生产线平衡分析改善案例
线平衡改善及案例分析

提升生产速度﹐维持人手不变
缩短生产节拍
工
将工序2里一
作 时 间
改
改 善
善 前
后
部分可抽调的 时间转至工序 3里﹐以缩减 整体的生产节
拍
工序 1 2 3 4 5
生产线平衡-例2﹕减少人手(1人) 减少人员,维持生产速度不变
工 作 時 間 工序 1 2 3 4 5
减少人手(1)
將工序3里的工作时 间分配至工序2﹑4及 5之內﹐从而工序3里 的人手可调配其它生 产线去
18
1
打室内外线10
2 打线2 打电源线 16
16
1
打室内外线
插室 PCB外观 15
3
温管 插室温管温7
温 打胶水
2
24
1
4
插线 插变压器线7
37
1
插线
30
插线
20
5
功能 功能检验 16
检 拆线
5
45
2
贴断电标贴4
外观检验 8
6
外观 检 贴条码
2
包装
6
16
1
生产线平衡的改善实例
电子电装7人柔性线,改善前各工位的作业时间如下所示:
降低线体速度,减少生产产量
工 作 時 間 工序 1 2 3 4 5
减少人手(2)
因生产需求量降低而 可降低线体速度
将工序3﹑4的工作时 间分配至工序 1﹑2﹑5里﹐从而工 序3﹑4工作岗位的人 手可调配至其它生产 线去。
降低线体速度,减少生产产量
工 作 時 間 工序 1 2 3 4 5
减少人手(2)
100.00% 80.00% 60.00% 40.00% 20.00% 0.00%
现场IE改善案例分析--生产线平衡分析改善案例
生产线平衡定义
对生产的全部工序进行均衡,调整作业 负荷和工作方式,消除工序不平衡和工 时浪费,实现“一个流”。
出料
入料
平衡生产线的意义
通过平衡生产线可以综合应用到程序分析、动作分析 、layout分析,搬动分析、时间分析等全部IE手法,提 高全员综合素质
在平衡的生产线基础上实现单元生产,提高生产应变 能力,对应市场变化实现柔性生产系统
(4) 4种增值的工作
站在客户的立场上,有四种增值的工作
1、使物料变形 2、组装 3、改变性能 4、部分包装
物料从进厂到出厂,只有不到 10% 的时间是增值的!
工序
符 号
内容
作业内容
分类
加工 作业
○
加工 作业
■产生附加价值的工序及作 业
卖得掉
检查
□
数量检查 ■虽然有必要,但需要进行 品质检查 改善的工序及作业
现场IE改善案例分析--生 产线平衡分析改善案例
2020年7月14日星期二
内容安排
一、线平衡定义 二、生产线平衡分析方法 三、B值、F值的定义与计算 四、线平衡案例分析
一、线平衡定义
生产线平衡定义
什么是生产线平衡
生产线平衡是指构成生产线各道工序所需的 时间处于平衡状态,作业人员的作业时间尽 可能的保持一致,从而消除各道工序间的时 间浪费,进而取得生产线平衡。
减少人手(1)
將工序3里的工作时 间分配至工序2﹑4 及5之內﹐从而工序 3里的人手可调配其 它生产线去
可行性﹕須工序 2﹐4及5內均有足夠 时间接受额外工作。
ቤተ መጻሕፍቲ ባይዱ
生产线平衡-例3﹕减少人手(2人)
降低线体速度,减少生产产量
工作時間
生产线平衡分析与改善(最全面的IE分析-生产线平衡)

2023/12/24
8
二、流水生产线概述
1、 流水生产的基本概念 ● 流水线生产的分类
➢单人单产品式 ➢单产品固定式 ➢多产品固定式 ➢自由流水式 ➢连续传动流水式 ➢ 间歇传动流水式 ➢分组式
设某一产品从原料到成品,需经过A、B、C、D四个工序,其基本标 准工时(秒/个)及相关生产效率、良率、投入机台/人员数分别见表11: 可以求各工序每小时产量为: A工序每小时产量=(3600秒÷6.90)×90%×95%×1=470.87个 B工序每小时产量=(3600秒÷5.1)×80%×99.5%×1=470.87个 C工序每小时产量=(3600秒÷34.40)×100%×99.9%×2=209.09个 D工序每小时产量=(3600秒÷30.40)×100%×99.5%×2=238.8个 。
