G2G3 圆弧插补指令
小圆弧大道理--圆弧插补指令G02、G03的应用

总结
1、 G02/G03的格式
G02(G03) X(U)— Z(W)— R — F — 2、圆弧顺逆判断方法
只看零件图轴线的上半部分圆弧形状,从圆弧的起点画 向终点,顺时针用G02,逆时针用G03。
拓展作业
拓展练习:查资料找出圆弧加工误差的解决方法。 课后作业:完成下图的精加工程序编写。
谢谢大家!
知识讲解
圆弧插补指令
格式 G02(G03) X(U)— Z(W)— R — F —
参数
R为圆弧半径, 在0°~180° R为正值; 在180°~360° R为负值
若圆弧半径为20. 大于180度圆弧,用R-20 小于180度圆弧,用R20
知识讲解
编写如下零件的圆弧加工程序
圆弧AB: G03 X34. Z-4. R4. F0.1; 圆弧CD: G02 X34. Z-40. R20. F0.1; 圆弧EF: G02 X50. W-8. R8. F0.1;
O
50 Z
任务引入
圆弧
圆弧
本次课的任务:学习圆弧加工指令。
任务引入
A·
·B
加工圆弧AB需要知道哪些条件?
知识讲解
圆弧插补指令
格式 G02(G03) X(U)— Z(W)— R — F —
功能
控制刀具从当前位置按给定的进给速度F作圆弧运动切削到指定 圆弧终点。
参数
G02:顺时针圆弧插补指令 G03:逆时针圆弧插补指令 X、Z:圆弧终点的绝对坐标 U、W:圆弧终点的增量坐标 F : 进给速度 R:圆弧半径,有正负之分。
小圆弧大道理—圆弧插补指令G02、 G03的使用
复习
G00、G01的格式? G00、G01这两个指令的轨迹有何区别?
圆弧插补指令G02G03锥度
对圆弧起点的坐标
锥度(LG)编程语言
锥度加工格式及定义 ❖ 锥度编程采用绝对坐标(单位为μM),上下平面图
线切割机床除了使用线切割机床专用的3B格式程 序,还还使用4B格式程序。3B格式程序一般加工 无偏移的工件,例如,单件加工,小批零件加工 等;4B程序具有间隙补偿和锥度补偿功能,主要 用于加工有偏移的工件,例如加工有配合的模具, 锥度零件等。
❖ ISO(或G)代码编程技术 ❖ 1、程序段格式和程序格式 ❖ 1.1 程序段格式 ❖ 程序段是由若干个成程序字组成的,其格式如下:
形统一的坐标系,编程时每一直纹面为一段。直纹 面是由上下平面的直线段或圆弧段与对应的下平面 的直线段或圆弧段组成的母线均为直线的特殊曲面。 编程时要求出这些直线或圆弧段的起点和终点,而
且上下平面的起点和终点一一对应。
5.计数长度
数码 J 表示某一个加工轨迹从起点到终点在计数方向拖板移
动的总距离,称为计数长度。换句话说,计数长度就是被加工圆弧
(或直线)在计数方向上投影长度总和。计数长度的计算.
