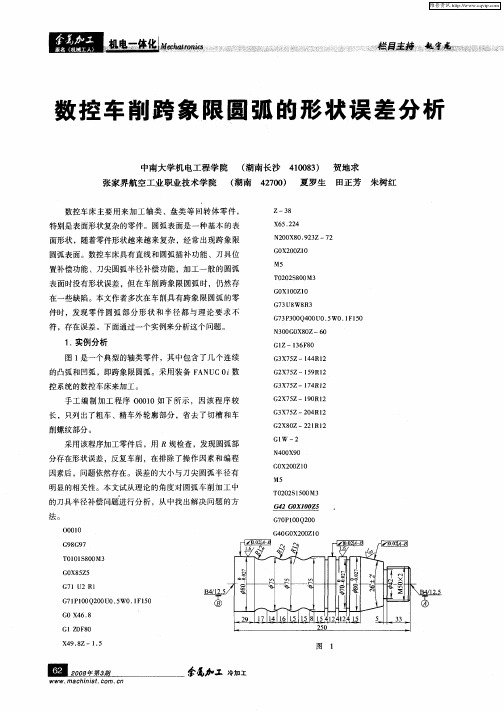
数 控 车 削跨 象 限 圆 弧 的形 状 误 差 分析
中南大学机 电工程学 院 ( 湖南长沙 张家界航 空工业 职业技术学 院 ( 湖南 4 0 8 ) 贺地求 10 3 朱树 红
4 7 0 夏罗生 田正芳 20 )
数控车床 主要用来 加工 轴类 、盘类 等 回转 体零 件 ,
特别是表面形状复杂 的零件 。圆弧 表面是一种 基本 的表 面形状 ,随着零件形状越来越来 复杂 ,经常 出现跨象 限 圆弧表面 。数控车床具有直线 和圆弧插补功能 、刀具位
Z一3 8
削螺纹部分。 采用该程序加工零件 后 ,用 R规检查 ,发现圆弧部
分存在形状误差 , 复车削,在排 除了操作 因素和编程 反 因素后 ,问题依然存在 。误差 的大小与刀尖 圆弧半径有
M5
明显的相关性 。本文试从理论 的角度对 圆弧 车削加工 中
G41、G42刀尖圆弧半径左(右)补偿
1
2
3
4
5 0或9
6
7
右偏刀的假想刀尖方位号为3; 左偏刀的假想刀尖方位号为4; 内孔刀的假想刀尖方位号为2; 圆头刀的假想刀尖方位号为9;
8 上一页 下一页 返回
三、刀具半径补偿注意事项
1、G41、G42、G40指令不能与G02、G03写在一个程序段内,但可与G01、G00指 令写在同一程序段内,即它是通过直线运动来建立或取消刀具补偿的。
只有通过刀具的直线运动才能建立和取消刀
尖圆弧半径补偿。
上一页 下一页 返回
不管前置刀架还是后置
刀架机床
从右向左切外圆:G42
从左向右切外圆:G41
从右向左切内孔:G41
从左向右切内孔:G42
G42
G41
G41:刀具半径左补偿
• 沿着刀具运动方向看,刀具在工件的左侧
G42:刀具半径右补偿
• 沿着刀具运动方向看,刀具在工件的右侧
中出现G41(G42)时可能带来错误。 4、在G41方式中,不要再指定G42指令,同样在G42方式中,不要再指定G41指令。
当补偿取负值(R为负)时,G41和G42互相转化。 5、G41、G42、G40是模态指令代码。
上一页 下一页 返回
四、刀具半径补偿实例
例题 如图所示,运用刀具半径补偿指令编程。
二、刀尖圆弧半径补偿指令
指令格式:
刀具移动终点的增量坐标值
G41
G G
4402GG0001
X
(U
)
___
Z
(W
)
___;F—
指令说明 顺着刀具运动方向看,刀具在工件的左边为
数控车床刀尖圆弧半径补偿ppt课件
1 5
6 9,0
Z X
2 7
4
8
3
⑷刀具半径补偿指令 格式:
G41 G00 X __ Z __
G42 G01 G40 G00 X__ Z __
❖阐明:
❖G41 —刀具半径左
补偿
❖G42 —刀具半径右
G41
补偿
Z X
G41沿着刀具运动方向看刀具在工 件右侧
G42沿着刀具运动方向看刀具在工件 左侧
指令阐明:
X、Z 为建立或取消刀补程序段中,刀具 挪动的终点坐标。
执行刀补指令应留意:
〔1〕、刀径补偿的引入和取消应在不加工 的空行程段上,且在G00或G01程序行上实 施。
〔2〕、刀径补偿引入和卸载时,刀具位置 的变化是一个渐变的过程。
〔3〕、当输入刀补数据时给的是负值,那 么G41、G42相互转化。
数控车床刀尖圆弧半径补偿
知识回想
刀具补偿:刀具的几何补偿
偏置补偿
〔TXXX实现〕 磨损补偿
提问:刀具补偿除了刀具的 几何补偿外还有别的补偿吗?
