不同工艺水泥磨研磨体级配与装填
水泥磨研磨体级配

该水泥粉磨生产线投产近半年以来,辊压机和V型选粉机预粉磨系统显得能力不足,成为水泥粉磨台时的首要制约因素。
主要的表现是:辊压机因辊缝差和电流差超高频繁跳停;喂料增加时稳流仓持续涨仓。
主要的调整措施:1.调高辊缝差和电流差高限跳停值、更换磨损的侧挡板并将间隙调至最低值约15mm,以提高辊压机对喂料粒度的适应能力,大幅减少跳停故障;2.调整V选内部阀板开度、调整风机风门开度以增大V选的通风量同时封堵V选的短路风管(提升机、皮带机等下料点收尘风管),以便最大限度的提高V选的选出率,从而提高预粉磨的产量进而提高水泥系统的产量;3.适当提高加载压、适当调整辊缝以强化辊压机的辊压效果,以便适当提高辊压机预粉磨的产量。
以上措施实施后,水泥系统的台时逐步提高,绝对增加值约10t/h。
现在,辊压机的主要矛盾已经基本解决,降为水泥系统的次要因素,而水泥磨成为系统产量的主要制约因素。
目前的水泥系统台时,扣除配料秤约13.5%的计量误差,实际仍只有61.5t/h。
为了进一步提高系统的台时产量,除了实施必要的技术改造外,水泥磨的研磨体级配无疑是需要重点调整的工艺方案。
以下是我们拟定的、正在使用的级配方案。
1.原设计方案表1:水泥磨原设计级配规格1仓装载量体积2仓装载量体积3仓装载量体积60 9 1.9350 14 2.9740 10 2.1030 5 1.0318*18 7.5 1.6716*16 10.5 2.3314*14 7.5 1.6712*12 37 8.2210*10 24.5 5.44合计38 8.04 25.5 5.67 61.5 13.67各仓Dcp 47.1 - 16.0 - 11.2 -各仓φ*L 3.1*3705 - 3.1*2500 - 3.1*6000 - 各仓容积27.96 - 18.87 - 45.29 -各仓填充率(%) 28.74 - 30.03 - 30.18 -总装量125 平均填充率29.712.一仓方案表2:1#磨入磨样品筛分析筛孔尺寸(mm) 0.9 0.2 0.08 0.08以下累计筛余(%) 4.6 33.8 51.4分计筛余(%) 4.6 29.2 17.6通过量(%) 95.4 66.2 48.6表3:2#磨入磨样品筛分析筛孔尺寸(mm) 0.9 0.2 0.08 0.08以下累计筛余(%) 3.4 28.8 48分计筛余(%) 3.4 25.4 19.2通过量(%) 96.6 71.2 521#磨取样时产量75t/h,2#磨取样时产量68t/h,2#磨的辊压机系统未达到最佳状态。
研磨体的填充率及其选择ppt实用资料
资源共享课程
项目二 水泥粉磨系统主要设备及工艺流程的选择 任务3 研磨体级配及调整
G
V0
4
D0 L0
G1
G2
...