Y
JX2
Y
B
JY3
OA
X JX1
JY2
B
JY1Leabharlann OXA(a)
(b)
• 图3-2
❖二、4B指令编程
❖ 1、概述 ❖ 北京电加工机床厂生产的DK7725B型数控电火花
❖ 选取X拖板方向进给总长度进行计数的称为计X,用 GX表示;选取Y拖板方向进给总长度来进行计数的 称为计Y,用GY表示。为了保证加工精度,必须正 确选择计数方向,如图3-2a)所示,当被加工的斜 线在阴影区域内,计数方向取GY,否则取GX;如 图3-2b)所示,当圆弧的加工终点落在阴影部分, 计数方向取GX,否则取GY。
G02 G03圆弧插补指令编程
圆弧终点坐标
确定圆心位置 进给速度
绝对值 X、Z 增量值 U、W 混合编程 X、W
α≤180° 用+R 360°>α>180° 用-R
车床刀架前后置,圆弧顺逆不相同 刀架后置为标准,前置顺逆方向反
教学重点
圆弧顺、逆的判断和圆心位置R正负的确定。
教学难点
圆弧顺逆的判断。
主目录
能力训练题:
YHCNC实 习 卡 片
N78 G01X21
(切断工件 )
N80 G00X100
(X轴方向退刀)
N82 Z120 M09 (回换刀点,切削液关 )
N84 M30
(程序结束,返回第一条程序段 )
四、典型零件加工演示
(用YHCNC仿真软件)
课堂小结
G02(G03)X(U)——Z(W)—— R—— F——
圆弧顺、逆
刀架后置 刀架前置
N62 T0404
(换切断刀)
N64 G00X82S400M03(点定位到φ82,正转,400r/min )
N66 Z-44
(快速点定位到离端面44处)
N68 G01X75F200 (切槽 )
N70 G00X82
(退刀到φ82 )
N72 W2
(增量移动2mm )
N74 G01X80F200 (进刀到φ80 ) N76 G?03X76W-2R2 (车R2圆弧 )
模块 学习单元
FANUC-0i数控车
G02、G03圆弧插补 指令编程
考核项目 考 核 标 准 配 分 得 分 总 分
编程考核 任错一处扣5分 70
设 YHCNC 学时
软件操作考核 任错一处扣10分 30
备 仿真软件 件数 1 记 事
圆弧插补指令G02,G03课件
建立补偿段 刀具起始点
6. 刀具半径补偿的过程
②刀补进行 刀补进行 程序段后, 在G41或G42程序段后,程序进入补偿模式,此时刀 或 程序段后 程序进入补偿模式, 具中心与编程轨迹始终相距一个偏置量,直到刀补取消。 具中心与编程轨迹始终相距一个偏置量,直到刀补取消。 ③刀补取消
+X
G42
5. 刀具半径补偿参数的设置
铣削加工刀具半径补偿使用G41/G42指令及其参数 指令及其参数 铣削加工刀具半径补偿使用 非零的DXX代码选择正确的刀具半径补偿寄存器号。 非零的DXX代码选择正确的刀具半径补偿寄存器号。用 DXX代码选择正确的刀具半径补偿寄存器号 G40或D00取消刀具半径补偿。 G40或D00取消刀具半径补偿。 取消刀具半径补偿 编程时,使用D代码(D01~D99)选择刀补表中对应 D99) 编程时,使用D代码( 的半径补偿值。地址D 的半径补偿值。地址D所对应的偏置存储器中存入的偏置 值通常指刀具半径值。一般情况下,为防止出错, 值通常指刀具半径值。一般情况下,为防止出错,最好 采用相同的刀具号与刀具偏置号。 采用相同的刀具号与刀具偏置号。 刀具半径补偿参数的设置如下: 刀具半径补偿参数的设置如下:
