有信机械手调整
有信机械手错误信息跟应对计划资料精
從下ห้องสมุดไป่ตู้禁止區自動等待 請以手動運轉使取出上升 時,升降軸安全傳感器尚 後,與我公司聯係。 未處在 ON。 不執行自動等待運轉。
橫行軸越出可動範圍。 請以手動運轉使橫行軸回
不執行各種運轉。
到可動範圍。
產品引拔軸可動範圍外 1010
主臂升降軸可動範圍外 1011
在取出結束時,已被指定 請在確認模具內的注塑品
的檢測尚未成為 ON。 後合上模具。
停止該循環。
當重設錯誤時,繼續自動
運轉。請在充分確認安全
後重設。
在自動運轉過程中,注塑 當關上安全門並重設時,
機的安全門被打開。 繼續自動運轉。請在充分
當場緊急停機。
確認安全後,關上安全門。
在自動運轉過程中,在工 當重設錯誤時,顯示出自 作頭處在模具內部的狀 動運轉等待畫面。
在按下伺服接通開關之前,請 解除緊急停止按鈕。
13.3.2 應用錯誤
這是由於取出不良等取出機的原因而發生的錯誤。 錯誤代碼與 1001∼1999 對應。
錯誤 代碼
錯誤名稱
更換工作頭位置異常
1003
開模極限信號關掉 1006
產品反轉回位極限關掉 1007
安全傳感器關掉 1008
橫行軸可動範圍外 1009
品引拔軸越出可動範圍。 請以手動運轉使主臂引拔
不執行各種運轉。
軸回到可動範圍。
主臂升降軸越出可動範 圍。 不執行各種運轉。
請以手動運轉使主臂升降 軸回到可動範圍。
副臂引拔軸越出可動範 圍。 不執行各種運轉。
請以手動運轉使副臂引拔 軸回到可動範圍。
副臂升降軸越出可動範 圍。 不執行各種運轉。
机械手操作指导

机械手操作指导机械手在安装后,AAC已经对内部参数进行了必要的设定,在以后的使用中,只需要更改程序的位置和I/O,就可以适应不同的模具进行生产。
新装的机械手中使用:1.开机打开机械手的电源开关(主电源开关行程为90度),机械手会自动启动,进入机械手控制程序,这时可以在手动页面或选项页面打开机械手的伺服电源2.校零机械手在启动后,需要确认各个轴的零点位置。
当机械手的伺服电源打开后,在手动页面或选项页面按下校零按钮,机械手自动执行校零程序,当校零完成时,机械手会发出警报提示操作者机械手已经完成校零。
3.编程机械手在重新开电校零后,无论是使用以前的程序还是要编新的程序,操作者都要重新确认每一步的位置。
操作者根据生产的需求,在编程前先构思程序的整个流程(六个工序的具体位置,I/O的控制),然后在设置菜单中添加或删除图标。
在程序编完后,重新检查程序的每一步的位置和I/O以防止因粗心而造成的失误。
机械手的程序主要分为六步工序,分别是:准备工序(Prestage)、取出工序(Tackout)、卸货工序(Unload)、丢弃工序(Reject)、复位工序(Home1,Home2)准备工序:机械手做一些注塑前的准备工作,如从工作台拾取Label,拾取螺钉,以便于在取出工序中将其放入模内注塑.取出工序:将产品和水口从模具内取出,有时也会放一些Insert在模内.卸货工序:将产品放到传送带或采用托盘程序将产品直接装箱.丢弃工序:机械手可以根据SPI信号和本机的设定来执行丢弃工序,将不合格的产品放到废品箱,以便于同良品分开.复位工序:复位工序包括模内复位工序(Home1)、模外复位工序(home2).在按下READY 按钮后,机械手会根据设定的Tie bar值来判断机械手是执行模内复位工序还是模外复位工序.这两个工序确保机械手无论处于何地,都能安全的回到准备位置,开始下一轮全自动生产.4.生产确保机械手同注塑机联机,在编程完成后,就可以进入自动菜单运行全自动生产。