IE工业工程
-----生产线平衡
主讲:
课 程 内容
生产线平衡 一、生产线平衡的概述 二、流水生产线概述 三、生产线平衡的设计 四、生产线平衡的方法及改善原则 5、案例分析
2023/12/24
2
1.概念
一、生产线平衡的概述
生产线平衡即对生产的全部工序进行平均化,调整作业 负荷,以使各作业的时间尽可能相近的技术手段与方法,它 是生产流程设计及作业标准化中最重要的方法,是通过平衡 生产线使现场真正实施生产同步化,从而达到“一个流”的 理想。
2023/12/24
。
28
四、生产线平衡的改善方法与原则
2、平衡率改善的图示。
2023/12/24
29
四、生产线平衡的改善方法与原则
车身装配生产线平衡改善案例
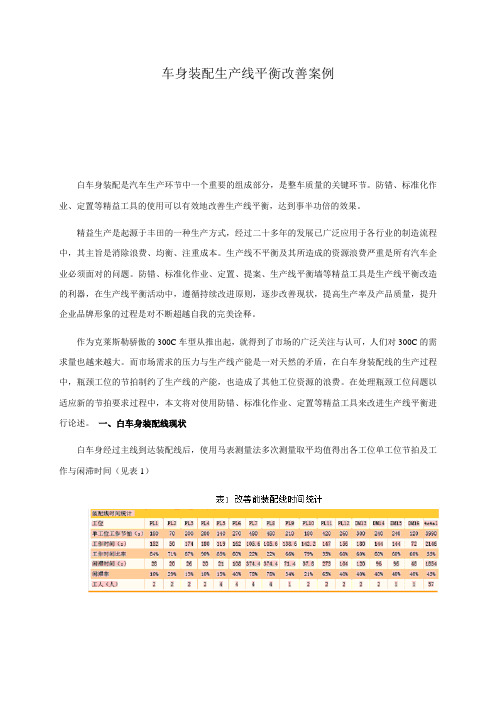
车身装配生产线平衡改善案例白车身装配是汽车生产环节中一个重要的组成部分,是整车质量的关键环节。
防错、标准化作业、定置等精益工具的使用可以有效地改善生产线平衡,达到事半功倍的效果。
精益生产是起源于丰田的一种生产方式,经过二十多年的发展已广泛应用于各行业的制造流程中,其主旨是消除浪费、均衡、注重成本。
生产线不平衡及其所造成的资源浪费严重是所有汽车企业必须面对的问题。
防错、标准化作业、定置、提案、生产线平衡墙等精益工具是生产线平衡改造的利器,在生产线平衡活动中,遵循持续改进原则,逐步改善现状,提高生产率及产品质量,提升企业品牌形象的过程是对不断超越自我的完美诠释。
作为克莱斯勒骄傲的300C车型从推出起,就得到了市场的广泛关注与认可,人们对300C的需求量也越来越大。
而市场需求的压力与生产线产能是一对天然的矛盾,在白车身装配线的生产过程中,瓶颈工位的节拍制约了生产线的产能,也造成了其他工位资源的浪费。
在处理瓶颈工位问题以适应新的节拍要求过程中,本文将对使用防错、标准化作业、定置等精益工具来改进生产线平衡进行论述。
一、白车身装配线现状白车身经过主线到达装配线后,使用马表测量法多次测量取平均值得出各工位单工位节拍及工作与闲滞时间(见表1)图1中,最长工序时间(480s)决定装配线节拍,装配线整体节拍为7.5件/h,8h单班日产量为60件。
图1 工作与闲滞时间二、瓶颈分析1、工序分析:BPT1(Basic Pitch Time):工序平均所持加工净值(不含浮余率)。
BPT2:人均所持加工净值(不含浮余率)。
BPT1=总加工时间净值/工序数=(PL1+PL3+PL4+PL4+PL5+PL6+PL7+PL8+PL9+PL10+PL11+ PL12+ DM13+DM14+DM15+DM16)/16=3990/16=249.375s。
BPT2=总加工时间净值/作业人员人数=3990/37=107.9s。
2、制成作业平均时间表□按照工序顺序,记入必要事项:工序号码、工序名称、PT线、加工时间净值。
生产线平衡分析改善案例

生产线平衡分析改善案例引言生产线平衡是指在生产过程中,通过合理分配各个工序的工作量,使得各个工序的产能能够实现平衡,从而提高生产效率、降低成本,并确保产品质量。
本文将以一个实际案例为例,介绍生产线平衡分析和改善的具体过程。
案例背景某电子产品制造公司拥有一条生产线,生产一种电子产品,该产品的组装工序分为A、B、C、D四个子工序。
在目前的生产线上,工序A的生产能力远超其他三个工序,导致A工序成为瓶颈工序,无法满足后续工序的需求,从而影响了整个生产线的效率和产量。
因此,公司决定进行生产线平衡分析,并制定改善方案,以提高生产线的平衡度。
生产线平衡分析1. 数据收集首先,需要收集工序A、B、C、D的工作时间数据,包括每个工序的加工时间、准备时间和等待时间。