G1
4
D12L111
G2
4
D 22L222
资源共享课程
D0、L0——磨机筒体的有效项内径目,有二效长度,m水; 泥粉磨系统主要设备及工艺流程的选择
—G ——磨—磨机内第研一磨、体二的仓总研载磨量体,填t充;率,以小数计。任务3 研磨体级配及调整
DV0—、—L0磨—机—筒磨体机的筒有体效的容有积效,内m径3,;有效长度,m; —ρ1—、磨ρ机2—第—一磨、机二第仓一研、磨第体二填仓充研率磨,体以堆小积数密计度。,kg/m3;
研G —磨—体磨装内载研量磨计体算式的及中总测载定量,t; V根ρD100据、—、H—Lρ/02磨D——0机—或—筒磨L磨/体机D机0的筒G第查有体一得—效的、填容有—第充积效二率磨,内仓。m径内研3,磨;研有体效磨堆长积体度密,的度m,k总;g/m载3;量,t;
研在料V根0磨粉2据—0体 磨 H—m/i磨装过Dn左0机载程或右筒量中L,/体计,D将0的算研V查磨有及磨0得内——效测体填物容定逐——充料积渐率卸磨磨,被。空m磨机内后3耗;停筒研,磨装体磨,载进的体量磨(有的后或量效平填取充容均研率磨积填)体越,充平来面m率越与小3,;顶,部以常衬用小板实工数测作查计面表的;法垂来直核距算离研H磨,体或的研实磨际体填面充的率弦,长其L,做然设备及工艺流程的选择 任务3 研磨体级配及调整
研磨体装载量测定 在粉磨过程中,研磨体逐渐被磨耗,装载量(或填充率)越来越 小,常用实测查表法来核算研磨体的实际填充率,其做法是先停 止喂料20min左右,将磨内物料卸空后停磨,进磨后量取研磨体平 面与顶部衬板工作面的垂直距离H,或研磨体面的弦长L,然后计算 H/D。或L/D0,见图。根据H/D0或L/D0查得填充率 。从而计算出 现有装载量。
TLM42130水泥磨机技术资料及钢球级配调整方法
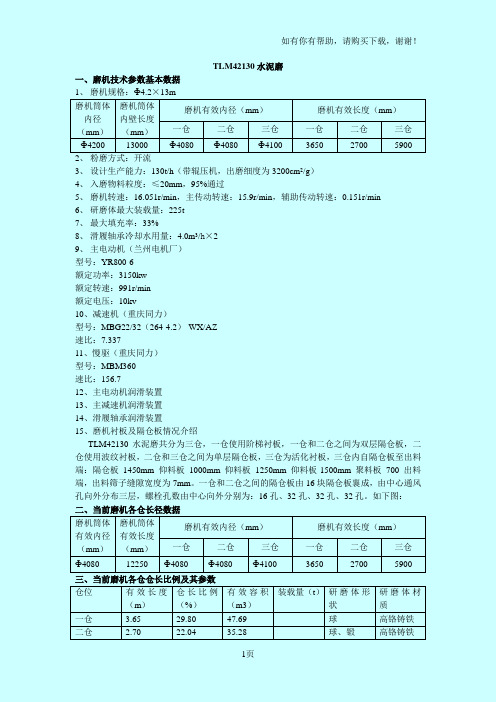
TLM42130水泥磨一、磨机技术参数基本数据1、磨机规格:Ф4.2×13m磨机筒体内径(mm)磨机筒体内壁长度(mm)磨机有效内径(mm)磨机有效长度(mm)一仓二仓三仓一仓二仓三仓Ф4200 13000 Ф4080 Ф4080 Ф4100 3650 2700 59002、粉磨方式:开流3、设计生产能力:130t/h(带辊压机,出磨细度为3200cm2/g)4、入磨物料粒度:≤20mm,95%通过5、磨机转速:16.051r/min,主传动转速:15.9r/min,辅助传动转速:0.151r/min6、研磨体最大装载量:225t7、最大填充率:33%8、滑履轴承冷却水用量:4.0m3/h×29、主电动机(兰州电机厂)型号:YR800-6额定功率:3150kw额定转速:991r/min额定电压:10kv10、减速机(重庆同力)型号:MBG22/32(264-4.2)-WX/AZ速比:7.33711、慢驱(重庆同力)型号:MBM360速比:156.712、主电动机润滑装置13、主减速机润滑装置14、滑履轴承润滑装置15、磨机衬板及隔仓板情况介绍TLM42130水泥磨共分为三仓,一仓使用阶梯衬板,一仓和二仓之间为双层隔仓板,二仓使用波纹衬板,二仓和三仓之间为单层隔仓板,三仓为活化衬板,三仓内自隔仓板至出料端:隔仓板1450mm 仰料板1000mm 仰料板1250mm 仰料板1500mm 聚料板700 出料端,出料筛子缝隙宽度为7mm。
一仓和二仓之间的隔仓板由16块隔仓板襄成,由中心通风孔向外分布三层,螺栓孔数由中心向外分别为:16孔、32孔、32孔、32孔。
