电焊机220与380的接法
220V和380V双电源IGBT逆变氩弧焊机及电路的制作方法

220V和380V双电源IGBT逆变氩弧焊机及电路的制作⽅法本实⽤新型涉及逆变焊机技术领域,具体的讲是220V和380V双电源IGBT逆变氩弧焊机及电路。
背景技术:随着世界制造业的快速发展,焊接技术应⽤越来越⼴泛,焊接技术⽔平也越来越⾼。
新的焊接⼯艺⽅法不断涌现,专业焊接设备⽇新⽉异。
⽬前,逆变式焊机已经成为焊机产品市场的主要竞争⼿段,氩弧焊作为⼀种⾼效的焊接技术,在焊接领域发挥着⾄关重要的作⽤。
同时,焊机的性能不仅体现在技术的先进上⾯,也在很⼤程度上⾯取决于焊机的结构设计以及⼀些⼈性化的机械设计中。
优化的结构设计使得焊接⼯程师在焊接过程中更加便利,不仅提⾼了焊接效率,同时也提升了焊接的品质。
⽬前在国内外市场上⾯,单相220V或者是三相380V的IGBT逆变式氩弧焊机器的额定电流⼀般在200A到400A左右,负载持续率⼀般为20%~60%的⽔平。
三相380V的这类焊机产品都是采⽤IGBT模块逆变的氩弧焊机器。
有的是单功能的,有的也是带⼿⼯焊功能的。
该类产品的成本⽐较⾼,相对来说售价就⽐较⾼了,这样在市场销售的时候就会有⼀定的限制。
单相220V和三相380V的双电源逆变氩弧焊机器在市场上是不常见的,加上⼿⼯焊功能的机器就是更加少见的了。
这是本实⽤新型要解决的主要问题之⼀。
对于多功能机器,可以采⽤不同的焊接模式,适应不同的焊接场合以及焊接原件,在这种情况下焊机的适应范围就⽐较⼴,适应度⽐较⾼。
⼿⼯焊主要⽤于简易部分的焊接,同时在没有⽓体保护的场合下很适合使⽤。
这类产品的市场竞争⼒主要在机器的设计中。
不同的电路在设计以及⽣产上⾯的成本是有很⼤区别的。
电路在设计过程中,包括元器件的型号、精度选择,电路板的布局以及布线等等都能影响到焊机的⼯作性能。
在整机设计中需要考虑的是成本、⽣产以及性能这三部分,如何⽤最低的成本实现⾼效的功能是亟待解决的问题。
这是本实⽤新型需要解决的问题之⼆。
⽬前市场上⾯对于焊机的选择主要是在焊接性能以及机械设计⽅⾯。
交流电焊机接线

交流电焊机接线电焊机是焊接钢铁的主要设备。
在焊接时,可根据焊接要求,调节电抗器的间隙来改变焊接电流的大小。
在起弧时,由于焊条与工件直接接触,电焊变压器次级处于短路状态,使次级电压快速下降至零,从而不会因电焊变压器电流过大而烧毁。
其工作原理及外形如图5.2所示。
图5.2电焊机工作原理图及外形常用交流电焊机的一般接法用刀闸或空气断路器控制,如图5.3所示,当合上闸刀开关QS时,电焊机得电工作;当拉下闸刀开关QS时,电焊机停止工作。
该线路是电焊机常用的,且最简单的一种接线线路。
另外为了更安全方便控制电焊机则采用按钮开关控制交流接触器线圈,实现远距离操作,其接线方法如图5.4所示,工作时,合上刀闸开关QS,按下起动按钮SB1,交流接触器KM线圈得电吸合且自锁,KM主触点闭合,电焊机通电工作;欲停止则按下停止按钮SB2,交流接触器KM线圈断电释放,主触点断开,电焊机断电停止工作。
图5.3常用交流电焊机采用闸刀开关的具体接线方法图5.4采用交流接触器控制电焊机的具体接线方法BX1型电焊机接成如图5.5所示。
