一文看懂如何选择公差等级
公差等级表(整理全)
公差等级表(整理全)公差等级是机械加工中常用的一种标准化的公差进出制度。
公差是描述工件制造精度的指标,公差等级是指用以表示公差限制的数字,它由一系列数字组成,其中每个数字都代表着不同的公差。
公差等级分为五个等级:IT、CT、HT、MT和LT。
其中,IT公差等级是最高的,LT公差等级则是最低的。
1. IT公差等级IT公差等级是精度的最高等级,通常在精细加工工艺上使用。
IT公差等级分为十个等级,分别为IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6、IT7和IT8。
其中,差量最小的是IT01,差量最大的是IT8。
2. CT公差等级CT公差等级用于一般加工工艺中,在极限条件下能够满足使用要求。
CT公差等级分为六个等级,分别为CT1、CT2、CT3、CT4、CT5和CT6。
其中,差量最小的是CT1,差量最大的是CT6。
3. HT公差等级HT公差等级适用于粗加工工艺,可以满足大多数机械制品的要求。
HT公差等级分为六个等级,分别为HT1、HT2、HT3、HT4、HT5和HT6。
其中,差量最小的是HT1,差量最大的是HT6。
4. MT公差等级MT公差等级适用于粗加工工艺中的低精度工件,其公差较大。
MT公差等级分为六个等级,分别为MT1、MT2、MT3、MT4、MT5和MT6。
其中,差量最小的是MT1,差量最大的是MT6。
5. LT公差等级LT公差等级适用于一些非常规的加工工艺中,其公差更大。
LT公差等级分为六个等级,分别为LT1、LT2、LT3、LT4、LT5和LT6。
其中,差量最小的是LT1,差量最大的是LT6。
公差等级是机械制品生产中非常重要的一个指标,它直接关系到产品的使用效果。
生产企业应该严格按照相关标准要求,根据产品的实际情况合理选择公差等级。
这既能保证产品的精度和性能,又能够提高产品的生产效率和竞争力。
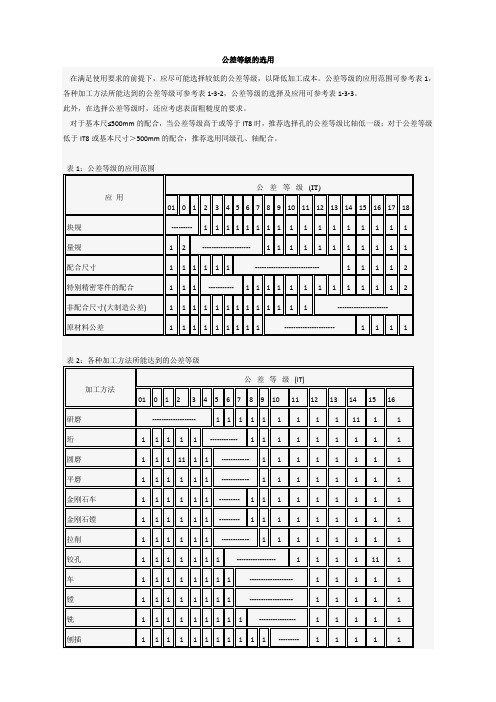
公差等级的选用
IT13
应用条件与IT12相类似
非配合尺寸及工序间尺寸,计算机、打字机中切削加工零件及圆片孔、二孔中心距的未注公差尺寸
IT14
公 差 等 级 (IT)
01
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
研磨
-------------------
1
1
1
1
1
1
1
1
1
11
1
1
珩
1
1
1
1
1
------------
1
1
1
1
1
1
1
1
1
圆磨
1
1
1
11
1
1
------------
1
1
1
1
1
1
1
1
平磨
1
1
1
1
1
1
------------
1
1
IT9
应用条件与IT8相类似,但精度要求低于IT8