如下图:二、当前磨机各仓长径数据磨机筒体有效内径(mm)磨机筒体有效长度(mm)磨机有效内径(mm)磨机有效长度(mm)一仓二仓三仓一仓二仓三仓Ф4080 12250 Ф4080 Ф4080 Ф4100 3650 2700 5900 三、当前磨机各仓仓长比例及其参数仓位有效长度(m)仓长比例(%)有效容积(m3)装载量(t)研磨体形状研磨体材质一仓 3.65 29.80 47.69 球高铬铸铁二仓 2.70 22.04 35.28 球、锻高铬铸铁三仓 5.90 48.16 77.86 微锻 高铬铸铁 合计12.25100160.83四、当前磨内各仓研磨体级配 五、磨机总有效容积V φV φ=0.785D φ2·L φ=0.785·4.08672·12.25m 3= 160.60 m 3 其中D φ为有效内径(平均),mL φ为有效长度,m六、研磨体填充率φ其中G 为某一仓研磨体的重量,t; V φ为某一仓的有效容积,m 3;r 为研磨体容重,t/m 3,一般钢球取r=4.5 t/m 3,铁球4.2 t/m 3,钢棒5.4~5.6 t/m 3。
粉磨工艺试题(含答案)
粉磨工艺试题(含答案)一、填空题(共10分,每题1分)1.水泥粉磨越细,比表面积越大,水化速度越快,凝结时间越迅速。
2、水泥磨机的传动方式可分为边缴的,中心传动和无齿轮传动。
3、磨内研磨体对物料的作用有冲击作用和研磨作用。
4、水泥磨一仓为阶梯衬板,主要作用是提升钢球;二仓为分级衬板,主要作用为先级。
5、单层隔仓板的篦孔小端为鞋睡,大端为出料端。
6、隔仓板的主要作用为分隔研磨体,防止颗粒物料窜出各出料端,控制物料流动速度,支撑磨机筒体等作用。
7、判断磨机级配是否合理,主要可以根据磨音、磨机产量及细度、磨内检查情况、筛余曲线来判断调整。
8、袋收尘器按清灰装置的工作原理及结构特点可分为机诞打和气体反吹式两类。
9、水泥的比表面积是指一千克水泥所含颗粒的表面积。
10、熟料矿物28d的水化速度大小顺序为C3A>C3S>C4AF>C2S.二、判断题(共10分,每题1分)1、磨机产量较高,但产品细度较低,有可能是由于磨内风速太快,研磨体冲击能力强,研磨能力弱的原因。
(Y)2、选粉机的选粉效率越高越好。
(N)3、比表面积不高,水泥强度一定不高。
(N)4、增加选粉机的转子转速可以降低产品的比表面积。
(N)5、磨机的填充率控制在25∙35%最佳。
(Y)6、影响水泥安定性的主要因素是游离氧化钙和方镁石结晶。
(Y)7、硅酸盐水泥熟料主要是由硅酸三钙、硅酸二钙、铝酸三钙、铁铝酸四钙。
(N)8、当水泥中三氧化硫含量较低时,应减少石膏掺量。
(N)9、开路磨的平均球径比闭路磨应大一些。
(N)10、磨机产量较高,但产品细度较粗,有可能是由于磨内风速太快,研磨体冲击能力强,而研磨能力不足造成的。
(Y)三、选择题(共20分,每题2分)1、闭路粉磨系统的水泥细度是通过(A)来调节。
A、选粉机B、提升机C、喂料量D、隔仓板2、O-sepa高效选粉机的三次风是指(D)。
A、磨内的含尘气体B、提升机等含尘气体C、从上部蜗壳切向出入的风D、从下部锥体进入的清洁空气3、下列混合材中属于活性混合材的是(C)。
如何设计磨机研磨体级配方案
如何设计磨机研磨体级配方案物料在磨机内磨成细粉,是通过研磨体的冲击和研磨作用的结果,因此,研磨体级配设计的好坏对磨机产质量影响很大。
要设计好磨机研磨体级配,必须充分考虑研磨体装载量、各仓填充率、平均球径、物料水分、物料流动性、物料粒度、隔仓板形式、隔仓板蓖缝大小、各仓长度、粉磨流程等因素,一般按以下步骤进行。
(1)确定研磨体的填充率与装载量磨机内研磨体填充的容积与磨机有效容积的比例百分数称为研磨体的填充率(用﹠表示)。