刀具补偿除了刀具几何补偿外还有刀具 的半径补偿。
⑴刀具半径补偿的目的
假设车削加工运用尖角车刀,刀位点即为 刀尖,其编程轨迹和实践切削轨迹完全一 样。
练习:
加工如下图零件,知毛坯为φ60×75,资料45钢,试编制 加工程序。
〔4〕、G41、G42指令不要反复规定,否
⑸刀具补偿的编程实现 1>刀径补偿的引入〔初次加载〕:
❖刀具中心从与编 程轨迹重合到过度 到与编程轨迹偏离 一个偏置量的过程.
2>刀径补偿进展 刀具中心一直与编程 轨迹坚持设定的偏置 间隔.
3>刀径补偿的取消
❖刀具中心从与编 程轨迹偏离过度到 与编程轨迹重合的 过程.
刀具半径补偿原理及补偿规则

刀具半径补偿原理及补偿规则在加工过程中,刀具的磨损、实际刀具尺寸与编程时规定的刀具尺寸不一致以及更换刀具等原因,都会直接影响最终加工尺寸,造成误差。
为了最大限度的减少因刀具尺寸变化等原因造成的加工误差,数控系统通常都具备有刀具误差补偿功能。
通过刀具补偿功能指令,CNC系统可以根据输入补偿量或者实际的刀具尺寸,使机床自动加工出符合程序要求的零件。
1.刀具半径补偿原理(1)刀具半径补偿的概念用铣刀铣削工件的轮廓时,刀具中心的运动轨迹并不是加工工件的实际轮廓。
如图所示,加工内轮廓时,刀具中心要向工件的内侧偏移一定距离;而加工外轮廓时,同样刀具中心也要向工件的外侧偏移一定距离。
由于数控系统控制的是刀心轨迹,因此编程时要根据零件轮廓尺寸计算出刀心轨迹。
零件轮廓可能需要粗铣、半精铣和精铣三个工步,由于每个工步加工余量不同,因此它们都有相应的刀心轨迹。
另外刀具磨损后,也需要重新计算刀心轨迹,这样势必增加编程的复杂性。
为了解决这个问题,数控系统中专门设计了若干存储单元,存放各个工步的加工余量及刀具磨损量。
数控编程时,只需依照刀具半径值编写公称刀心轨迹。
加工余量和刀具磨损引起的刀心轨迹变化,由系统自动计算,进而生成数控程序。
进一步地,如果将刀具半径值也寄存在存储单元中,就可使编程工作简化成只按零件尺寸编程。
这样既简化了编程计算,又增加了程序的可读性。
刀具半径补偿原理(2)刀具半径补偿的数学处理①基本轮廓处理要根据轮廓尺寸进行刀具半径补偿,必需计算刀具中心的运动轨迹,一般数控系统的轮廓控制通常仅限于直线和圆弧。
对于直线而言,刀补后的刀具中心轨迹为平行于轮廓直线的一条直线,因此,只要计算出刀具中心轨迹的起点和终点坐标,刀具中心轨迹即可确定;对于圆弧而言,刀补后的刀具中心轨迹为与指定轮廓圆弧同心的一段圆弧,因此,圆弧的刀具半径补偿,需要计算出刀具中心轨迹圆弧的起点、终点和圆心坐标。
②尖角处理在普通的CNC装置中,所能控制的轮廓轨迹只有直线和圆弧,其连接方式有:直线与直线连接、直线与圆弧连接、圆弧与圆弧连接。
刀具半径补偿的方法
刀具半径补偿的方法
刀具半径补偿是数控加工中常用的一种方法,用于解决刀具直径和轮廓之间的误差问题。
具体的做法可以参考以下几种常见的方法:
1. 半径补偿右
这是最常用的一种方法,即将刀具轮廓的实际路径向右方平移半个刀具直径。
数控系统会根据程序中设定的切削轮廓自动计算平移距离,从而实现刀具半径补偿。
2. 半径补偿左
与半径补偿右相反,将刀具轮廓的实际路径向左方平移半个刀具直径。
3. 半径补偿圆心
这种方法适用于刀具的轮廓为圆弧形状的情况。