机床制造中轴套外径与孔,操作件与轴、空转皮带轮与轴,操纵系统的轴与轴承等的配合,纺织机械、印染机械中的一般配合零件,发动机中机油泵体内孔,飞轮与飞轮套、汽缸盖孔径、活塞槽环的配合等,光学仪器、自动化仪表中的一般配合,手表中要求较高零件的未注公差尺寸的配合,单键连接中键宽配合尺寸,打字机中的运动件配合等。
选择公差等级的方法

这级精度的配合公差很小,故配合的一致性 好,但对加工要求很高。
仅用于精密配合中重要的配合部位。
例如,精密机械和高速机械的轴颈;铣床刀 杆与铣刀孔的配合;镗孔夹具的镗杆与镗套的配 合;发动机中活塞销与连杆小头衬套孔与活塞销 座孔的配合(见图1.2.1)。
例如,手柄的直径、壳体的外形和壁厚尺 寸、端面间的距离等。这些尺寸的变化仅影响 零件重量和材料消耗。
IT11~IT13为低精度中的公差等级。
这几级精度的配合公差大,故配合的一致性 差,用于各种机械中没有工作要求,只要便于连 接的配合处。
例如,螺栓和过孔、铆钉和孔以及销钉和 孔的配合;也常用于农业机械,一般器械中轴 与锻、铸、冲压件上孔的配合。
IT12~IT18一般用于未注公差的尺寸和粗 加工的工序尺寸上。
3)确定孔、轴公差等级。 因孔比轴难加工,考虑工艺等价,则选孔为IT7,轴IT6。
2.类比法
类比法是生产实际中常用的方法,它又称为 对照法。
所谓类比法,就是参考从生产实践中总结出 来的经验资料,进行比照来选择公差等级。
用类比法选择公差等级时,应考虑和掌握以下 几点:
(1) 考虑零件的功用和工作条件,确定主次配 合表面 对一般机械而言,主要配合表面的孔选 IT6~IT8,轴选IT5~IT7;
IT6(轴)、IT7(孔)为精密配中较高的 公差等级。
这级精度的配合公差较小,故配合的一致性 较好,一般精密加工即可实现。
它广泛地应用于机床、发动机和夹具中较重 要的配合部位上,称为基本级。
例如,机床中传动轴的轴颈及箱体孔与普通 精度滚动轴承的配合,齿轮与轴的配合,V带轮与 轴的配合,发动机中曲轴与轴承孔的配合,夹具 中衬套与钻模板的配合。
公差等级的选用
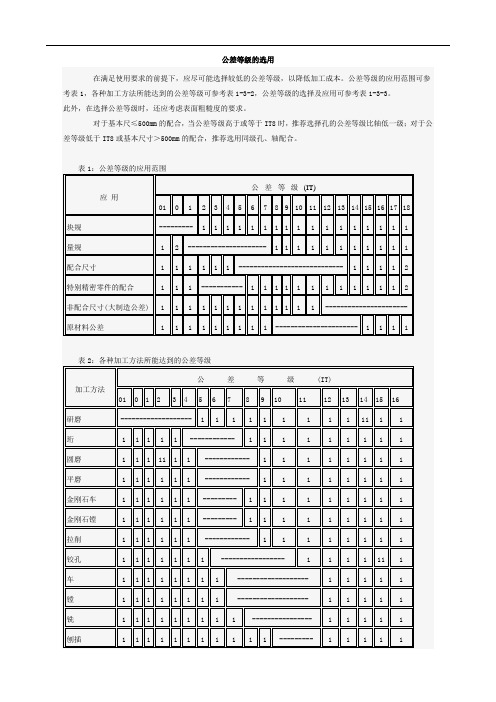
应用
公差等级(IT)
01
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
块规
---------
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
量规
1
2
---------------------
1
1
1
1
1
1
1
1
1
1
1
配合尺寸
1
1
1
1
1
1
----------------------------
1
1
1
1
1
镗
1
1
111ຫໍສະໝຸດ 111-------------------
1
1
1
1
1
铣
1
1
1
1
1
1
1
1
1
----------------
1
1
1
1
1
刨插
1
1
1
1
1
1
1
1
1
1
1
---------
1
1
1
