检验夹具汇总表
检测仪器设备表
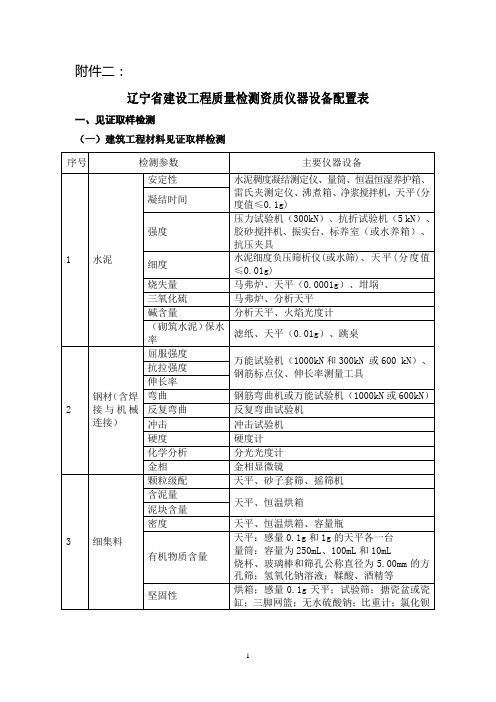
水泥
安定性
水泥稠度凝结测定仪、量筒、恒温恒湿养护箱、雷氏夹测定仪、沸煮箱、净浆搅拌机,天平(分度值≤0.1g)
凝结时间
强度
压力试验机(300kN)、抗折试验机(5 kN)、胶砂搅拌机、振实台、标养室(或水养箱)、抗压夹具
细度
水泥细度负压筛析仪(或水筛)、天平(分度值≤0.01g)
(砌筑水泥)保水率
含泥量
天平、恒温烘箱
泥块含量
秤(称量20kg,感量20g)、试验筛、水筒、浅盘、烘箱
针片状颗粒含量
天平、针片状规准仪
压碎指标
压力试验机、压碎值测定仪、天平、台称
洛杉矶磨耗
洛杉矶磨耗机
5
混凝土
立方体抗压强度
压力试验机(2000 kN或300kN)
混凝土配合比
搅拌机、震动台、台称或磅称、压力试验机(2000或300kN)、标养室
9
砂浆、混凝土外加剂
减水率
坍落度筒
抗压强度比
液压式压力试验机
钢筋锈蚀
钢筋锈蚀测量仪
凝结时间(差)
贯入阻力仪
含气量
气水混合式含气量测定仪、振实台
10
混凝土掺合料
烧失量
分析天平、高温炉
三氧化硫
分析天平、高温炉
细度
标准筛、电子天平、水泥负压筛析仪
含水量
电子天平、电热鼓风干燥箱
活性指数
天平、水泥胶砂搅拌机、水泥胶砂震实台、水泥压力试验机
细度
水泥细度负压筛析仪(或水筛)、天平(分度值≤0.01g)
烧失量
马弗炉、天平(0.0001g)、坩埚
三氧化硫
马弗炉、分析天平
碱含量
分析天平、火焰光度计
工装夹具技术检验规程
工装夹具技术检验规程版本:A/0受控状态:_____________持有部门:_____________发布日期:2014 年10 月27 日实施日期:2014 年10 月27日密级:内部公开】编号:xx/xx-XX-2014xxxxxxxxx 有限公司1 目的为确保工装符合产品质量设计要求、符合制造工艺要求,验证工装的可靠性、适用性、可维护性、安全性、生产效率,以保证产品生产的顺利进行。
特制定本规范。
2 范围本标准规定了工装的验证目的、验证范围、验证依据、验证类别、内容及验证程序等。
3 术语3.1 工装验证验证工装符合工装设计任务书,满足工艺及使用要求,确保产品质量的过程。
3.2 工装验证书记录新工装验证结果的一种工艺文件。
4 职责4.1 技术部负责工装设计与工装加工;4.2 质量部负责工装验证;4.3 技术部经理负责批准。
5 程序5.1 验证范围及要求5.1.1 设计及改进设计的,复制的复杂及精密的并对产品质量有影响的工装均应验证。
5.1.2 工装验证应在工装经外观检查、尺寸检测、性能试验和安全性检验后进行。
5.1.3 工装设计任务书、工装图样及工装使用说明书。
5.2 验证输入5.2.1 产品零部件图样、技术要求及相关的国家标准、行业标准、企业标准。
5.2.2 工艺规程。
5.2.3 工装设计任务书、工装图样及工装使用说明书。