8. 应用
③采用同一程序段加工同一公称直径的凹、凸型面。 采用同一程序段加工同一公称直径的凹、凸型面。 如图所示,对于同一公称直径的凹、凸型面, 如图所示,对于同一公称直径的凹、凸型面,内外轮 廓编写成同一程序,加工外轮廓时,将偏置值设为 , 廓编写成同一程序,加工外轮廓时,将偏置值设为+D, 刀具中心将沿轮廓的外侧切削;当加工内轮廓时, 刀具中心将沿轮廓的外侧切削;当加工内轮廓时,将偏 置值设为-D,这时刀具中心将沿轮廓的内侧切削。 置值设为 ,这时刀具中心将沿轮廓的内侧切削。这种 编程与加工方法,在模具加工中运用较多。 编程与加工方法,在模具加工中运用较多。
G2G3 圆弧插补指令
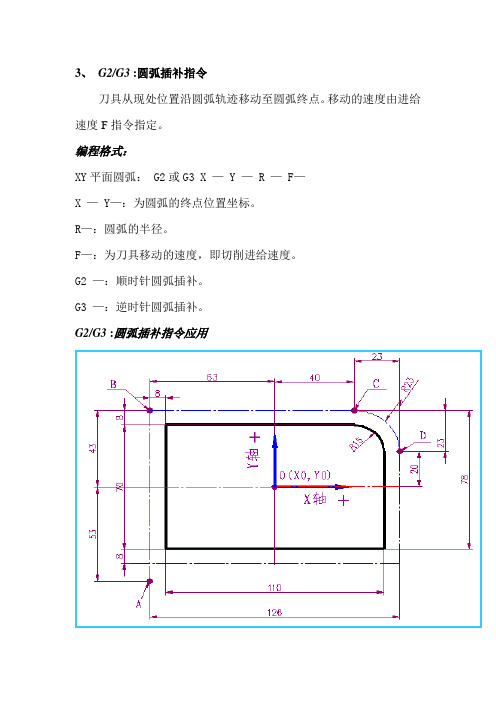
3、G2/G3 :圆弧插补指令刀具从现处位置沿圆弧轨迹移动至圆弧终点。
移动的速度由进给速度F指令指定。
编程格式:XY平面圆弧: G2或G3 X — Y — R — F—X — Y—:为圆弧的终点位置坐标。
R—:圆弧的半径。
F—:为刀具移动的速度,即切削进给速度。
G2 —:顺时针圆弧插补。
G3 —:逆时针圆弧插补。
G2/G3 :圆弧插补指令应用将执行动作:刀具从现处位置C点沿CD之间的圆弧轨迹移移动至圆弧终点D。
CD段圆弧是一段顺时针圆弧轨迹,所以用G2指令。
加工程序:绝对坐标编程:N80 G90 G2 X63.0 Y20.0 R23.0相对坐标编程:N80 G91 G2 X23.0 Y-23.0 R23.0 F100平面的选择:数控系统一般可以加工XY、XZ、YZ平面的圆弧。
G17:该指令表示选择XY平面,在此平面中进行圆弧插补和刀具补偿。
此代码为系统初始代码。
电源一接通G17 就作为平面选择的起始代码而自动生效。
G18:该指令表示选择XZ平面,在此平面中进行圆弧插补和刀具补偿。
G19:该指令表示选择YZ平面,在此平面中进行圆弧插补和刀具补偿。
G17、G18、G19平面顺逆圆弧判断示意图:G17、G18、G19平面顺逆圆弧判断用IJK代替R编程I:表示圆心点相对起点在X轴上的增量坐标。
J:表示圆心点相对起点在Y轴上的增量坐标。
K:表示圆心点相对起点在Z轴上的增量坐标。
用IJK代替R编程应用加工程序:。
N50 G1 G90 X15 Y0N60 G2 I-15 。
3.4 圆弧进给指令G02,G03
4.2数控车床常见G指令
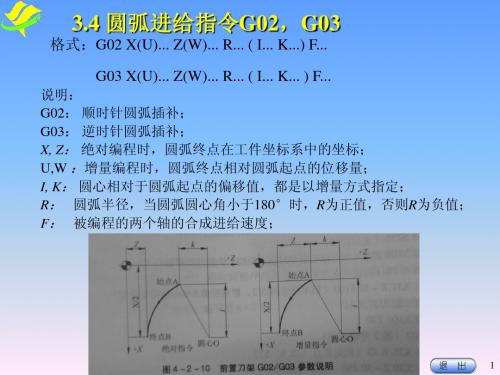
格式:G02 X(U)... Z(W)... R... ( I... K...) F...
G03 X(U)... Z(W)... R... ( I... K... ) F...
圆弧插补注意事项:
1、当圆弧圆心角小于180°时,R为正值, 2、当圆弧圆心角大于180°时,R为负值, 3、整圆编程时不可以使用R,只能用I、J、K; 4、F为编程的两个轴的合成进给速度。
4
前置刀架
5
3.4 圆弧进给指令G02,G03
格式:G02 X(U)... Z(W)... R... ( I... K...) F... G03 X(U)... Z(W)... R... ( I... K... ) F...