有信机械手错误信息和应对方法
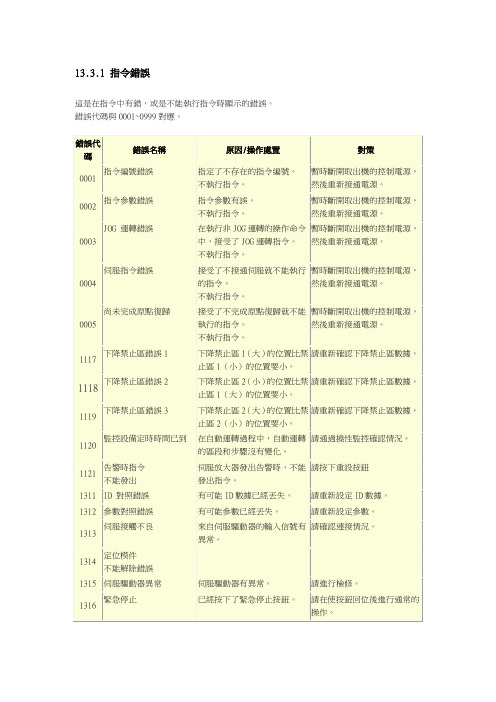
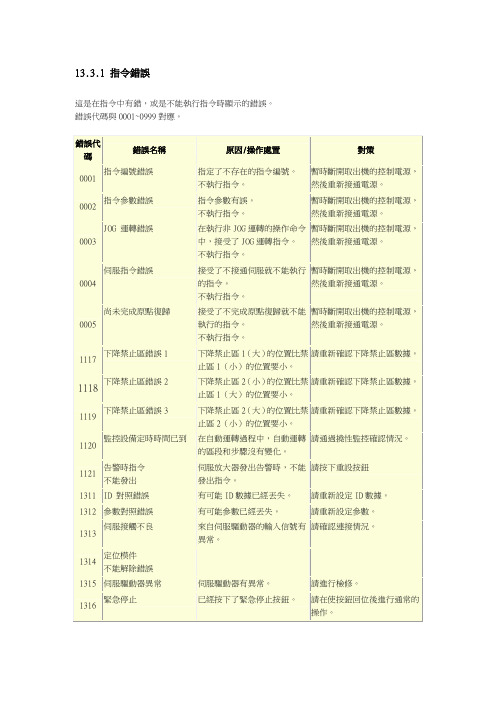
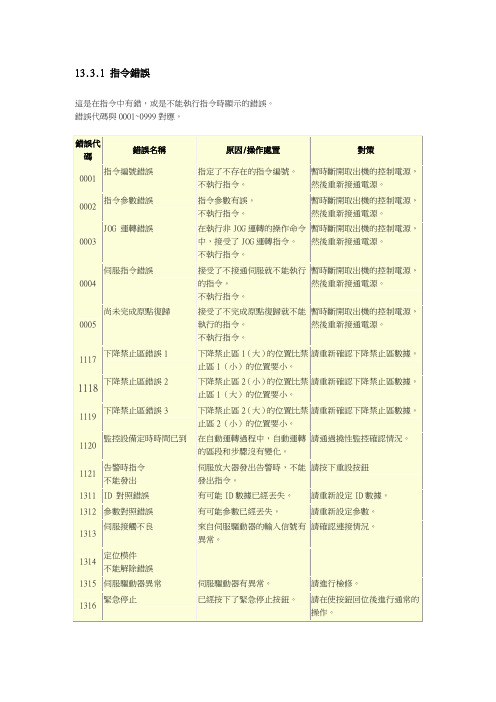
13.3.1 指令錯誤這是在指令中有錯,或是不能執行指令時顯示的錯誤。
錯誤代碼與0001∼0999對應。
錯誤代碼錯誤名稱原因/操作處置對策0001指令編號錯誤指定了不存在的指令編號。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0002指令參數錯誤指令參數有誤。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0003JOG 運轉錯誤在執行非JOG運轉的操作命令中,接受了JOG運轉指令。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0004伺服指令錯誤接受了不接通伺服就不能執行的指令。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0005尚未完成原點復歸接受了不完成原點復歸就不能執行的指令。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
1117下降禁止區錯誤1下降禁止區1(大)的位置比禁止區1(小)的位置要小。
請重新確認下降禁止區數據。
1118 下降禁止區錯誤2下降禁止區2(小)的位置比禁止區1(大)的位置要小。
請重新確認下降禁止區數據。
1119下降禁止區錯誤3下降禁止區2(大)的位置比禁止區2(小)的位置要小。
請重新確認下降禁止區數據。
1120監控設備定時時間已到在自動運轉過程中,自動運轉的區段和步驟沒有變化。
請通過撓性監控確認情況。
1121告警時指令不能發出伺服放大器發出告警時,不能發出指令。
請按下重設按鈕1311ID 對照錯誤有可能ID數據已經丟失。
請重新設定ID數據。
1312參數對照錯誤有可能參數已經丟失。
請重新設定參數。
1313伺服接觸不良來自伺服驅動器的輸入信號有異常。
請確認連接情況。
1314定位模件不能解除錯誤1315伺服驅動器異常伺服驅動器有異常。
請進行檢修。
1316緊急停止已經按下了緊急停止按鈕。
請在使按鈕回位後進行通常的操作。
1317不能執行定位操作暫時斷開取出機的控制電源,然後重新接通電源。
1319機身編號對照錯誤不能原封不動地使用在其他機身上示教的數據。
有信机械手错误信息和应对方法
13.3.1 指令錯誤這是在指令中有錯,或是不能執行指令時顯示的錯誤。
錯誤代碼與0001∼0999對應。