5.3 验证分类5.3.1 按场地分:指定场地验证和现场验证。
5.3.1.1 指定场地验证是指按图样和工艺要求事先准备合格的待加工产品零、部件,然后在固定的设备上进行模拟验证。
指定场地验证可在工装制造场地进行。
5.3.1.2 现场验证是指工装在使用现场进行产品样件的试验加工。
现场验证应在工装安装调试合格后进行。
现场验证分为两种情况:a) 按产品零、部件图样和工艺要求预先进行产品样件的试验加工。
b) 工装验证与工艺验证同时进行。
5.3.2 按工装复杂程度分:重点验证、一般验证和简单验证。
内花键齿顶圆直径检验夹具

内花键齿顶圆直径检验夹具刘波浪1 扶 平1 贺志超2 唐大春3(1.重庆豪能兴富同步器有限公司,重庆 402761;2.吉林省计量科学研究院,吉林 长春 130011;3.长春市春求科技开发有限公司,吉林 长春 130011)摘 要:内花键齿是汽车、摩托车、机床等行业常用的一个复杂零件,技术要求高,工艺复杂。
针对其在传统检测过程中所存在的种种问题,我们开发了一款具新型的专用检具。
本文介绍了这种装备的结构、原理和操作方法,希望能为业界提供了一种新的检测方法。
关键词:同步器齿套;定位;在线检测1背景与痛点为了保证产品质量,大批量生产方式生产线都配有在线专用的检验夹具,用于对尺寸、位置、形状等参数检测。
内花键齿是汽车、摩托车、机床等行业常用的传递运动和扭矩结构,它尺寸、形状好与坏直接影响输出功率和运动平稳性,随着科技水平的发展,产品质量、尺寸精度、结构复杂性、小型化等等要求都越来越高,现在加工的产品精度已经达到或甚至量规的加工精度,传统的检测方法和手段如塞规、卡规已经不能使用了,虽然内径带表塞规和卡规、气动塞规和卡规、电感塞规和卡规精度能满足,但是有些产品结构没有办法来测量更谈不到准确性、适用性和可靠性了,小直径内花键孔径测量就是这种产品之一,它的检测难点在于孔小、模数小、圆周表面为栅型窄小尺寸面,下列是一种采用三点法测量的内花键孔径的产品,如图1,测量∅30.4+0.016孔,产品要求百检图11、地脚;2、内六角螺钉;3、底板 ;4、内六角螺钉;5、杠杆;6、加长表杆;7、限位螺钉:8、销轴;9、内六角螺钉;10、定位板;11、硬质合金测头;12、弹簧;13、调节螺钉;14、硬质合金测头;15、本体;16、千分表;17、校准件。
图22新型内花键齿顶圆直径检验夹具的结构与工作原理2.1夹具结构内花键齿顶圆直径检验夹具结构如图2所示该内花键齿顶圆直径检验夹具主要包括底板和设置在底板上的检测机构,检测机构包括本体、定位板、一对(固定本体上)硬质合金测头、杠杆、一个(杠杆上)硬质合金测头、销轴、限位螺钉、调节螺钉、内六角螺钉、弹簧、加长表杆、千分表等。
工装夹具加工过程检验方法
工装夹具加工过程检验方法工装夹具在加工过程中的检验可重要啦。
咱先说说尺寸的检验。
这就像给夹具量身材一样。
拿把卡尺,这儿量量,那儿测测。