填充率设计越高,磨机的装载量就会越高。
要提高磨机的产量,应尽可能提高磨机的装载量。
但,磨机装载量不能无限提高,磨机装载量太高,磨机电机的电流会很高,有可能会烧毁电机或威胁磨机机械设备的安全。
磨机研磨体填充率设计多少,应充分考虑磨机的机械设备的承受能力以及磨机电机的承受能力。
为了提高磨机的产量,一般可采用液体变阻起动器和进相机等设备,降低磨机的起动电流和提高磨机电机的过载能力,从而提高磨机的装载量。
在解决了磨机的起动和提高了电机的过载能力后,绝大多数磨机的装载量都可超过设计装载量。
一般磨机的设计填充率为 28%左右,但在加装了液体变阻起动器和进相机设备后,通常都可达到 35%~38%,甚至达到 40%~42%,研磨体装载量大大超过设计装载量,磨机产量也大幅度提高。
在确定了磨机的总装载量后,紧接着就是要确定各仓的填充率,也就是要确定每个仓的装载量。
每个仓的填充率的确定要考虑的因素较多,主要有物料水分、物料流动性、物料粒度、隔仓板形式、隔仓板蓖缝大小、各仓长度、粉磨流程等因素。
这主要靠经验和观察确定,但可以掌握一个原则:磨机各仓研磨能力的平衡。
如果磨机各仓研磨能力达到平衡了,那么在此装载量的条件下,磨机也就达到最大产量了。
那么如何确定磨机各仓研磨体是否达到了平衡,常用方法有听磨音、检查球料比、绘制筛余曲线法。
检查料球比:一般中、小型开路管磨的球料比以 6.0 左右为宜。
突然停磨进行观察:如中小型二仓开路磨,第一仓钢球应露出料面半个球左右,二仓物料应刚盖过钢段面为宜。
磨机级配
70.12
100
34
37
48
∑,t aq,,Illm 小,%
160
29.22
31.36
2010/2水泥技术
万方数据
物料粒径,olin
2.36
相对球径,咖
60
累积百分数,%
5.16
1.0 50 12.84
裹4 一仓研磨体级配
0伪8
o.011<o.011
40
30<25
49.95
84.10
l∞
∑,t 25
21.Omm。 6研磨体填充系数
各种工艺磨机各仓的填充系数 在研磨体级配给出数据,这对泾阳声 威三种粉磨工艺来讲比较合理。目前 一般来讲控制在28%-34%,以30% 为基础,随着入磨物料颗粒粒径的大 大下降,研磨体直径大大下降,相应 填充系数增大,以提高研磨体量来提 高磨机产量。
笔者认为水泥粉磨磨机主电机 负荷控制在88%~93%较合理,一仓 填充系数27%一29%,后仓逐渐提高, 填充系数30%一33%。入磨物料粒径 较细和小型磨机,磨机填充系数可选 高些,全磨研磨体装填量达设计量的 95%一97%,提高动力产量。入磨物料 粒径较粗和大型磨机,磨机填充数可 选低些,全磨研磨体装填量达设计量 的88%一92%,提高钢球产量,降低电 耗。 7水泥磨机研磨级配和装填效果
据报导,国内该工艺系统二仓使
物料粒径,哪
相对应球径,/nm 累积百分数。% 相应百分数,%
相对球量,t 修l 修2
9.5 80 10.9 10.9 6.54 6 7
表2配球组合
2.36
0.045
<o.045
70
60
50
64.66
85.05
[资料]水泥磨磨内级配
![[资料]水泥磨磨内级配](https://img.taocdn.com/s3/m/c0a98c1953ea551810a6f524ccbff121dd36c59e.png)
水泥磨磨内级配为了寻求磨机钢球的合理配合及其调整方法,本文将根据我国水泥工业闭路粉磨磨机配球的实际情况,阐述闭路磨机配球的特征,并提出配球的一般方法,以供闭路磨机配球工作参考。