这些数据将作为分析的基础。
2. 流程图绘制根据数据收集到的各个工序的时间,并结合实际生产情况,可以绘制出生产线的流程图。
流程图可以清晰地展示每个工序的工作时间和流程顺序,有助于进一步分析。
3. 生产线平衡计算根据流程图,可以计算出每个工序的工作时间总和。
然后,根据目标产量,计算出每个工序的标准工作时间,即每个工序应该占用的时间比例。
通过比较实际工作时间和标准工作时间,可以评估生产线的平衡度。
4. 分析结果根据生产线平衡计算的结果,可以看出工序A的工作时间远超其他工序,导致生产线的不平衡。
这也解释了为什么A工序成为瓶颈工序。
改善方案1. 调整工序A的产能由于工序A是瓶颈工序,可以考虑通过增加设备或优化工艺,提高工序A的产能,以满足后续工序的需求。
这可以通过增加工序A的设备数量、提高工段效率或优化工艺流程等手段实现。
2. 优化其他工序除了调整工序A的产能外,还可以进一步优化其他工序的流程,减少每个工序的工作时间。
例如,可以通过流程改进、工艺优化、培训员工等方式,提高其他工序的效率,从而平衡整个生产线。
3. 调整生产计划根据生产线平衡分析的结果,可以对生产计划进行合理调整。
生产车间改善案例
生产车间改善案例一、在精益思想指导下的生产车间的改善设计案例精益生产是以消除不增加价值的等待、排队和其他延迟活动为目标,按照确定的生产节拍进行生产并且每次仅生产单件产品的一种先进的生产方式。
与以往的靠计划系统发出指令的推动式生产方式不同,精益生产系统通过采用拉动的生产方式,来实现快速响应顾客实际需求的目的。
改善,是指以实现更好为标准而进行的持续改进或改变的过程,是精益生产实施中的重要基础组成部分。
通过对生产加工车间的布置和生产节拍进行改善设计,可以平衡生产线,使产品在生产线上的流动更加和谐,使之更有利于满足顾客的需要;通过建立“一个流”的生产方式,可以消除或简化生产过程中不产生任何价值的工作,使整个企业的潜在价值得以开发。
我们对某变压器厂箱体车间的物流设施布置进行了深入地分析,通过引入精益思想,提出了对目前大批量“成批与排队” 生产线的改善设计步骤及方案。
在充分考虑了原有箱体生产加工的工序、工艺设计基础上,通过对原有设备进行改动,大大减少了产品和在制品的库存量及产品的交货时间,增加了生产线的柔性,提高了生产率。
1、生产车间的现状及存在的问题箱体车间主要生产S9/10KVA-2000KVA的19个种类变压器的箱体,箱体车间的布置现状图见图1。
由于每个箱体的大体结构相同,其加工工艺也分相似,由此,该车间将箱体的生产分为大件生产区和小件生产区,其中小件工件通常是由人工搬运,而大件工件通常是由车间内部的天吊来完成。
通过对箱体车间的深入分析,得出该车间存在如下几点问题:物流的路线太长,造成运输时间的浪费,并且各工序之间的衔接过程存在许多Muda,造成各工序的生产效率很低;生产现场存在大量闲置不用的生产设备,占用了大量的空间,同时生产现场显得分混乱;生产设备之间的距离较大,操作人员移动距离较大,使得操作人员每人每次只能操作一台机床,不利于操作人员工作效率的提高。
2、在精益思想指导下的生产车间的改善设计针对以上存在的问题,以精益思想为基础,我们提出了如图2所示的设施规划改进程序模型。
生产线平衡分析改善案例

齿条生产线平衡改善一、项目名称齿条生产线平衡改善二、项目目标1、粗校至滚铆达成一件流,无心磨至高频小批量流动2、生产线在制减少70%,周转车下线,采用传送带传输3、生产周期缩短80%4、生产线平衡率提升至80%,人员效率提升10%5、生产过程PPM下降50%三、项目组织一、项目名称、目的及内容:目的:1、生产线平衡分析改善。
通过成组分线后,选取代表型号进行生产线平衡分析,运用丰田生产方式结合瓶颈限制理论管理2、生产线换型分析改善。