图5.5BX1型电焊机接线BX3型电焊机接线如图5.6所示。
图5.6BX3型电焊机接线BX6型电焊机接线如图5.7所示。
图5.7BX6型电焊机接线BX1型电焊机技术数据如表5.2所示。
表5.2BX1型电焊机技术数据动铁式:输入电压为220V时,一次电流为每kVA×4.5A,若为380V时,每kVA×2.5ABX3型电焊机技术数据如表5.3所示。
表5.3BX3型电焊机技术数据BX6型电焊机技术数据如表5.4所示。
表5.4BX6型电焊机技术数据电焊机常见故障及排除方法如表5.8所示。
表5.8电焊机常见故障及排除方法。
电焊机怎么接线注意事项
电焊机怎么接线注意事项电焊机的接线是使用电焊设备的重要环节,正确的接线方法能够确保电焊机正常工作,并保证工作人员的安全。
首先,接线前应确保电焊机和电源都是处于关闭状态,以免发生意外伤害。
接线之前应先查看电焊机的电源线是否正常,如有磨损应及时更换,以免出现漏电的情况。
接下来,根据电焊机的型号和规格,使用合适的电焊机电源插头。
保证插头与插座的规格相符,插座必须是接地插座,并且及时检查插座的接地是否良好。
接线时要遵循LPE规则,即"火线L,零线N,保护线PE"。
L线为火线,N线为零线,PE线为保护地线。
在插头上有明确的标识,确保正确地将插头的火线、零线和保护线与插座上的对应插座接触,避免接错线导致电焊机不能正常工作。
接线时还要注意线的绝缘,确保接线牢固。
线路接头必须用绝缘胶带封闭,避免导线接触到附近金属而造成短路。
接线完成后,应检查电焊机的线路是否有松动或脱落。
线材不应该被压在重物下,在使用电焊机时要保持线路的整洁和完好,避免因线路脱落而导致电击事故的发生。
在接线的过程中,还需要搭乘适当的安全设施,包括工作手套、护目镜、防护罩等。
这些设施可以有效保护工作人员的安全,在电焊过程中避免被火花、烟雾、辐射等对身体造成的伤害。
另外,电焊机的接地也是非常重要的,电焊机的外壳和焊接件应该与地线连接,以降低电流回路形成的电压。
在接地时,可以使用导电良好的金属材料,将电焊机的接地线连接到易于接地的物体上,如水管或接地电缆。
此外,为了确保接地的有效性,接地线材的选择也非常重要。
一般来说,接地线材应该使用铜质的导线,截面积越大越好,以增加接地效果。
接地线的连接点应该紧固可靠,接地线与焊接机的接地终端应使用压接或螺丝进行连接,确保良好的接触。
总之,正确的电焊机接线方法是确保电焊机正常工作和人员安全的关键所在。
遵循LPE规则,使用合适的插头,确保绝缘和接地的安全,并配备适当的安全设施,可以有效地防止接线过程中可能出现的问题,确保电焊过程的顺利进行。
380v与220v的区别
380v与220v的区别1.220v是单相,就是用Y型接法,电机Y接是将3个绕组的一端相接,俗称锁尾。
三相380V 电压对锁尾而言是220V的,即每组线圈承受的电压是220V,所以线圈的匝数相对少些。
△接是三相380V电压,对每一绕组线圈都是380V的,所以线圈的匝数相对多些。
小功率电动机绕组为了减少绕线烦锁,一般采用Y接形式,以减少承受大电压的匝数;较大功率电动机为了提高功率,尽可能选用相对较小的线径,所以均采用△接形式,线圈匝数比Y 接形式相应增加1.732倍,以承受380V电压。