錯誤代碼錯誤名稱原因/操作處置對策0001指令編號錯誤指定了不存在的指令編號。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0002指令參數錯誤指令參數有誤。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0003JOG 運轉錯誤在執行非JOG運轉的操作命令中,接受了JOG運轉指令。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0004伺服指令錯誤接受了不接通伺服就不能執行的指令。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
0005尚未完成原點復歸接受了不完成原點復歸就不能執行的指令。
不執行指令。
暫時斷開取出機的控制電源,然後重新接通電源。
1117下降禁止區錯誤1下降禁止區1(大)的位置比禁止區1(小)的位置要小。
請重新確認下降禁止區數據。
1118 下降禁止區錯誤2下降禁止區2(小)的位置比禁止區1(大)的位置要小。
請重新確認下降禁止區數據。
1119下降禁止區錯誤3下降禁止區2(大)的位置比禁止區2(小)的位置要小。
請重新確認下降禁止區數據。
1120監控設備定時時間已到在自動運轉過程中,自動運轉的區段和步驟沒有變化。
請通過撓性監控確認情況。
1121告警時指令不能發出伺服放大器發出告警時,不能發出指令。
請按下重設按鈕1311ID 對照錯誤有可能ID數據已經丟失。
請重新設定ID數據。
1312參數對照錯誤有可能參數已經丟失。
請重新設定參數。
1313伺服接觸不良來自伺服驅動器的輸入信號有異常。
請確認連接情況。
1314定位模件不能解除錯誤1315伺服驅動器異常伺服驅動器有異常。
請進行檢修。
1316緊急停止已經按下了緊急停止按鈕。
請在使按鈕回位後進行通常的操作。
1317不能執行定位操作暫時斷開取出機的控制電源,然後重新接通電源。
1319機身編號對照錯誤不能原封不動地使用在其他機身上示教的數據。
机械手简易操作步骤
机械手安全提示
全伺服机械手操作规范
(1)确认电源及空压源等动力源都妥善接好,检查机械手空气调压阀压力至0.4mpa-0.6mpa。
(2)打开机械手电源,进行机械手原点复归动作。
(3)设定机械手的各动作模式,(按照具体产品所需选择)
(4)根据机械手夹具上的标贴参数,输入机械手待机位置和夹取位置。
(5)根据标贴上参数设定注塑机开模行程
(6)检验夹具螺钉是否有松动,抱夹夹片是否有损坏,气缸伸缩是否正常,是否漏气,吸盘是否完好,金具是否有卡死等不良现象。
(7)夹具安装OK 后,观察夹具所有金具是否在同一个垂直面上,若不在,则调整连接快上的阻挡螺钉使夹具处于同一垂直面上。
(8)半自动微调夹取位置,调整OK 后,保存参数。
(9)然后依次设定机械手的姿势位置,途中开放位置,产品开放位置等。
(10)进入机械手定时器模块,对各个动作时间进行初步设置。
并初步设定注塑机顶针顶出延时(2s)与后退延时(5s)。
(11)进行注塑机及机械手的全自动运行操作。
