切割机保养维护表
切割机维护与保养

切割机维护与保养制度
一、日常维护和保养
1、每个工作日必须清理机床及导轨的污垢,使床身保持清洁,下班时关闭气源及电源,同时排空机床管带里的余气。
2、如果离开机器时间较长则要关闭电源,以防非专业者操作。
3、注意观察机器横、纵向导轨和齿条表面有无润滑油,使之保持润滑良好!
二、每周的维护与保养:
1、每周要对机器进行全面的清理,横、纵向的导轨、传动齿轮齿条的清洗,加注润滑油。
2、检查横纵向的擦轨器是否正常工作,如不正常及时更换。
3、如有自动调高装置,检测是否灵敏、是否要更换探头。
三、月与季度的维修保养
1、检查所有传动部分有无松动,检查齿轮与齿条啮合的情况,必要时作以调整。
2、松开加紧装置,用手推动滑车,是否来去自如,如有异常情况及时调整或更换。
3、检查夹紧块、钢带及导向轮有无松动、钢带松紧状况,必要时调整。
4、检查所有按钮和选择开关的性能,损坏的更换。
数控线切割机床维护保养点检记录表

好好学习社区
设备维护保养点检记录表
设备名称型号出厂编号购置日期自编号检查、维护记录
数控线切割机床 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 操作工负责设备点检工作:
用油壶加20#机油润滑横向进给滚珠丝杆8小时
用油壶加20#机油润滑纵向进给滚珠丝杆8小时
用油枪加20#机油润滑线架升降丝杆8小时
用油枪加20#机油润滑储丝筒丝杠螺母8小时
用油枪加20#机油润滑各部件拖板导轨8小时
用煤油清洁导轮、导电块、排丝轮及其周围区域每周
更换工作液1~2周
用油枪加20#机油润滑横向进给中间齿轮轴每月预计日进行,实际维护日期:
用油枪加20#机油润滑纵向进给中间齿轮轴每月预计日进行,实际维护日期:
检查督促操作工进行的设备保养、维护工作:
维修工负责下述各项工
作,并
更换线架上导轮滚动轴承用润滑脂每两月预计日进行,实际维护日期:
更换其他轴承润滑脂6个月预计日进行,实际维护日期:
更换导轮、排丝轮及其轴承6~8月预计日进行,实际维护日期:
故障维修记录
1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min;
2、每天分早、中、晚班时,相应人员进行维护后均应在相应格内记录,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
激光切割机保养基准表

NO.保养项目周期保养等级1设备表面清洁1次/班一级周一周二周三周四周五周六周日2清洁及托盘齿条
1次/班一级周一周二周三周四周五周六周日3
排空熔渣及灰尘收集器。
1次/班一级周一周二周三周四周五周六周日4检查紧凑型除尘器的净化阀
1次/班一级周一周二周三周四周五周六周日5更换过滤器滤芯
1次/周一级周一周二周三周四周五周六周日6清洁安全光栅
1次/周一级周一周二周三周四周五周六周日7清洁配电箱风扇
1次/月一级周一周二周三周四周五周六周日8检查冷却水液位
1次/周一级周一周二周三周四周五周六周日9检查除尘器上的压差显示器
1次/班三级周一周二周三周四周五周六周日
检查:确认: 激光切割机保养基准表 2017年 月 日- 月 日检查方法判定基准目检、手检每天清理工作现场,保持机床清洁。
用无尘布将设备表面灰尘擦拭干净。
保
养
方
法
目检、手检每天清洁托盘齿条清洁托盘齿条目检、手检每天清理,保持干净排空熔渣及灰尘收集器。
目检、手检检查净化阀的松紧度检查紧凑型除尘器的净化阀目检每周更换一次滤芯更换过滤器滤芯目检、手检用无尘布将设备表面灰尘擦拭干净清洁安全光栅手检每月清洁一次清洁配电箱风扇手检冷却水液位在最低限以上检查冷却水液位目检、手检压差显示器在10mbar左右检查紧凑型除尘器上的压差显示器在10mbar左右保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法。
激光切割机点检表

3 检查所有地线电缆是否完好
4 各限位开关、急停的动作
5 机器、导轨两侧有无杂物,
6 稳压电源的状态
7 开关机顺序
8
气压:氧气(7-10bar)、氮气 (25-30bar)
9 主回温:25℃、外光路:30℃
10 (夏天无结露,冬天无冻结)
11 气源和水源的过滤器
12 割嘴高度:0.7-1.2mm
13 割嘴打同心
保养项目
1 检查各部位的润滑情况
设
备
名 称 : 激 光 切
设备型号:
设 备 编 号 :
年
月
割
机 保养日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 接地线及电缆接头、插座 的完好性
14
气路管路是否良好,有无漏气现 象
15 激光发生器功率、空调工作情况 16 机器各个部位整洁干净无积灰
17
异常记录:
保养人签名:
备 每天生产前后都要对设备进行保养,保养后,用“√”表示,“×”表示有异常情况 注 应在“异常情况记录”栏予以记录,并联系相关人员处理。
1011121314151617181920212223242526272829303110夏天无结露冬天无冻结11气源和水源的过滤器1213割嘴打同心14气路管路是否良好有无漏气现象15激光发生器功率空调工作情况16机器各个部位整洁干净无积灰17异常记录
设备点检表
编 号 : ___ ___ __
序 号
桥式石材切割机维护保养及常见故障处理