电机在相同体积及相同线径时,电压越高其功率越大,三相比单相功率大。
常说的Y-△启动,是将原三相△接形式运行改为Y接形式启动,即原绕组承受三相380V 电压改为能承受三相660V电压电压启动。
那么其起动电流就减少很多,对线路影响减至最低。
在启动运转速达到一定时换回△接形式运行,保持原有功率。
防止触电的注意事项1、不得随便乱动或私自修理车间内的电气设备。
2、经常接触和使用的配电箱、配电板、闸刀开关、按扭开头、插座、插销以及导线等,必须保持完好,不得有破损或将带电部分裸露。
3、不得用铜丝等代替保险丝,并保持闸刀开关、磁力开关等盖面完整,以防短路时发生电弧或保险丝熔断飞溅伤人。
4、经常检查电气设备的保护接地、接零装置,保证连接牢固。
5、在移动电风扇、照明灯、电焊机等电气设备时,必须先切断电源,并保护好导线,以免磨损或拉断6、在使用手电钻、电砂轮等手持电动工具时,必须安装漏电保护器,工具外壳要进行防护性接地或接零,并要防止移动工具时,导线被拉断,操作时应戴好绝缘手套并站在绝缘板上。
7、在雷雨天,不要走进高压电杆、铁塔、避雷针的接地导线周围20米内。
当遇到高压线断落时,周围10米之内,禁止人员进入;若已经在10米范围之内,应单足或并足跳出危险区。
8、对设备进行维修时,一定要切断电源,并在明显处放置“禁止合闸,有人工作”的警示牌电器装配工操作规程.遵守电工作业一般规定。
电焊机基础知识及怎么接线

电焊机基础知识及怎么接线原理:电焊设备是利用电能,通过加热加压,即正负两极在瞬间短路时产生的高温电弧,来熔化电焊条上的焊料和被焊材料,借助金属原子的结合与扩散作用,使两件或两件以上的焊件牢固的连接在一起的设备。
它具体由焊条、电焊机、电焊钳、接地夹和连接线组成。
按输出电源种类可分为两种,一种是交流电焊机、一种是直流电焊机。
电焊设备焊条电焊机结构十分简单,就是一个大功率的变压器。
他们利用电感的原理,电感量在接通和断开时会产生巨大的电压变化,利用正负两极在瞬间短路时产生的高压电弧来熔化电焊条上的焊料,来使它们达到原子结合的目的。
如下图:一款直流电焊机一款交流电机两者区别:1.相比交流电焊机,直流电焊机电弧稳定,不易断弧且飞溅小。
直流电焊机能焊酸性和碱性焊条,交流焊机只能焊碱性焊条。
2.直流电焊机比交流电焊机多出整流部分,成本要稍高一些,价格稍贵一些。
3.大功率的交流电焊机由于最多只能用到两相电(后面会说怎么接),所以容易造成三相用电不平衡,而大功率的直流电焊机都用三相整流就没有这个问题。
变压器二次电压峰值一定,直流电焊机比交流电焊机空载电压高,更容易引弧。
4.直流电焊机对工作环境要求比较高,交流焊机要求不高,直流焊机比较省电节能,但是交流焊机比较皮实耐用,直流焊机适合多种焊条,重量比较轻,适合移动,交流焊机比较重不适宜移动。
电焊机连接:•电焊钳通过连接线与电焊机上电焊钳连接孔进行连接;•接地夹通过连接线与电焊机上接地夹连接孔进行连接;•将焊件放置到焊剂垫上,将接地夹夹到焊件的一端;•然后将电焊条的加持端夹在电焊钳口上;•将电焊机的外壳进行保护性接地或接零(接地装置可以使用铜管或无缝钢管,将其埋入地下深度应当>1m,接地电阻应当<4Ω),即使用一根导线将一端连接在接地装置上,另一端连接在电焊机的外壳接地端上。