通过对每天的产量确定固定的生产时间,确定换型可利用时间,以此设置标准工序超市以及流转批量。
3、标准化作业改善:通过对现场时间以及动作分析,并进行工位改善,编制标准化作业指导书。
将现场作业标准化,包括标准作业时间,标准在制,标准作业顺序。
4、传送方式改善:确定工序超市、流转批量后,进行流转方式改善。
二、项目组成员及分工:职姓名工作要求位组长负责进行分工,指导并监控整个过程按节点实施。
协调资源。
副组长负责整个项目的对策评价、实施监控。
组员负责进行齿条标准时间以及动作研究,以及动作、流转改善组员负责整个项目的对策拟定评价、实施。
组员负责进行齿条标准时间与动作分析,生产线平衡方案的制定。
编制标准化作业指导书。
组员布局图绘制,标准作业下发组员负责项目整个进行过程中的质量监控。
组员负责流转设施的自制,布局调整。
三、项目实施具体计划:序号阶段项目内容责任人起始完成时间时间1现状分析时间研究、动作分析、生产线平衡分析培训TOC简介改善专员2月4日2月16日2 生产线布局分析改善专员3 代表型号的测时、动作分解改善专员4 换型时间的调查改善专员5对策拟定根据时间分析,确定工序超市及工序间流转方式,及工序流转数量各分项小组(齿条线、齿轮轴线)2月8日3月15日6根据设备放置及工序节拍确定线体长度、速度、分段形式各分项小组(齿条线、齿轮轴线)7 标准化作业的编制改善专员8 改善过程中的质量监控9 对策评价改善对策的评价项目组成员3月16日3月23日10 对策实施流转线体制作2月8日3月15日现场试运行,质量部、技术部评价,项目成员、质管、技术3月25日2月25日11 项目验收现场项目验收质管部、技术部3月26日3月30日四、现状分析1、问题描述在2011年底整个机加车间分线分级,建立初步“流水线”作业方式后,加工过程中的各种浪费被显现出来,包括(1)节拍不平衡的效率损失(2)人员等待设备的浪费(3)在制品的浪费(4) 批量的不合格品及返工浪费(5) 搬运的浪费(6) 动作的浪费为此,生产部的带领下,机加车间开展了生产线平衡改善以及流转方式改善项目,运用丰田最基本最重要的IE时间测定与动作分析改善手法实施方法改善,通过流水线架的制作,实现按节拍的“单件流”生产。
生产线平衡分析与改善PPT课件
某汽车企业在生产过程中面临工艺复杂、生产流程长等问题,通过改进生产工 艺和引入智能制造技术,实现了生产线平衡的持续改进,提高了生产效率和产 品质量。
06 结论与展望
生产线平衡对企业的影响
提高生产效率
生产线平衡能够优化资源配置,减少生 产过程中的空闲时间,提高设备利用率,
从而提高生产效率。
持续改进与优化
定期检查
定期对生产线进行检查,发现潜在问题并及时解 决。
员工培训
加强员工培训,提高操作技能和生产意识,促进 持续改进。
ABCD
数据跟踪
建立数据跟踪机制,对生产线相关数据进行实时 监测和分析,以便及时调整和优化。
创新与改进
鼓励员工提出创新和改进意见,激发团队活力和 创造力,实现持续改进与优化。
设备利用率是指生产线设备在一段时间内 的有效工作时间与总工作时间的比值,反 映了设备的利用情况。
生产效率
在制品库存
生产效率是指生产线在一定时间内完成的 产品数量与总工作时间的比值,反映了生 产线的生产能力。
在制品库存是指生产线在制品的数量和存 储时间,反映了生产线的库存状况。
生产线平衡的优化目标
01
随着工业4.0和智能制造的兴起,未来生产 线平衡将更加注重智能化技术的应用,如
物联网、大数据、人工智能等。
绿色生产线的推广
随着环保意识的提高,未来生产线平衡将 更加注重环保和可持续发展,推广绿色生
产技术和设备。
柔性生产线的构建
为了更好地适应市场需求的变化,未来生 产线平衡将更加注重生产线的柔性和可重 构性。
绘制工艺流程图,直观展示工艺流程, 便于发现瓶颈环节。
引入自动化和智能化设备,减少人工 干预,提高生产效率。