在程序中设定刀具轮廓的半径与圆弧的半径一致,然后通过数控系统的半径补偿功能,让刀具按照实际轨迹进行加工。
4. 刀具半径补偿的参数设定
在进行刀具半径补偿前,需要在数控系统中设定一些相关的参数,如刀具半径、补偿方向(左/右)、补偿值等。
这些参数一般在刀具设置或编程界面中进行设定。
需要注意的是,不同的数控系统和加工场景可能会有一些差异,具体的操作方法需根据实际情况和设备使用说明进行调整。
同时,刀具半径补偿也需要考虑切削
力、切削速度等因素,确保加工质量和切削稳定性。
3--刀具半径补偿计算
⑤ α=180°时的处理 见缩短型处理小节。
Y P2
P0
S2 P1 S1
X
3)刀具半径补偿撤消状态
① 缩短型
此时只有一个转接点S1(Xs1,Ys1),该点 相对于轮廓拐点P1 (X1,Y1)仅相差第一条编 程轨迹在P1点的刀具半径矢量,故有:
XYSS11
X1 rYl1 Y1 r Xl1
② 伸长型 此时有两个转接点:
(五)刀具半径补偿计算
刀具半径补偿,就是计算刀具中心轨迹的各个转接点的坐标值,计算 方法与轮廓线型(直线或圆弧)、转接类型(缩短型、伸长型或插入型) 和刀补状态(建立状态、进行状态、撤消状态和非刀具半径补偿状态)有 关。
下面针对直线接直线、直线接圆弧、圆弧接直线和圆弧接圆弧这四种 线型组合方式,分别讨论刀具半径补偿的计算公式。
xYLyXLr
(2-1)
② 等距线交点 根据(2-1)式,相邻直线轮廓等距线的联立方程如下。
xxYYLL21
y y
XL1 XL2
r r
求解该方程可得
y x r r((X YL L2 2 Y X L1L ) 1)(X (X L1LY 1Y L2 L2 X X L2 LY 2Y L1L )1)
联立求解该方程组,整理后得
XfXL1YL(1 JXL1IYL1r) YfYL1XL(1 JXL1IYL1r)
将(2-5)式代入上式并整理,可得最后结果如下
xXL(1 X IL1JYL1 )rYL1fXL1 yYL(1 X IL1JYL1 )rXL1fYL1
(2-7)
可见,原方程组有两组解,它们分别对应于直线和园弧的两个交点。
④ α=0°时的处理 在刀具半径补偿建立状态下,α=0°将 会导致刀具干涉。因此用户在编制数控加工 程序时,应该尽量避免出现这种情况。如果 用户程序出现了这种情况,系统设计者可以 使系统停止运行并给出一个警告。
刀具半径补偿原理讲解
下午4时5分
数 第三节 刀具半径补偿原理 控 技 3. 刀具半径补偿的常用方法: 术
第 B刀补: 五 如图所示,该法对 章 加工轮廓的连接都是以 数 控 园弧进行的。 机 床 的 控 制 原 理
刀具
编程轨迹
G41
C” A C A’ C’ B B’ 刀具中心轨迹 G42
刀具
4
下午4时5分
数 控 技 术
10
下午4时5分
数 第三节 刀具半径补偿原理 控 技 3. 刀具中心轨迹的转接形式和过渡方式列表 术
第 五 章 数 控 机 床 的 控 制 原 理
刀具半径补偿功能在实施过程中,各种转接形式和过渡方式的
情况,如下面两表所示。表中实线表示编程轨迹;虚线表示刀具
中心轨迹; 为矢量夹角;r为刀具半径;箭头为走刀方向。表
第三节 刀具半径补偿原理
2.圆弧加工时的过切削判别
发出报警程序段 是(外侧加工)
G41⊕G02=0?
刀具中心轨迹
否(内侧加工)
R rD 0 ?