1
1
钻孔
1
1
1
1
1
1
1
1
1
1
1
-------------------
公差等级
公差等级
0~3
>3~6
>6~30
>30~120
>120~400
>400~1000
>1000~2000
>2000
精密f
±0.05
±0.05
±0.1
±பைடு நூலகம்.15
±0.2
±0.3
±0.5
—
中等m
±0.1
±0.1
±0.2
±0.3
±0.5
±0.8
±1.2
±2.0
粗糙c
±0.2
±0.3
±0.5
IT4
用于精密测量工具、高精度的精密配合和P4级、P5级滚动轴承配合的轴径和外壳孔径。例如,检验IT9至IT12级工件用量规和校对IT12至IT14级轴用量规的校对量规,与P4级轴承孔(孔径>100mm)及与P5级轴承孔相配的机床主轴,精密机械和高速机械的轴颈,与P4级轴承相配的机床外壳孔,柴油机活塞销及活塞销座孔径,高精度(1级至4级)齿轮的基准孔或轴径,航空及航海工业中用仪器的特殊精密的孔径
0.4
0.6
0.8
L
0.1
0.2
0.4
0.8
1.2
1.6
垂直度未注公差值
公差等级
0~100
>100~300
>300~1000
>1000
H
0.2
0.3
0.4
0.5
K
0.4
0.6
0.8
1
L
0.6
1
1.5
2
对称度未注公差值
公差等级
0~100
>100~300
选择公差等级的方法
2.类比法
类比法是生产实际中常用的方法,它又称为 对照法。
所谓类比法,就是参考从生产实践中总结出 来的经验资料,进行比照来选择公差等级。
用类比法选择公差等级,确定主次配 合表面 对一般机械而言,主要配合表面的孔选 IT6~IT8,轴选IT5~IT7;
解: 1) 计算配合公差 Tf =∣Xmax-Xmin∣=∣80-30∣μm= 50μm 而配合公差又等于孔公差与轴公差之和:
即 Tf =Th十Ts =50μm 2)查标准公差数值表得
IT6=19μm,IT7= 30μm 则Tf =IT6+IT7 = (19+30) μm =49μm 接近且小于50μm,符合使用要求。
IT6(轴)、IT7(孔)为精密配合中较高的 公差等级。
这级精度的配合公差较小,故配合的一致性 较好,一般精密加工即可实现。
它广泛地应用于机床、发动机和夹具中较重 要的配合部位上,称为基本级。
例如,机床中传动轴的轴颈及箱体孔与普通 精度滚动轴承的配合,齿轮与轴的配合,V带轮与 轴的配合,发动机中曲轴与轴承孔的配合,夹具 中衬套与钻模板的配合。
IT11~IT13为低精度中的公差等级。
这几级精度的配合公差大,故配合的一致性 差,用于各种机械中没有工作要求,只要便于连 接的配合处。
(3)考虑配合件的精度 与滚动轴承、齿轮等 配合的零件的公差等级,直接受轴承和齿轮精度 的影响,应按轴承和齿轮的精度等级来确定相配 零件的公差等级。
(4) 掌握各种加工方法能达到的公差等级 当前, 公差等级与加工方法之间的关系,大致如表1.2.1所 示。随着工艺技术的提高,两者的关系也会随着变 化。