(12)首次全自动状态下,因为了使机械手与注塑机之间能有最好的配合,请仔细观察全自动状态下两个设备的运行情况,然后微调机械手的各项时间与注塑机的各项时间(顶针顶出延时、顶针后退延时、中间循环时间等),以便机械手做到最迅速稳定的动作反应。
(13)调整完毕,进行全自动生产。
观察20模或半小时以上且无故障报警后方可离开。
拟制:审核:批准:2011.05.18
09:19:16
+08'00'。
机械手左右手校正
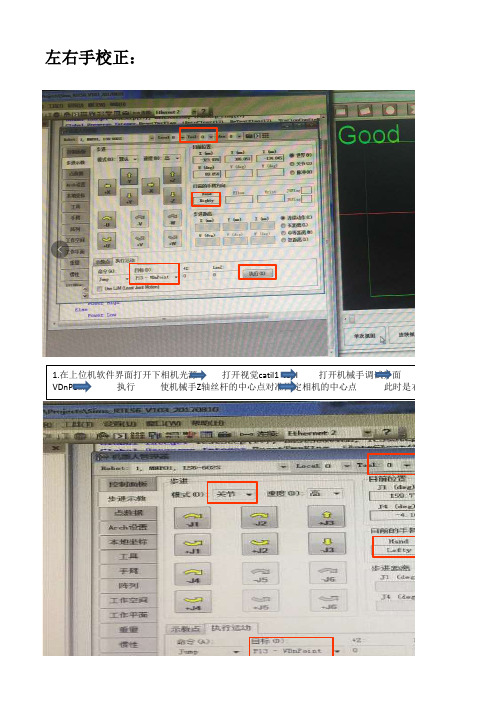
左右手校正:
1.在上位机软件界面打开下相机光源打开视觉catil1 tool打开机械手调试界面VDnPoint 执行使机械手Z轴丝杆的中心点对准固定相机的中心点此时是右手
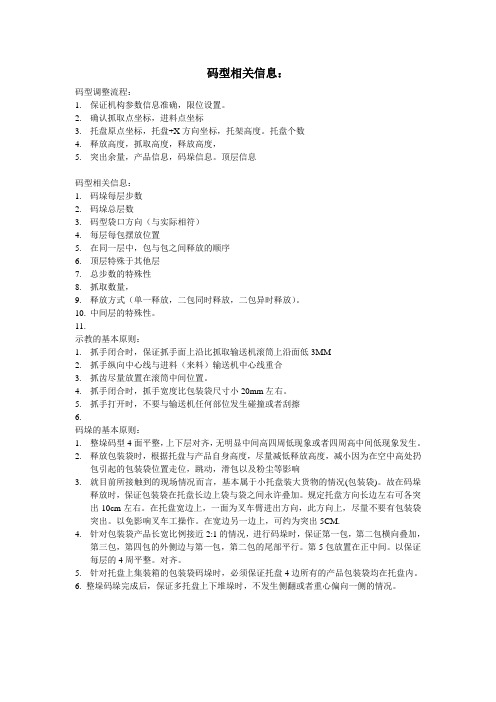
2.在点数据里把P13-VDnPoint的点数据后面的左右手改为左手(Lefty)点"执行”模式值将机械手Z轴丝杆的中心点对准固定相机的中心点,记录下此时J1、J2的值然后(调整后的J2 -调整前的J2)/2得到的值为A2,这样就算出关节1和关节2需要调整的角度
选择工具:0 执行运动目标:P13-VDnPoint/P14-是右手(Righty);
模式:关节,右上角也选关节记录下此时J1、J2的然后把(调整后的J1-调整前的J1)/2得到的值为A1;。
机械人操作手册之数据调整
码型相关信息:码型调整流程:1.保证机构参数信息准确,限位设置。
2.确认抓取点坐标,进料点坐标3.托盘原点坐标,托盘+X方向坐标,托架高度。
托盘个数4.释放高度,抓取高度,释放高度,5.突出余量,产品信息,码垛信息。
顶层信息码型相关信息:1.码垛每层步数2.码垛总层数3.码型袋口方向(与实际相符)4.每层每包摆放位置5.在同一层中,包与包之间释放的顺序6.顶层特殊于其他层7.总步数的特殊性8.抓取数量,9.释放方式(单一释放,二包同时释放,二包异时释放)。
10.中间层的特殊性。
11.示教的基本原则:1.抓手闭合时,保证抓手面上沿比抓取输送机滚筒上沿面低3MM2.抓手纵向中心线与进料(来料)输送机中心线重合3.抓齿尽量放置在滚筒中间位置。
4.抓手闭合时,抓手宽度比包装袋尺寸小20mm左右。
5.抓手打开时,不要与输送机任何部位发生碰撞或者刮擦6.码垛的基本原则:1.整垛码型4面平整,上下层对齐,无明显中间高四周低现象或者四周高中间低现象发生。
2.释放包装袋时,根据托盘与产品自身高度,尽量减低释放高度,减小因为在空中高处扔包引起的包装袋位置走位,跳动,滑包以及粉尘等影响3.就目前所接触到的现场情况而言,基本属于小托盘装大货物的情况(包装袋)。
故在码垛释放时,保证包装袋在托盘长边上袋与袋之间永许叠加。
规定托盘方向长边左右可各突出10cm左右。
在托盘宽边上,一面为叉车臂进出方向,此方向上,尽量不要有包装袋突出。
以免影响叉车工操作。
在宽边另一边上,可约为突出5CM.4.针对包装袋产品长宽比例接近2:1的情况,进行码垛时,保证第一包,第二包横向叠加,第三包,第四包的外侧边与第一包,第二包的尾部平行。
第5包放置在正中间。
以保证每层的4周平整。
对齐。