是
刀具 R
否 报 警
返 回
过切削部分
rD a 圆弧加工过切削
编程轨迹
b 判别流程 21
下午4时5分
数 控 技 术
第 五 章 数 控 机 床 的 控 制 原 理
立,继续读下一段。
E O D C a b A B
c
14
下午4时5分
数 控 技 术
第三节 刀具半径补偿原理
读入BC,因为∠ABC<90o,同理, 由表可知,段间转接的过渡形式
第 标值,并输出直线cd、de。 五 章 读入CD,因为∠BCD>180o,由 数 表可知,段间转接的过渡形式是 控 缩短型。则计算出f点的坐标值, 机 由于是内侧加工,须进行过切判 床 的 别(过切判别的原理和方法见后 控 述),若过切则报警,并停止输 制 出,否则输出直线段ef。 原 理
刀具半径补偿的判定方法
刀具半径补偿的判定方法
以下是 6 条关于刀具半径补偿的判定方法:
1. 嘿,你想知道怎么看刀具半径补偿合不合适吗?就像你挑衣服看合不合身一样!比如说在加工一个圆形工件的时候,你看看加工出来的圆是不是光滑圆润呀,如果不是,那刀具半径补偿可能就没设对呢!
2. 哎呀呀,刀具半径补偿的判定还不简单嘛?你想想,好比走路,你得走对方向吧!在数控加工中也是一样啊,如果加工出来的尺寸总是不对头,那是不是刀具半径补偿出问题啦!就像你本想去东边,结果走反了方向!
3. 告诉你哦,刀具半径补偿可以从刀具的运动轨迹来看呀!就像你跑步的路线一样清晰明了!比如刀具在加工内角的时候,它的轨迹有没有怪怪的,这就能看出补偿有没有搞对呀!
4. 嘿,刀具半径补偿的秘密你还不知道呀?你看,如果加工出来的工件表面坑坑洼洼的,那不就像是脸上长了麻子一样明显嘛,这大概率就是刀具半径补偿没弄好呀!
5. 哇塞,判断刀具半径补偿其实挺好玩的呀!就好比你下棋,得走对每一步。
在加工复杂形状的时候,你观察一下加工效果,是不是哪里不对劲,那就是补偿在给你发信号啦!
6. 哈哈,刀具半径补偿的判定其实不难发现啦!就像你听音乐,节奏对不对一听就知道。
当加工过程中出现异常,你就该想想是不是刀具半径补偿这个小家伙在捣乱呀!
总之呀,刀具半径补偿的判定需要细心观察和经验积累,只要多注意加工中的各种细节表现,你肯定能轻松掌握!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
^ 粗 实线 ) ( 为工件理 论 轮廓 , 半径 为 R, 其 圆心 为 0. . 点 圃弧 C 虚 线 ) D( 为不 采用 刀 尖圆 弧半 径 补偿 时 的实际 加 工轨迹 , 半径 为 一 , 其 r圆心为 0 点 = : 明显可 以看 出 . 实际 Ⅱ 轨迹 与要求 加工 的轮廓 存在欠 切现 象 。 工 』
近 日. 上海重型机 器厂设计制造 的当今世
界 上 最 大 的 15 0吨 自由 锻 造 油 压 机 框 架 结 60
但 在车 削跨 象限 圃弧 时 ,假 想刀 尖方 位代码 会 随着 圆弧跨 越 象限而 变化 , 图 5所 示 , 如 圆弧车 刀加 _圆 弧段 T
工 中的 刀具 半径 补偿 问题进 行分 析 ,从中拨 出解 决问 题
的方法 =
1
—
L— L
一
-一 : 一 J L l _ J _ __
图4 l
l
2 车削 不踌象 限圆 弧的 刀具半 径补偿
图3
分 析零 件表 面形状 , 于阐 弧二要 有 以下 4种 : 关 E 上升 圆弧凸 弧 、 升 圆弧 凹弧 降 圆弧凸 弧 、 降 圆弧 凹弧 。 上 下 下 下 面用 安装 后置 刀架 的数控 车床 ,分 别车 削上 述 4种 圆 弧 具体分 析其 刀尖 圆弧半径 补偿 情况
维普资讯
团臣圜日
圆
朱树 红
张京界航 空工业职业技术学院 , 湖南 张家界 4 7 0 200
l 前
言 ห้องสมุดไป่ตู้