一、钢球级配钢球级配的合理选择,主要根据被粉磨物料的物理化学性能、粉磨方式以及要求的产品细度等因素来确定。
在钢球装载量一定时,小钢球比大钢球的总表面积大,与物料接触的机会多,故对需要磨细的细粒物料,应选用小钢球,而单个大钢球比单个小钢球的能量大,所以对需要冲击粉碎的大块物料,应选用大钢球。
入磨物料的易磨性好,可选用小钢球,易磨性差,则应选用大钢球。
选用钢球直径大小还与磨内单位容积物料通过量有一定的关系。
在闭路粉磨时,选粉机的回磨粗料使磨内单位容积物料通过量增加,使钢球在冲击时受到一定的缓冲作用,因此,循环回料量多,钢球的直径要选用得大些,反之则小。
此外,出磨物料的细度要求较细时,应适当选用小钢球,反之则大。
按照上述因素关系,笔者对K·A·拉珠莫夫经验公式进行修正,得出的球径计算公式能够求得较合理的配球方案。
(一)求出合理的平均球径和最大级球径。
式中:D a——磨内钢球的平均球径(毫米);d a——入磨物料的平均粒度(以物料通过80%的筛孔孔径表示)(毫米);k——入磨物料易磨系数;f——单位容积物料通过量影响系数(见表1)。
式中:D b——磨内钢球最大级球径(毫米);d b——入磨物料平均最大级粒度(以物料通过95%的筛孔孔径表示),(毫米);f、k同式(1)。
应用公式(1)和(2)的计算步骤如下:1.作各种入磨物料的粒度筛析,求出d a和d b,一般用孔径为30毫米、19毫米、13毫米、10毫米和5毫米的套筛作熟料或石灰石筛析,用孔径为4毫米、2毫米、1毫米和0.2 5毫米的套筛作矿渣筛析。
每个编号的筛析结果用粒度特性坐标(如图1)作出筛孔直径与被测物料通过量(%)的关系曲线,查取通过80%物料量的筛孔孔径定为入磨物料的平均粒度d a;通过95%物料量的筛孔孔径定为入磨物料的最大级粒度d b。
[整理]2[1].4×13米高细水泥磨机说明书
![[整理]2[1].4×13米高细水泥磨机说明书](https://img.taocdn.com/s3/m/2f704c0a9b6648d7c0c7460b.png)
2.4*13米高细水泥磨说明书一、技术性能1、磨机规格:2.4×13m2、用途:水泥设备3、产量:粉磨水泥细度为0.08方孔筛筛余;筛余≦3% 产量24.5t/h筛余≦4% 产量26t/h4、磨机转速:20.1r/min5、有效容积:50.13m3(Ⅰ仓:12.03 m3,Ⅱ仓10.04 m3,Ⅲ仓28.07 m3)6、研磨体装填量:65-70t7、填充量:28.5%-30%8、主传动:需用功率:600KW 电动机:800KW 电动机型号:YR800-8/1180 U=10KV n=740r/min减速机:JDX710 i=59、辅助传动:电动机:11KW电动机型号:YR180-8U=380Vn=730r/min减速机:JS82.5-7-11 i=10010、主轴承冷去用水量:2t/h11、设备总重:118t(不包含研磨体)12、研磨体级配(mm)研磨体装载量(T)ⅠⅡⅢΦ90 3Φ80 6Φ70 5Φ60 2.5Φ50 4.5Φ40 3Φ30 2Φ16×16 10Φ14×14 15Φ12×12 13共计: 16.5T 13.5T 38T13、衬板:Ⅰ阶梯衬板Ⅱ阶梯衬板Ⅲ波纹衬板二、工作原理水泥熟料从进料螺旋筒进入1仓,物料经过初步粉磨后,经过双隔仓高细筛分进入2仓,大一点的物料返回1仓;合乎要求的物料进入2仓继续研磨,3仓设有微球段活化装置,以增加对物料的研磨,合乎规格的物料,通过出料篦板经扬料板送入出料螺旋筒,再由出料装置卸出。
物料就是由上述方式完成粉磨。