•再将电焊机与配电箱通过连接线进行连接,并且保证连接线的长度在2到3米,在配电箱中应当设有过载保护装置以及刀闸开关等,可以对电焊机的供电进行单独控制。
220v电带380V电机方法
三相电动机用单相电源供电的方法
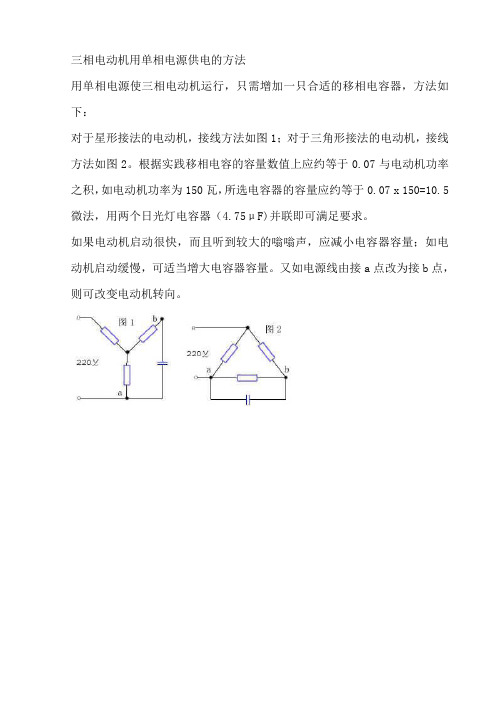
用单相电源使三相电动机运行,只需增加一只合适的移相电容器,方法如下:
对于星形接法的电动机,接线方法如图1;对于三角形接法的电动机,接线方法如图2。
根据实践移相电容的容量数值上应约等于0.07与电动机功率之积,如电动机功率为150瓦,所选电容器的容量应约等于0.07 x 150=10.5微法,用两个日光灯电容器(4.75μF)并联即可满足要求。
如果电动机启动很快,而且听到较大的嗡嗡声,应减小电容器容量;如电动机启动缓慢,可适当增大电容器容量。
又如电源线由接a点改为接b点,则可改变电动机转向。
电焊机绕组对接方法
电焊机绕组对接方法电焊机绕组的对接主要包括电源接头的连接和其他一次绕组接线的连接。
以下是详细步骤:1.确定电焊机的线圈类型(如单相或三相),并检查线圈的绝缘情况是否完好。
2.找到电源接头,通常位于电焊机的背后或侧面。
根据电焊机的规格和要求,使用合适的导线将电源接头连接起来。
如果是220VAC或380VAC的电源,需要使用适当的电缆或导线进行接线。
3.确认一次绕组的极性,并将它们与电源接头的相应端子连接起来。
确保接线紧密,没有松动或接触不良的情况。
4.完成接线后,加强松紧度,并使用绝缘胶带将接线部分捆绑好,以防止松动或接触不良。
5.最后,检查焊接机背后的接线板上的一次绕组接线是否连接正确,应与电源线连接并有十足的接触度。
在对接过程中,需要注意安全问题。
首先,确保电源已经关闭,以避免触电危险。
其次,使用合适的工具和材料进行接线,避免使用劣质材料或错误的工具导致设备损坏或安全事故。
如果对接过程中遇到问题或不确定如何进行操作,建议寻求专业人员的帮助或指导。
完成电焊机绕组的对接后,需要进行以下项目的检查:1.电源检查:确认电源是否正常,电源接头是否牢固,没有松动或接触不良的情况。
2.绕组检查:检查绕组是否正确连接,没有错接或反接的情况。
同时,要确保绕组的绝缘良好,没有破损或老化的情况。
3.设备外观检查:检查电焊机的外观是否完好,没有损坏或变形的情况。
4.运行测试:进行简单的运行测试,检查电焊机是否能正常启动和工作。
如果没有异常情况,可以认为绕组对接成功。
如果检查过程中发现任何问题或异常情况,应及时进行处理或寻求专业人员的帮助。
同时,建议在操作过程中遵守相关安全规定和要求,确保安全。
变频器380V和电压220V接线端子接法
一般使用变频器都用接变频器哪几个端子:分为电压380V和电压220V接线端子接法。
1.电压380V的接线端子接法:
通常情况电压380V的变频器电源接R,S,T三个端子,输出也就是接到负载电机上的接U,V,W三个端子上面,当然还有变频器厂家会电源RST会用L1,L2,L3来表示也会有的,但是99%都是电源R,S,T,电机U,V,W.