桥式石材切割机维护保养及常见故障处理该机常见故障有:工作台不能升起、不能左右旋转,切割过程中床身跑偏、锯片进给失控、床身移动有异响或卡住等。
可用流程图分析及排除故障。
一、维护与保养1、润滑油及液压油池床身两端的齿条支座油池,要保持密封和油面高度。
床身油池内V形导轨及走刀齿条也要保持油面高度,油变质或进水时应及时换油。
升降圆导轨润滑系统的手动泵,应加30#机械油并每班至少打油一次。
经常观察床身前后移动减速机及走刀减速机和主轴油窗油位,至少每一年换油一次。
对翻转工作台的翻转轴、翻转油缸支座、活塞杆支撑轴、工作台回转齿轮变速机构各润滑点,每班必须加润滑油或脂一次。
工作结束停机时,必须把工作台升起,以便使翻转机构活动一次,避免锈死,且有利于工作台的水晾干,防止其上的木板朽烂。
2、按钮箱及电器控制工作台翻转、回转的按钮箱,在切割板材时免不了溅上水,久而久之,会造成按钮触点锈蚀,要经常进行检查,清除锈蚀点。
该设备在PLC控制系统中使用了18只微型继电器,触点容量较小,动作频繁,致使继电器经常发生接触不良现象,所以对其要入时检查或更换。
换下的继电器只要拆开轻轻打磨一下触点,一般即可恢复使用。
各电磁阀的接插头,也会出现松动接触不良故障,同样要给予重现。
二、故障及处理1、工作台不能升起故障原因:床身未到达前限位位置或前限开关失灵;继电器线圈烧坏、常开触点锈蚀、或继电器常闭触点不通;抬升按钮SB7失灵;电磁阀YV3线圈断线或抽头接触不良。
故障处理流程图见图12、工作台不能左转或右转故障原因:按钮SB10或SB11失灵;继电器K5或K6坏或触点按触不良心;电磁阀YV5或YV6线圈断线或插头接触不良。
故障处理流程图见图23、工作台左右均不转故障原因:限位开关SP2已坏或断线;工作台未落到底。
线切割机床保养手册

ENTER键,开始安装软件,执行过程中每一行后面都应出现 “DONE”字样,执行完后关闭对话框,再双击此文件夹中的 “install” 文件,当电脑提 示“install ok”后软件即安装好了。 2)在安装好的文件中找到FHGD可执行文件,创建快捷方式于桌面,运
高 频 脉 冲 信 号 输 入
电源指示灯,正常 情况下,三只指示 灯应全亮
加工电压及走丝速度 控制信号输出及高频 控制信号输入端口
高频控制信号 指示灯,灯亮 开高频,亮灭 关高频
加工电参数传输出错信号输出 加工结束停机信号输入
加 工 电 压 及 走 丝 速 度 信 号 输 入
5VDC输入
电柜电路板介绍(六)
整流电路 整流电路
XY轴步进电机 UV轴步进电机
电
脑
加工电压取样
高频控制
加工电压取样
及
脉冲信号
高频信号
光电隔
高频电源功
H
高频数据 发生电路 电压信号
离电路 脉冲信号 率放大电路
F 数
(W306) 丝速信号 (W305)
移轴数据 手控盒
(W307/08)
压
速
KM1~KM3
信
信 电压控制
U轴步 进电机 指示灯
V轴步 进电机 指示灯
当单步点动步进电机时,在正常情况下,U轴
指示灯亮次序为:U1 U1U2 U2 2U3 U3 U3U1 U1 循环点亮,V轴也是如此。
V轴步
1
进电机
3
V
H F
U轴对应灯U1
U轴对应灯U3
V轴对应灯V2
交 流
卡
线切割机定期保养记录表
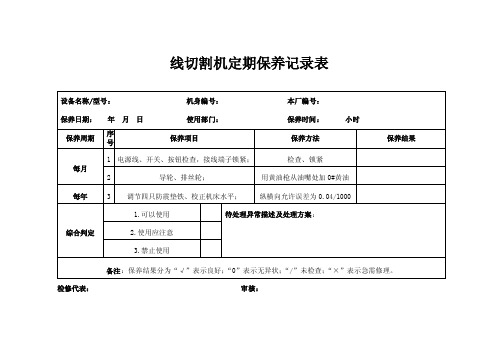
线切割机定期保养记录表检修代表:审核:江苏迅达电磁线有限公司线切割机定期保养记录表部门:日期:下面红色部分是赠送的总结计划,不需要的可以下载后编辑删除!2014年工作总结及2015年工作计划(精选)XX年,我工区安全生产工作始终坚持“安全第一,预防为主,综合治理”的方针,以落实安全生产责任制为核心,积极开展安全生产大检查、事故隐患整改、安全生产宣传教育以及安全生产专项整治等活动,一年来,在工区全员的共同努力下,工区安全生产局面良好,总体安全生产形势持续稳定并更加牢固可靠。
一、主要工作开展情况(一)认真开展安全生产大检查,加大安全整治力度。
在今年的安全生产检查活动中,工区始终认真开展月度安全检查和日常性安全巡视检查记录,同时顺利完成公司组织的XX年春、秋季安全生产大检查和国家电网公司组织的专项隐患排查工作。
截止日前,工区先后共开展各类安全检查71次,查出事故隐患点22处,均进行了闭环处理。
通过检查活动,进一步夯实了工区的安全生产基础。
(二)顺利完成保电专项工作。
本年度工区共进行专项保电工作10次,累计保电天数达到90余天,通过工区全员的共同努力,顺利完成春节保电、国庆保电、七一保电、特高压投送电保电、500kv沁博线保电等一批重要节假日的保电工作。
(四)工作票统计及其他工作情况。
截止11月15日,我工区连续实现安全生产1780天;全年共办理工作票50张,其中第一种工作票24张,含基建单位8张;第二种工作票26张。
工作票合格率100%,执行情况较好。
全年工区所辖线路跳闸次数共计0次,线路跳闸率为0次/(百公里·年)。
(四)安环体系标准化建设本年度在公司统一的部署下,工区积极参与安环体系标准化建设工作,先后派员参加安环体系标准化培训2次,迎接公司开展安环体系内审工作三次,先后审查出问题共计20余处,先后进行了闭环整改。
截止日前,工区已初步建立起了标准化安环工作体系,在今后工作中,工区将进一步完善各项工作流程,努力确保体系工作符合外审相关要求。
各种设备维护保养记录表格