三、磨机的结构概述本磨机为边缘传动形式,其主要由传动分、主轴承、进出料装置及回转部分等部件所构成,现将各部分简述如下:(一)进料装置物料经过进料装置喂入磨机内。
进料装置主要由料斗、支架、检查门等做成。
(二)主轴承本磨机采用两主轴承支撑的方式,它承受着磨机主本----回转部分的全部负荷,两主轴承结构相同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不同工艺水泥磨研磨体级配与装填新型干法水泥工艺快速发展,水泥粉磨技术也向高效、节电方向快速变化,由传统多仓管磨机组成开路、闭路系统,与我国自主研制创新的磨内筛分技术和采用微型研磨体的高细高产磨与各种类型高效选粉机组成水泥粉磨系统向管磨机、辊压机、 V 型选粉机或打散分级机、 O-SEPA 选粉机组成不同工艺技术的水泥粉磨系统。
使整个粉磨系统取得了显著的增产、降耗效果。
笔者经历过由φ 4. 2 × 11m 、φ 4.2 × 13m 磨机组成的预粉磨系统,由φ 2.6 × 13m 、φ 3.0 × 11m 、φ 3.2 × 13m 、φ 3.8 × 13m 磨机组成开闭路与高细高产及联合粉磨系统,由φ 3.8 × 11m 磨机组成的联合预粉磨系统,调试与生产实践。
这些不同工艺水泥粉磨系统入磨物料粒径大大的减小,粒径组成也相对较均齐,物料粗碎和中碎任务均在磨外完成,而管磨机只承担细碎和细磨及超细磨任务。
所以,对水泥磨的研磨体级配与装填技术要求不是很高,但目前对管磨机成品质量要求很高, 0.08 筛的筛余 1% , 0.045 筛的筛余为 10% ,从这点意义上讲,管磨机研磨体级配与装填的合理性对系统产量、质量影响仍然是不可忽视的重要环节。
现将预粉磨系统(辊压机 + 管磨机 + 高效选粉机组成),联合粉磨系统(辊压机+ 打散机或 V 型选粉机 + 管磨机),联合预粉磨系统(辊压机 +V 型选粉机 + 管磨机 + 高效选粉机组成)的管磨机研磨体级配与装填谈点探讨认识。
1 水泥磨机配球的基本原则1.1 配球时考虑的因素根据入磨物料(熟料)粒径大小,物料特性与系统工艺技术和辊压机能力与磨机能力相对值大小有关,磨机规格性能、转速、磨内结构(各仓长度、衬板形式、隔仓板型式与篦缝的通料率),混合材品种与配比及水份,入磨熟料温度和熟料矿物组成等综合因素。
1.2 入磨物料粒径的确定为了解物料粒度分布状况,取入磨物料样用套筛或颗粒级配仪测定,然后进行粒径计算并作出相应的粒径组成曲线。
1.2.1 入磨物料平均粒径计算Dcp= (1)式中: dcp------ 物料平均粒径 mmGi------- 各筛径筛上物重量di--------- 各筛径上下层平均直径 mm1.2.2 入磨物料粒度特性方程Y=AX k (2)式中 Y-------- 负累积百分数,即通过量累积百分数 %k ----- 直线斜率 X------ 筛孔粒径 mmk = (3)A--------- 系数,用反求法: A=根据入磨物料粒度筛析,利用粒度特性方程式,求出通过量累积百分数 80% 和 95% 时物料粒径大小或任意粒径大小的累积百分数,供配球时使用。
1.3 入磨物料粒度与球径的关系研磨体尺寸的大小和欲磨细物料的粒度间有一定关系。
根据粉碎理论,体积假设及假想的“聚积层”的关系,可以理论上演证出来物料粒度与研磨尺寸间的关系(计算公式略)。
另外, F.C 邦德等专家学者提出各种计算公式。
笔者根据多年实践使用 KA 拉朱莫夫公式较为简便。
计算公式如下:DM=i (4)式中 DM-------- 钢球直径 d'm--------- 入磨物料粒径i=28--------- 是一个常数,也是一个系数 n=3根据不同水泥粉磨工艺和入磨物料易磨性可对 I 系数值进行修正后即可应用该公式。