2.电压220V的接线端子接法:
上面讲的是电压380V的变频器端子接法,那么电压220V的呢,变频器接单相电用哪几个端子:单相电一般都是功率比较小的,0.2-2.2KW,各个变频器厂家会有不同的标识,通常会用L1和L2表示输入端,用UVW表示输出端。
L1和L2或者RT:单相220V电源输入;
UVW:三相220V输出到电机。
这里需要大家记住的一点是,千万不要把电源接到U,V,W输出端子上,这样一上电变频器训炸掉了,所以上电前一定要仔细检查一下电源是否接对R,S,T上面,建议可根据杭州汇诚变频器厂家提供的变频器手册进行参考。
电焊机接线方法图
电焊机接线方法图
电焊钳通过连接线与电焊机上电焊钳连接孔进行连接;接地夹通过连接线与电焊机上接地夹连接孔进行连接;将焊件放置到焊剂垫上,将接地夹夹到焊件的一端;然后将电焊条的加持端夹在电焊钳口上;
将电焊机的外壳进行保护性接地或接零(接地装置可以使用铜管或无缝钢管,将其埋入地下深度应当>1m,接地电阻应当<4Ω),即使用一根导线将一端连接在接地装置上,另一端连接在电焊机的外壳接地端上。
再将电焊机与配电箱通过连接线进行连接,并且保证连接线的长度在2到3米,在配电箱中应当设有过载保护装置以及刀闸开关等,可以对电焊机的供电进行单独控制。
电焊机电源输入和输出的接法
电源输入线通常有3种解法:。
220V转380V电源自动切换原理(2)
1122334455667788DDC CBBAATitle NumberRevisionSize A3123467910CN6VH-10(8)123467910CN7VH-10T P 1,T P 2D14IN400712CN8VH-02135CN9VH-05(3)JK4-B JQF-38FC4470u F /450V C1470u F /450VC2470u F /450V C3470u F /450VR1150K /1WR2150K /1W R3150K /1WR4150K /1W C8470u F /450VC5470u F /450VC6470u F /450VC7470u F /450VR5150K /1WR6150K /1WR7150K /1WR8150K /1W123567CN2VH-07(6)13CN1VH-03(2)JK1B30A/24VJK2-B 30A/24VTR1NTC 47D-15TR2NTC 47D-15TR3MZ72-18RMR3410K/3WR1510K/3WT P 3,T P 41234IC3PC817C18104JK3S M I -24V D C -S L -2CVR214D151KLED1RedR36820RVR314D151KR3510K/3W+20K/2WD12IN4148R2910RR2820KR2720KD11IN4148D10IN4148Q48550+24V +24VR322KR3110K Q6100-6R331KC2647u F /50VC25R30100R C1947u F /50VD13IN4148R2110KR231.5K 1/2W+24VD9IN4148R175.1KC1647u F /50V R22100K R40100KC2410u F /50VQ5IRFZ24NLED2Green12CN3VH-02+24VD1IN4148C101041234IC2PC817C17104VR114D391KD3IN4007+24VR391R/1WR385.1K R3710RJK4567IC1B LM35812348IC1A LM358D8IN4148Q28050D6IN4148R14470RC13104Z127VR135.1KD5IN4007D4IN4007C11100uF/50VC12104R1612KC14104C15104R191K R185.1KR2510KQ38050R265.1KC20104R2410KD7IN4148R1010RR12100KR11150K+24VQ1IRFZ24ND2IN4007+24V R9100KC922uF/50V+24VJK1JK2123CN4VH-03123CN5VH-03R202KC 21\C 22\C 23100u F /50V220V/380V 自动转换底板原理图整流桥1整流桥2交流输入交流输入380V220V0V接控制变压器风机接入220V时吸合直流过压保护7.4V电压判断380V供电时导通6.8VAC24(25.2V)34V(35.3V)BA0.59V(0.7V)电源过压保护交流电过压保护:在正常供电情况下A点为34V,B点电压为0.59VQ2截止,焊机电源正常工作(不论在380V还是220V)当工作在380V/220V时,电压超过400V/232V,Q2导通CC点电位被拉低Q1截止,JK1、JK2继电器断开,同时Q5也截止,JK3、JK4继电器也断开。