公差等级的选用
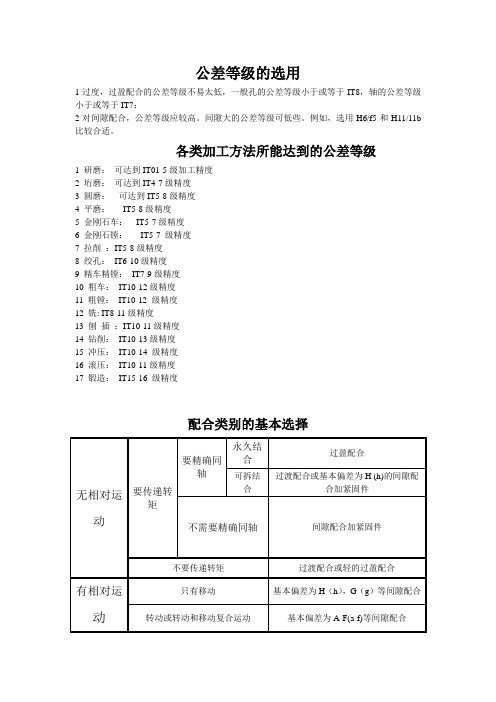
公差等级的选用1过度,过盈配合的公差等级不易太低,一般孔的公差等级小于或等于IT8,轴的公差等级小于或等于IT7;2对间隙配合,公差等级应较高。
间隙大的公差等级可低些。
例如,选用H6/f5和H11/11b 比较合适。
各类加工方法所能达到的公差等级1 研磨:可达到IT01-5级加工精度2 垳磨:可达到IT4-7级精度3 圆磨:可达到IT5-8级精度4 平磨:IT5-8级精度5 金刚石车:IT5-7级精度6 金刚石镗:IT5-7 级精度7 拉削:IT5-8级精度8 绞孔:IT6-10级精度9 精车精镗:IT7-9级精度10 粗车:IT10-12级精度11 粗镗:IT10-12 级精度12 铣: IT8-11级精度13 刨插:IT10-11级精度14 钻削:IT10-13级精度15 冲压:IT10-14 级精度16 滚压:IT10-11级精度17 锻造:IT15-16 级精度配合类别的基本选择无相对运动要传递转矩要精确同轴永久结合过盈配合可拆结合过渡配合或基本偏差为H (h)的间隙配合加紧固件不需要精确同轴间隙配合加紧固件不要传递转矩过渡配合或轻的过盈配合有相对运动只有移动基本偏差为H(h),G(g)等间隙配合转动或转动和移动复合运动基本偏差为A-F(a-f)等间隙配合一外圆表面的加工1 粗车可达IT12-11 Ra50-12.62 半精车可达IT10-8 Ra6.3-1.63 精车可达IT8-6 Ra1.6-0.83 细车可达IT6级以上Ra0.8-0.2二外圆面的磨削1 粗磨可达IT8-7级Ra1.6-0.82 精磨可达IT6级Ra0.4-0.23 细磨可达IT5级Ra0.2-0.14 镜面磨Ra0.008三孔的加工1钻孔精度IT10以下Ra50-12.5扩孔精度IT10-9 Ra6.3-3.2 扩孔可降低表面粗糙度提2高孔的加工精度且可修正钻孔的歪斜。
3 绞孔精度IT8-6级Ra1.6-0.8 (绞孔通常有两种铰刀1高速钢通常留余量0.1-0.2mm 原理利用刀刃的切屑作用。
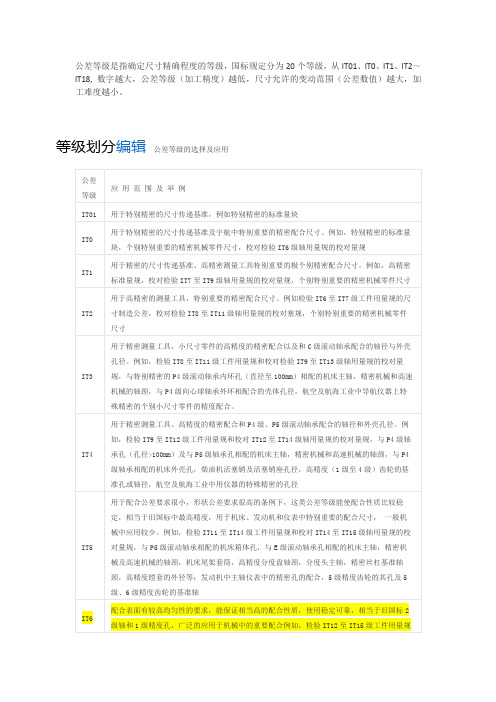
标准公差等级

标准公差等级标准公差等级是指在工程制图和零件加工中,对于尺寸公差的一种分类和表示方法。
公差等级的选择对于产品的质量和成本都有着重要的影响,因此在实际的工程设计和生产中,必须对公差等级有清晰的认识和正确的应用。
本文将对标准公差等级进行详细介绍,以便读者更好地理解和运用。
首先,公差等级分为IT等级和数字等级两种表示方法。
IT等级是指采用字母符号表示的公差等级,包括IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6、IT7、IT8、IT9、IT10共11个等级。