2 预粉磨、联合粉磨、联合预粉磨系统管磨机研磨体级配在已定的工艺技术(系统设备规格、性能和工艺技术流程及布置)的条件下,系统管磨机研磨体级配以入磨物料粒径分布和生产品种的质量指标要求为主线,现将研磨级配方法介绍如下。
2.1 根据入磨物料筛析的最大粒径,按公式 4 计算出该仓使用最大球径,以最大球径作该仓最大的一级球,然后向下级规格以此类推,确定该仓配球规格种类(头仓一般为 4-5 级配,二仓 3-5 级配,三仓 2 级配)。
2.2 根据入磨物料粒度的筛析,用公式 1 、 2 求 dcp 、 X80 、 X95 的粒径,根据不同工艺和生产品种确定入磨物料假设的平均粒径。
然后按公式 4 计算出平均球径。
2.3 根据上述确定配球时选用研磨体规格、种类,然后确定物料粒径与相对应球径,(详见后述),按照该球径所对应入磨物料粒径分布的累积百分数减去上一级球径所对应入磨物料粒径分布的累积百分数,将该百分数(以小数)乘该仓研磨体总量后得出该球径在该仓的球量,然后根据经验进行修正,该仓的配球方案基本上就确定。
3 预粉磨系统磨机研磨体级配。
以泾阳声威磨机规格为φ 4. 2 × 13m ,功率 3150KW 与辊压机 120/80 , N=3000 , O-SEPA 组成的预粉磨系统为例。
3.1 一仓配球物料经辊压机挤压后入磨物料粒度分布(见表 1 )表 1 入磨物料粒度分布74.71mm ,取整数即为φ 80mm ,(预粉磨系统入磨物料混入边料效应的大颗粒或辊压机状态欠佳时,最大球径可提一级),这次配球最大球径为φ80m ,该仓钢球种类组合以此类推,即φ 80mm 、φ 70mm 、φ 60mm 、φ 50mm 。
若遇到入磨物料粒度增大,或不开辊压机,一仓补入φ 90mm 球 2-4 吨即可。
平均球径的确定:开辊压机时,计算平均球径用物料粒径 (X80+X95)/2 作为计算平均球径的物料粒径依据。
若X80 ≤ 6 时,只用 X95 粒径为依据。
这次配球用物料粒径从表 1 知均值为 10.87mm ,按公式 4 计算结果为 62.03mm (取值范围 62-66mm )。
不开辊压机计算平均球径时,用( dcp+X80+X95 ) /3 ,作为计算平均球径的物料粒径依据。
一仓配球组合见表 2表 2 配球组合研磨体级配调整提供规律性依据,从泾阳声威φ 4.2 × 13m 水泥预粉磨各级球量占该仓总量的百分数,φ 80mm 占 10-15% 、φ 70mm 占 34-40% 、φ 60mm 占 34-40% 、φ 50mm 占11-15% 。
3.2 二仓配球以一仓最后点和二仓进口点的物料粒径分布均值作为二仓配球的依据,物料粒径分布见表 3表 3 入二仓物料粒径分布余 0.71% ,其相对球径按公式 4 计算球径要大于 37.28mm 取整数,大一级选用的原则,该仓最大球径选用φ50mm 的钢球。
该仓钢球种类组合为φ50mm 、φ40mm 、φ30mm 、φ25mm 、φ 20mm 、φ 17mm (φ 15mm )。
平均球径的确定:X80 ≥ 1.0mm 可选用( dcp+X80+X95 ) /3 作为平均入磨物料粒径计算平均球径。
X80 ≤ 0.6mm 时选用 X95 粒径作为计算平均球径的依据。
0.6mm ≤ X80< 1mm 时选项 (X80+X95)/2 作为计算平均球径的依据。
从表 3 知 X80=0.671mm ;即这次配球选项用 (X80+X95)/2=1.17575mm ,按公式 4 求出相对平均球径为 29.55mm ,选用范围 (27.55-31.55)mm 。