数 控车 削加 工 中,任何 一把 车 .不 管 刃尖如 何锋 利. 在其 ,尖部 分都存 在 一个 圆弧 :为简 化编 程 . 常 以 J 通 假想 刀尖作 为车 刀的 刀位点 . 按] 件轮 廓轨迹编 程 当车
( 车削 上 升圆 弧 凹弧 , 图 2所示 , 中假想 刀 尖 2) 如 图 方位 代码 为 3 圆弧 A詹 粗实 线 ) 工件 待加 工 轮 廓 , , ( 为 其 半 径 为 R, 圃心 为 0. , 点 圆弧 C ( 线 ) D虚 为不 采用 刀尖 圆
机 程 20 年 期I1 3 械工 师 07 第4 3
维普资讯
园 圜 E 团= j
刀 具 , 设置两 个刀 其补偿 号 J 加工 完第 一个 圆弧段 后 . 但 。 插 人一 个换 刀操作 + 用另 一把 车刀 加_ 另 一个 圆弧段 : 再 [ 这 样可 以消 除 由于假想 刀尖 方位 代码 的不 一致 而产生 的 形 状和 半径 误差 : 但这 种方法 也存 在一点 缺陷 , 即在两 圆 弧段连 接处 因对刀 误差会 产生 不光 滑现象 。 () 2修改 加工程 序 : 制加 工程序 时. 编 在使用 刀具半 径 补偿 指 令 G 2前 , 插 人一 个 调用 C 1的 程序 段 , 接 4 先 . 4 紧 着用 G 0取 消 G 1 样一 个小小 的变 化 , 4 4 这 就能 解决跨 象 限段 加_ 时的形状 和半 径误差 。此 方法 在 F N 8_ T A UC l iT 车削 数控 系统上得 到 了验证 。 以归 纳为 图 3和 图 4的组合 。 实线 为工件 待加工 轮廓 , 粗 虚线 为不 采 用刀尖 圆弧 半径 补偿 时实 际加工 轨迹 ,刀 具 从 C加 『 到 D再 到 E的过程 中 , [ 假想 刀尖 方位 代码 始终 为 4其误 差通 过刀 具半 径功能也 都能 得到补 偿 : . () 3 上升 圆弧 与下 降 圆弧 之 间 的连接 : 图 5所 示 . 如 图中 圆弧 A C与 圃弧 C B DE为 一上升 圆弧 与一 下 降圆 弧 之 问的连 接 , 即跨象 限圆弧 。 刀具 半径 补偿 量 的太小 与假想 刀尖 方位 代码 的值 有 直接 关系 . 假想刀 尖 方位代 码的 值不 同 , 刀具 半径 补偿 量 也不 相同 . 因此 , 床操 作者 在 刀具偏 置 画面 ( 图 6 设 机 见 ) 定的假 想 刀尖方 位代 码应 与圆弧段 加 工时 的理 论艘想 刀
尖 方位 代码 相同 。
零件 形状越 来越 复杂 ,零 件轮廓 中跨 象限 圆弧段 越 来越 多 加工 出符合 理论 要求 的圆弧 段 , 对于保 证零 件精 度是 非常 重要的 。
[ 参考文献 1 [ ] 夏 罗生 , 错红 圆 头车刀 的半 径补偿 分 析[ : I 束 J 现代 机槭 .06 2 0
削外 圆柱 面或 端面 时 ,刀 尖 圆弧不会 对N - 尺 寸产 生影 E
响, 但车 削倒 角 而 、 弧或 曲面 时 , 锥 圆 由于刀尖 圆弧 半径 的存 在 , 对加 丁尺寸 产生影 响 。 会 现代 车 床数 控 系统 都具 备 了刀具 半 径补 偿 功能 . 它
能 消除 车削 圆锥 面和不跨 象 限圆 弧时产 生 的误差 :但在
车 自跨 象 限圆弧 时 , 然存在 一些 缺陷 。 者多 次在车 削 仍 笔 具有 跨象 限 圆弧 的零件 时 ,发现零 件 圆弧部 分形状 和半 径都 与理论 要求 不符 . 在 误差 , 存 误差 的大小 与 刀尖圆 弧 半 径有 明显 的相关 性 :本文 从理 论的 角度 对圆弧 车削 加
( )3 — 4 1:33
[ ] 许 样泰 . 艳芳 . 由工编 程实用 技术 [ 北 京 : 工业出 2 刘 敷控 口 Mj 机械
版杜 . 0 2 2 3. ( 靖辑 立 明)
作者 简舟: 采树虹 (9 o . , 师, 览方 向为敷拄技 术应 用 17 一)女 讲 研
收稿 日期: o 6 2 3 2 0 -1 — 0