数字等级是指采用数字表示的公差等级,包括01、0、1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18、19、20共21个等级。
不同的等级代表了不同的公差范围和精度要求,IT等级和数字等级之间可以通过对照表进行对应。
其次,公差等级的选择应根据具体的产品要求和加工工艺来确定。
一般来说,对于要求较高的精密零件,应选择较高的公差等级,以保证产品的精度和质量;而对于一般要求的零件,则可以选择较低的公差等级,以降低成本和提高生产效率。
在实际应用中,设计师和工程师需要根据具体情况进行综合考虑,选择合适的公差等级。
另外,公差等级的确定还应考虑到零件的功能和使用要求。
例如,对于需要配合装配的零件,应选择较小的公差等级,以确保配合的精度和质量;而对于不需要配合的独立零件,则可以选择较大的公差等级,以降低成本和提高加工效率。
在实际设计和生产中,需要对零件的功能和使用进行充分的分析和评估,以确定合适的公差等级。
最后,公差等级的应用还需要考虑到加工设备和加工工艺的限制。
不同的加工设备和加工工艺对于公差的控制能力是有限的,因此在选择公差等级时,需要充分考虑到实际的加工条件和能力。
在实际生产中,需要与加工厂商和加工工程师进行充分的沟通和协商,以确定合适的公差等级,并进行必要的调整和优化。
总之,标准公差等级是工程制图和零件加工中非常重要的内容,对于产品的质量和成本都有着重要的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一文看懂如何选择公差等级
选择公差等级的实质就是正确解决机器零件使用要求与制造工艺及成本之间的矛盾。
选择公差等级的原则,是在满足零件使用要求的前提下,尽可能选用较低的公差等级。
精度要求应与生产的可能性协调一致,即要采用合理的加工工艺、装配工艺和现有设备。
但是,在必要的情况下,则要采取提高设备精度和改进工艺的方法来保证产品的精度。
对配合尺寸选取适当的公差等级是极为重要的。
因为在很多情况下,它将决定配合零件的工作性能、使用寿命及可靠性,同时又决定零件的制造成本和生产效率。
1)选择公差等级首先应保证使用要求。
各个公差等级的应用范围没有严格的划分,公差等级大致的应用范围见
表1。
表2
表1 公差等级的应用范围
表2 基本尺寸0-500mm, 4-18级精度标准公差表
2)选择公差等级时,既要满足设计要求,也要考虑工艺的可能性及经济性。
选择最佳加工精度是一个非常复杂的技术经济问题。
它不仅要考虑加工成本,而且要考虑由于加工精度的提高而增加的装配成本,以及精度对产品使用性能和经济指标(可靠性、寿命、燃料消耗等)的影响。
常用加工方法可能达到的公差等级见表3,表4推荐了与各公差等级相对应的经济加工方法,公差等级与成本的关系见表5。
表3 常用加工方法可能达到的公差等级
表4 各公差等级对应的经济加工方法
表5 不同公差等级加工成本比较
表6 轴、孔公差等级与表面粗糙度的对应关系。