配球组合见表 4表 4 二仓配球组合4 联合粉磨系统磨机研磨体级配以泾阳声威磨机规格为φ 3. 2 × 13m ,功率 1600KW 与 HFCG120/45 辊压机、 SF500/100 打散机组成联合粉磨系统为例,同时参考铜川声威同系统磨机研磨体级配的经验。
该系统磨机为三仓管磨,一仓装球,二、三仓装锻。
泾阳声威该磨机系统是生产低碱 425 (相当于 PII 型水泥,同时熟料 C2S>24% ,相对较高,特别反映在细磨阶段粉磨阻力大,水泥比表面积相应偏低),磨机研磨体级配计算步骤、方法在预粉磨系统中详细叙述,不同工艺均是相同,本文只写研磨体级配的结果。
4.1 一仓配球入磨物料粒径分布见表 5 。
表 5 联合粉磨入磨物料粒径分布该仓配球组合以此类推,即φ 60mm 、φ 50mm 、φ 40mm 、φ 30mm 、φ 25mm 五级配。
平均球径根据水泥品种、质量指标、物料易磨性、熟料强度选用物料粒径( dcp+X80 ) /2 ,或用 X80 作为计算平均球径。
根据上述要求,计算平均球径分别为 33.58mm 、 39.63mm 、41.81mm 。
我们这次配球选用平均球径范围为 35.83-37.63mm ,配球具体组合见表 6 。
表 6 一仓研磨体级配说明这次配球用总量φ30mm 球占总量 2/3 ,φ25mm 占总量 1/3 ,所得表 6 φ30mm 、φ25mm 的球量。
也可用 <0.08mm 的累积百分数作为φ 30mm 、φ 25mm 两级球总量,取值视具体情况而定。
4.2 二仓研磨体级配进二仓物料粒径分布见表 7表 7 二仓首点物料粒径分布从表 7 知大于,取φ18 × 20 的锻,该仓级配组合以此类推,即φ 18 × 20mm 、φ 16 × 18mm 、φ 14 × 16mm 三级配,各级量分别为 7T 、 8T 、 10T ,总量 25T ,平均锻径 dcp=15.76 ,填充系数 30% 。
4.3 三仓研磨体级配进三仓物料粒径分布见表 8表 8 三仓首点物料粒径分布从表 8 知大于,选用φ12 × 14mm 和φ 10 × 12mm 的两种即可,其量分别为 27T 和 48T ,合计 75T ,平均锻径 10.72 ,填充率系数 32.35% 若生产高标号水泥,产品质量要求高,φ 12 × 14mm 和φ 10 × 12mm 的比例为 1 :( 2.4-3.2 )生产 P.C32.5 也可少许φ 14 × 16mm 段。
5 联合预粉磨系统磨机研磨级配联合预粉磨系统工艺在近年发展较快,生产时间相应较短。
现以陕西泾阳声威磨机规格为φ38 × 11m 功率 2240KW 与 CLF170/100 辊压机、 VX3000 选粉机 N3000 型 O-SEPA 选粉机组成联合预粉磨系统为例。
5.1 一仓研磨体级配入磨物料粒径分布见表 9表 9 联合预粉磨入磨物料粒径分布从表球径为 32.75mm 和 18.31mm ,最大球径取φ 40mm ,也可取φ 30mm 。
因该公司熟料易磨性较差,生产高标号水泥,从表 9 知筛径大于 0.2mm 占 7.14% ,所以该仓配球最大球径选用φ40mm 球,该级球对大于 0.2mm 以上物料细碎效果较好。
该仓配球组合以此类推,即φ40mm 、φ 30mm 、φ 25mm 、φ 20mm 四级配。
平均球径选用物料粒径 (X80+X95)/2 或 X95 作为计算平均球径的依据,计算结果平均球径分别为 26.19mm 和 29.70mm ,若以 (dcp+X80+X95)/3 计算平均球径为 23.82mm 。