说明: G02: 顺时针圆弧插补; G03: 逆时针圆弧插补; X, Z: 绝对编程时,圆弧终点在工件坐标系中的坐标; U,W :增量编程时,圆弧终点相对圆弧起点的位移量; I, K: 圆心相对于圆弧起点的偏移值,都是以增量方式指定; R: 圆弧半径,当圆弧圆心角小于180°时,R为正值,否则R为负值; F: 被编程的两个轴的合成进给速度;
1
G02: 顺时针圆弧插补; G03: 逆时针圆弧插补;
+Y +Y +C +Z +X +Z +
操作人员站在数控车 床前面,刀架ቤተ መጻሕፍቲ ባይዱ于主 轴和操作人员之间的 属于前置刀架,如果 主轴位于刀架和操作 人员之间的属于后置 刀架。
4.2数控车床常见G指令
数控加工圆弧的顺/逆方向的判定
圆弧的顺/逆方向的判定方法: 2个右手定则: ①先用笛卡尔右手定则(大拇 指、食指、中指分别指向X、Y、 Z轴正方向)建立机床坐标系, 判断不在圆弧平面的第三轴的 正方向。 ②再用右手安培定则判断圆弧 的顺/逆方向:伸出右手,大拇 指指向不在圆弧平面第三轴的 负方向,四个手指做环绕,若 与四指环绕方向一致的为顺圆 插补G02,反之为逆圆插补G03。
(完整版)数控G02-G03圆弧插补指令教案
G02/G03圆弧插补指令一、场地安全:1.强调实习课堂安全要求;2.上机安全操作规程。
二、教学目的:知识目标:1.了解并掌握G02/G03指令的功能和格式。
2.掌握简单形面的程序设计思路和方法。
技能目标:1.通过对简单零件的加工,能熟练使用数控车床面板上的各功能键。
2.通过车削带圆柱、倒角、倒圆及圆弧的工件,培养学生基本操作技能,养成安全文明生产的习惯。
3.培养学生综合分析能力。
三、教学重、难点:重点:1.G02/G03指令格式,参数含义。
2.顺逆圆弧的判断。
难点:顺逆圆弧的判断。
四、教学方法:任务驱动法、仿真教学法五、课堂设计:1.课时安排:2课时2.理论与仿真练习相结合3.时间分配:复习与新课导入:5分钟理论讲授:30分钟课堂练习:40分钟总结:3分钟作业布置:2分钟六、教学过程:(一)组织教学:1.检查学生出勤情况、工作服及胸卡佩戴情况2.强调课堂纪律,做到安全文明生产3.简要总结上次课题的教学情况(二)新课导入:回顾前面所学的快速定位G00、直线插补G01指令,我们学会了简单台阶零件的编程,但实际很多零件的外形轮廓往往是圆弧连接的,例如这个(教具),同学们都知道,加工直线轮廓用直线插补,那加工圆弧轮廓呢?生:用圆弧插补师:对,这就是今天我们要学习的,圆弧插补指令G02/G03.提问学生:(三)新课讲解:1.认识新指令:①指令概述:G02/G03圆弧插补指令使刀具在指定平面内按给定的F进给速度作圆弧运动,切削出圆弧轮廓.②圆弧顺、逆的判断:圆弧插补指令分为顺时针圆弧插补指令和逆时针圆弧插补指令.(那么什么时候用顺时针圆弧插补指令和逆时针圆弧插补指令),这里首先要看机床是前置刀架,还是后置刀架。
(a)前置刀架(b)后置刀架我们用的机床是前置刀架,因此,顺时针方向用G03圆弧指令,逆时针方向用G02圆弧指令。
③指令格式:G02 X(U) Z(W) R F (逆时针圆弧插补)G03 X(U) Z(W) R F (顺时针圆弧插补)④字母含义:X、Z:圆弧终点的绝对坐标U、W:圆弧终点相对于圆弧起点的坐标增量R:圆弧半径F:切削进给速度2.指令注意事项:顺逆圆弧的判断(四)、编程实例:某公司数控车间,现要加工一批零件,所用毛坯为¢42×80的45钢棒料,如果你是该车间的技术人员,请编写零件的加工程序.1.零件工艺分析(1)技术要求分析。