5.针对托盘上集装箱的包装袋码垛时,必须保证托盘4边所有的产品包装袋均在托盘内。
6. 整垛码垛完成后,保证多托盘上下堆垛时,不发生侧翻或者重心偏向一侧的情况。
.机器手坐标系的建立为了能够准确的定量的反映出各点在机械手范围内位置或者点与点之间的距离,必须建立坐标系。
NSK机械手伺服控制器更改参数的步骤
NSK机械手伺服控制器更改参数的步骤如果发现NSK机械手工作位置不理想需要更改参数时,可参考以下步骤进行:
1.通过数据线将计算机COM口与NSK控制器的CN1连起来2.打开计算机进入程序——附件——通讯——超级终端
3.输入文件名(随意起名均可)
4.设置好通讯口,我们使用COM1
5.进入端口设置:波特率:9600;数据位:8,奇偶校验:无,停止位:1,数据流控制为无(或者直接执行一下“还原为默认值”即可)。
回车确认则进入程序。
回车如出现“:”即可。
6.如查看机械手当前位置,执行TP5
7.如要手动机械手位置,在“:”状态执行AD***** 。
例如执行AD 25000,机械手就会走到25000对应的位置,AD后的数值为机械手的位置值。
8.如果查看工作的位置,则直接输入工位号即可。
如查看CH2,在“:”状态下输入CH2。
9、如果要更改工位的值,须在“?”后输入AD*****,如要修改放盘位置,则先查看自动位置CH4,在“?”后输入AD****,然后再查看对应手动模式位置CH9,在“?”后输入AD**** 修改完毕后退出程序即可。
注:自动模式位置:CH2:进模具内取盘位置
CH3:等待放盘的位置
CH4:放盘的位置
CH5:排水口的位置
CH6:等待位置
对应手动模式位置:CH2对应CH7
CH3对应CH8
CH4对应CH9
CH5对应CH1
CH6对应CH11。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
←固定
移动→
T5:开放侧下降
M5:避开安全门
←夹嘴不前进
←上升限循环开始→
←标准→
不使用→
T6:产品开放
M6:冷料道开放
←横行返回
←横行前行→
不使用→
T7:开放侧上升
M7:顶针连动
←使用
不使用→
T8:模具内下降
M8:横行途中待机
←使用
不使用→
T9:模具内夹嘴前进
M9:货盘运动
←使用
自由设定模式
5:S+F4机械手起止位置设定,按下→机械手自动速度调整
1
不使用→
T10:模具内上升
M10:警报切换
←使用பைடு நூலகம்
不使用→
M11:主臂口型动作
←使用
不使用→
M12:产品模具内开放
←使用
不使用→
M13:开放侧不下降
←使用
不使用→
M14:反转动作
←无
←横行同时→
产品开放位置→
M15语言:
备注
1:手动→机械手手动速度调整
2:S+F1机械手计数器
3:S+F2
模具编号变更
4:S+F3
有信机械手调整
F1:时间
F2:模式
F3:单次自动运行
F4:自动
F5:手动/停止
F1:时间设定
F2:模式设定
T0:下降
M0夹或吸:
←吸
←吸+夹→
夹→
T1:吸附
M1:切刀
←外部
←工作内→
不使用→
T2:模具内后退
M2:正或副
←水口+制品
←水口→
制品→
T3:模具内上升
M3:主臂下降位置
←固定
移动→
T4:水口开放