《设备维护保养记录》编号:NO:设备名称:使用部门维护人:年月维护项目12345678910111213141516171819202122232425262728293031异常情况异常情况记录备注注1:根据设备日常维护制度,用“√”表示该天进行维护,用“×”表示该天没有进行维护。
注2:异常情况栏,用“√”表示该日无异常情况,用“×”表示今日出现异常情况,并在异常情况记录栏内予以记录。
设备台帐编号:BJJOD/JL/Q/E/S6.3-01NO:1序号设备编号设备名称及规格型号验收日期放置地点备注1Sgsb001切割机MH1102Sgsb002切割机400A3Sgsb003电焊机BX14Sgsb004电焊机BX15Sgsb005角磨机VG100-2D6Sgsb006角磨机S1M-1007Sgsb007角磨机S1M-1008Sgsb008电钻D6-109Sgsb009电钻JIZ-KP07-10A10Sgsb010电钻Mod.6000611Sgsb011电钻6013BR12Sgsb012云石锯EON永远11013Sgsb013云石锯GDM12-3414Sgsb014云石锯GDM13-3415Sgsb015云石锯VG11016Sgsb016云石锯VG110-2D17Sgsb017气瓶18Sgsb018氩弧焊机CW-3000序号设备编号设备名称及规格型号验收日期放置地点备注19Sgsb019氩弧焊机WS-40020Sgsb020切铝机YJ-360ZC21Sgsb021配电箱22Sgsb022水平仪DSL0123Sgsb023水平仪DSL0124Sgsb024水平仪DSL0125Sgsb025水平仪DSL0126Sgsb026电锤GBH4-32DFR27Sgsb027电锤GBH4-32DSC28Sgsb028电锤GBH3-28E29Sgsb029电锤GBH3-28E30Sgsb030电锤日立DH45MR31Sgsb031手电钻GBM23-2E32Sgsb032手电钻GBM23-2E33Sgsb033手电钻GBM23-2E34Sgsb034手电钻日立D1335Sgsb035手电钻威克士WORXWT101KE36Sgsb036手电钻威克士WORXWT101KE37Sgsb037吊车38Sgsb038大型气泵39Sgsb039空压机40Sgsb040吊篮序号设备编号设备名称及规格型号验收日期放置地点备注41Sgsb041吊轮42Bgsb001组装台式电脑43Bgsb002笔记本电脑东芝m60002s44Bgsb003喷墨彩色打印机HP3748设备维护计划编号:BJJOD/JL/Q/E/S6.3-02执行部门:NO.:序号设备编号设备名称检修内容检修时间备注2011.5.30编制:审核:批准:日期:2011.3.1设备报废单编号:BJJOD/JL/Q/E/S6.3-05使用部门:NO.设备名称设备编号起用时间型号(规格)原价格报废申请人报废原因:未发生审批意见:批准人:日期:备注:设备购置申请单编号:BJJOD/JL/Q/E/S6.3-04使用部门:NO.:设备名称购置申请人申请时间型号(规格)原价格申请原因:未发生审批意见:批准人:日期:备注:。