比如说夹具上有个孔,它的直径得符合设计要求呀。
要是孔小了,零件可能就塞不进去;孔大了,零件在里面晃荡,那可不行。
对于夹具的长度、宽度等尺寸,也得仔仔细细地量。
就像给它做个体检,每个数据都得在正常范围内。
还有形状的检验呢。
有些夹具的形状比较复杂,像那种有弯弯绕绕形状的。
咱得用样板或者靠模来比对。
看看加工出来的形状和设计的形状是不是像双胞胎一样相似。
要是有个地方鼓起来或者凹下去了,那肯定不符合要求。
这就好比你做一个很精致的小手工,形状歪了就不好看啦。
表面粗糙度也不能忽略。
用手摸摸看,要是感觉特别粗糙,就像砂纸一样,那肯定不行。
当然啦,手摸只是个初步判断。
还得用粗糙度仪来精确测量。
光滑的表面对于夹具来说很重要,太粗糙可能会影响零件的定位精度,就像你在一个坑坑洼洼的地面上放东西,肯定放不稳呀。
再讲讲位置精度的检验。
比如说夹具上有几个孔,它们之间的相对位置得准确。
这时候可以用坐标测量仪之类的工具。
就像看几个小伙伴站的位置对不对,要是一个孔和另一个孔的距离偏差太大,那在装夹零件的时候就会出问题。
材料也是要检验的一部分。
有时候加工过程中可能会用到错的材料。
这就像你要做一个结实的木盒子,结果用了软趴趴的泡沫材料一样。
看看材料的硬度、材质是不是和设计要求一样。
可以通过简单的硬度测试,或者查看材料的标识来确定。
在整个加工过程中,要多检查几遍。
不能等到夹具都加工完了才发现问题。
就像你做饭的时候,中间得尝尝咸淡,不能等菜都上桌了才发现太咸或者太淡。
而且检验的时候,检验员要特别细心,就像照顾小婴儿一样,任何小的差错都不能放过。
这样加工出来的工装夹具才能高质量地完成它的使命呢。
夹具检验标准

夹具检查数据B:
, C:
,
2D图数据B:
±0.2,C:
±0.2,A:
±0.01
夹具检查数据B:
,C:
,A:
.
2D图数据B:
±0.2,C:
±0.2,A:
±0.01
夹具检查数据B:
,C:
,A:
.
2D图数据B:
±0.2,C:
±0.2,A:
±0.01
夹具检查数据B:
,C:
,A:
.
2D图数据C:
±0.2, B1 Φ
夹具检查表
夹具号:
夹具名称:
检验时间:
类别 序号 检验项目
检验标准
1.1
主板及配件有无刀纹和其它任何印痕?
1.2
夹具外观是 否美观? 各零件是否都有倒角?
1.3
夹具编号与Logo及各字码是否清晰?
1.4 夹具配件 功能是否OK,外观件(如胶套)是否全?
一、夹具外观
1.5 夹具编号 夹具实际编号:
.是否正确?
1.6 基准字码 当各基准都有偏差值基准复杂时要刻A,B,C基准字码
1.7 螺丝固定 用螺丝固定的圆柱是否有做平位?
1.8
有
与产品相关
支弹力压针在产品的斜面或外观面上?
1.9
在产品的斜面或外观面的压针是否加了胶套?
压针位置 有_______支弹力压针与A基准针有偏差?偏差值是__________?
. 结果
±0.01
夹具检查数据C:
, B1 Φ
.