圆弧运动指令

圆弧运动指令什么是圆弧运动指令?圆弧运动指令是一种用于控制机器人执行圆弧轨迹的指令。
通过在程序中定义圆心、起点和终点,机器人可以沿着一个预设的轨迹进行运动,实现更加精确的操作。
圆弧运动指令的应用场景圆弧运动指令广泛应用于工业自动化、物流、医疗等领域。
例如,在生产线上,机器人可以使用圆弧运动指令来完成各种加工任务;在医疗领域,机器人可以使用圆弧运动指令来进行手术操作等。
常见的圆弧运动指令1. G02/G03G02/G03是两种最常见的圆弧插补指令。
G02表示顺时针方向插补,G03表示逆时针方向插补。
这两个指令都需要定义起点、终点和圆心坐标。
2. I/J/KI/J/K是用于定义圆心坐标的参数。
I表示与起点横向距离,J表示与起点纵向距离,K表示与起点垂直距离。
3. RR参数可以替代I/J/K参数来定义半径。
使用R参数时,需要将起点和终点坐标定义为圆弧上的两个点,然后使用R参数来定义圆弧半径。
4. FF参数用于定义机器人运动的速度。
通过调整F参数,可以控制机器人的加速度和减速度,从而实现更加精确的运动控制。
如何编写圆弧运动指令编写圆弧运动指令需要考虑以下几个方面:1. 定义起点、终点和圆心坐标或半径;2. 设置机器人运动速度;3. 调整加速度和减速度;4. 考虑机器人在执行过程中可能遇到的障碍物或其他问题,进行相应的预处理。
总结圆弧运动指令是一种常见的机器人控制指令,广泛应用于工业自动化、物流、医疗等领域。
编写圆弧运动指令需要考虑多个方面,包括起点、终点和圆心坐标或半径、机器人运动速度、加速度和减速度等因素。
只有在充分考虑这些因素的基础上,才能实现更加精确的机器人操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、G2/G3 :圆弧插补指令
刀具从现处位置沿圆弧轨迹移动至圆弧终点。
移动的速度由进给速度F指令指定。
编程格式:
XY平面圆弧: G2或G3 X — Y — R — F—
X — Y—:为圆弧的终点位置坐标。
R—:圆弧的半径。
F—:为刀具移动的速度,即切削进给速度。
G2 —:顺时针圆弧插补。
G3 —:逆时针圆弧插补。
G2/G3 :圆弧插补指令应用
将执行动作:刀具从现处位置C点沿CD之间的圆弧轨迹移移动至圆弧终点D。
CD段圆弧是一段顺时针圆弧轨迹,所以用G2指令。
加工程序:
绝对坐标编程:
N80 G90 G2 X63.0 Y20.0 R23.0
相对坐标编程:
N80 G91 G2 X23.0 Y-23.0 R23.0 F100
平面的选择:
数控系统一般可以加工XY、XZ、YZ平面的圆弧。
G17:该指令表示选择XY平面,在此平面中进行圆弧插补和刀具补偿。
此代码为系统初始代码。
电源一接通G17 就作为平面选择的起始代码而自动生效。
G18:该指令表示选择XZ平面,在此平面中进行圆弧插补和刀具补偿。
G19:该指令表示选择YZ平面,在此平面中进行圆弧插补和刀具补偿。
G17、G18、G19平面顺逆圆弧判断示意图:
G17、G18、G19平面顺逆圆弧判断用IJK代替R编程
I:表示圆心点相对起点在X轴上的增量坐标。
J:表示圆心点相对起点在Y轴上的增量坐标。
K:表示圆心点相对起点在Z轴上的增量坐标。
用IJK代替R编程应用
加工程序:。
N50 G1 G90 X15 Y0
N60 G2 I-15 。