2D图数据B:
±0.01,C:
±0.2, B2 Φ
±0.01
夹具检查数据B:,C:, B1来自Φ.2D图数据B:
钢绞线、锚具和夹具进场检验标准
钢绞线、锚具和夹具进场检验标准
一、钢绞线进场检验标准。
1. 规格和型号,检查钢绞线的规格和型号是否符合设计要求。
2. 表面质量,检查钢绞线表面是否平整光滑,无明显的裂纹、变形和氧化等缺陷。
3. 强度和伸长率,进行拉伸试验,检查钢绞线的强度和伸长率是否符合相关标准要求。
4. 包装和标识,检查钢绞线的包装是否完好,标识是否清晰完整。
二、锚具进场检验标准。
1. 规格和型号,检查锚具的规格和型号是否符合设计要求。
2. 表面处理,检查锚具的表面处理是否符合要求,如镀锌、喷漆等。
3. 尺寸精度,检查锚具的尺寸精度是否符合标准要求。
4. 耐腐蚀性能,进行盐雾试验或其他相关试验,检查锚具的耐腐蚀性能。
三、夹具进场检验标准。
1. 结构和连接,检查夹具的结构和连接方式是否牢固可靠。
2. 使用性能,进行功能性试验,检查夹具的使用性能是否符合要求。
3. 表面质量,检查夹具表面是否平整光滑,无明显的缺陷和损伤。
4. 标识和说明书,检查夹具的标识和说明书是否清晰完整。
在进行进场检验时,应严格按照相关标准和规范进行操作,确保检验结果的准确性和可靠性。
只有经过严格的进场检验,才能保证钢绞线、锚具和夹具的质量达到施工要求,从而保障工程质量和施工安全。
仪器设备自校表格
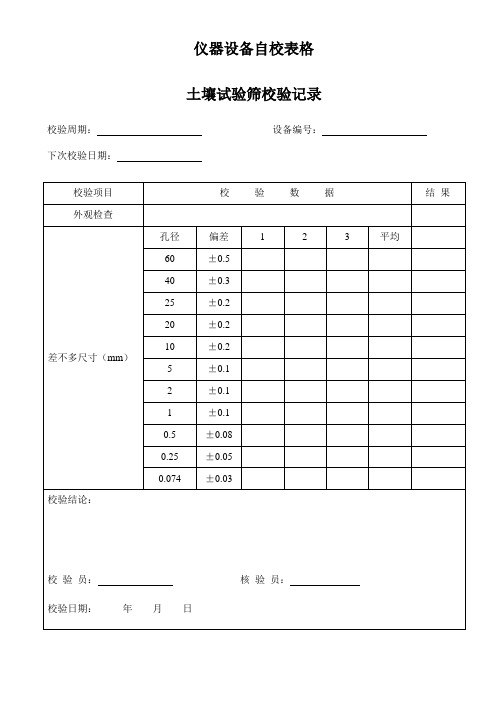
仪器设备自校表格土壤试验筛校验记录校验周期:设备编号:下次校验日期:种土壤密度计校验记录校验周期:设备编号:下次校验日期:光电式液、塑限测定仪校验记录校验周期:设备编号:下次校验日期:电动击实仪校验记录校验周期:设备编号:下次校验日期:土CBR试验用试模校验记录校验周期:设备编号:下次校验日期:附录I-008振筛机校验记录校验周期:设备编号:下次校验日期:附录I-007砂、石标准筛校验记录(一般混凝土用砂、碎石或卵石试验筛)校验周期:设备编号:下次校验日期:砂、石标准筛校验记录(建筑用砂、卵石、碎石方孔筛)校验周期:设备编号:下次校验日期:压碎指标值测定仪校验记录校验周期:设备编号:下次校验日期:集料针状规准仪校验记录校验周期:设备编号:下次校验日期:集料片状规准仪校验记录校验周期:设备编号:下次校验日期:水泥负压筛析仪校验记录校验周期:设备编号:下次校验日期:附录I-016水泥沸煮箱校验记录校验周期:设备编号:下次校验日期:附录I-017维卡仪校验记录校验周期:设备编号:下次校验日期:附录I-018雷氏夹校验记录校验周期:设备编号:下次校验日期:附录I-019雷氏夹膨胀测定仪校验记录校验周期:设备编号:下次校验日期:附录I-020水泥透气比表面积仪校验记录校验周期:设备编号:下次校验日期:附录I-021水泥胶砂试模校验记录校验周期:设备编号:下次校验日期:附录I-022水泥抗压夹具校验记录校验周期:设备编号:下次校验日期:附录I-023恒温恒湿养护箱校验记录校验周期:设备编号:下次校验日期:附录I-024标准稠度与凝聚时刻测定仪校验方法校验周期:设备编号:下次校验日期:附录I-033电热干燥箱校验记录校验周期:设备编号:下次校验日期:附录I-032-1容量筒校验记录校验周期:设备编号:下次校验日期:附录I-032-2玻璃仪器校验记录校验周期:设备编号:下次校验日期:附录I-036砂浆拌合机校验记录校验周期:设备编号:下次校验日期:附录I-030砂浆稠度仪校验记录校验周期:设备编号:下次校验日期:三联式砂浆试模校验记录校验周期:设备编号:下次校验日期:砼标准养护室校验记录校验周期:设备编号:下次校验日期:附录I-026-1砼抗渗仪校验记录校验周期:设备编号:下次校验日期:附录I-028砼震动台校验记录校验周期:设备编号:下次校验日期:附录I-029砼坍落度筒校验记录校验周期:设备编号:下次校验日期:附录I-034混凝土抗折、抗压试模校验记录校验周期:设备编号:下次校验日期:附录I-048钢筋标距仪检校记录校验周期:设备编号:下次校验日期:附录I-049环刀校验记录校验周期:设备编号:下次校验日期:附录I-050灌砂筒校验记录校验周期:设备编号:下次校验日期:附录I-051弯沉测定仪检校记录校验周期:设备编号:下次校验日期:附录I-052动力触探(标贯)仪校验记录校验周期:设备编号:下次校验日期:附录I-065三米直尺自校记录校验周期:设备编号:下次校验日期:附录I-066金属弯曲冲头自校记录表校验周期:设备编号:下次校验日期:。
工装夹具检验规范
工装夹具检验规范1.目的对于来自内外的模具/工装夹具以及总成后的模具按要求进行检验。
以确保投入使用的模具/工装夹具能满足预期的要求。
2.范围适用于所有模具,钻模及工装夹具/辅具/工位器具等工艺装备。
对于维修后或长期(3个月以上)闲置的工装模具再次使用前,需要进行检查和确认。
对于常用重要部位及非本厂配合安装部位(如:配机面、底脚等安装尺寸)工模夹具、钻模需3个月检查一次;其余非重要部位及本厂配合安装部位的工模夹具、钻模需半年检查一次。
3.定义让步:对使用或放行不符合规定要求的产品的许可。
4.职责4.1技术部门提供相关图纸及要求。
4.2质量管理部为工模夹具检验的责任部门,并做出最终结论。
4.3采购部,对外委采购的提出技术要求,并按要求与供方签订技术保证协议。
4.4生产部组织试模试产,由质量管理部对所生产产品进行判定,作出最终结论。
5.自制模具/工装治具检验工装治具/模具完工后由制作部门自检;若自检不合格的重新返工;合格的通知质量管理部门和生产部门进行检验及试产。
6.检验作业方法检验项目:1.工模治具的外观,图纸要求尺寸,角度,平面度等2.配合尺寸,试产后产品的公差尺寸。
3.所提要求或者技术协议中提及的要求。
7. 让步接收属下述情况,不满足规定要求但不影响性能的,可让步接收。
1.部件尺寸超差,但实配后符合要求的(只适用本厂内部安装尺寸)。
2.经重新加工或者修补后,能达到要求的。
3.有缺陷但与客户沟通后能接受的。
或者可内部降级使用的。
8. 免检要求不高且工艺能完全保证的、现有资源不能检测的经质量管理部和技术部主管签字同意后免于检查。
9.紧急放行生产急需,来不及进行检查,且本道工序不合格品不影响下道工序加工(并且不影响产品质量),才能紧急放行。
编制:审核:批准:。