MSA分析报告样本
MSA测量系统(稳定性、偏移和线性研究)分析报告

XXXX作业文件文件编号:JT/C-7.6J-003版号:A/0(MSA)测量系统分析稳定性、偏移和线性研究作业指导书批准:吕春刚审核:尹宝永编制:邹国臣受控状态:分发号:2006年11月15日发布2006年11月15日实施量具的稳定性、偏移、线性研究作业指导书JT/C-7.6J-0031目的为了配备并使用与要求的测量能力相一致的测量仪器,通过适当的统计技术,对测量系统的五个特性进行分析,使测量结果的不确定度已知,为准确评定产品提高质量保证。
2适用范围适用于公司使用的所有测量仪器的稳定性、偏移和线性的测量分析。
3职责3.1检验科负责确定过程所需要的测量仪器,并定期校准和检定,对使用的测量系统分析,对存在的异常情况及时采取纠正预防措施。
3.2工会负责根据需要组织和安排测量系统技术应用的培训。
3.3生产科配合对测量仪器进行测量系统分析。
4术语4.1偏倚偏倚是测量结果的观测平均值与基准值(标准值)的差值。
4.2稳定性(飘移)稳定性是测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。
4.3线性线性是在量具预期的工作量程内,偏倚值的变差。
4.4重复性重复性是由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性获得的测量值的变差。
4.5再现性再现性是由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性的测量平均值的变差。
5测量系统分析作业准备5.1确定测量过程需要使用的测量仪器以及测量系统分析的范围。
a)控制计划有要求的工序所使用的测量仪器;b)有SPC控制要求的过程,特别是有关键/特殊特性的产品及过程;c)新产品、新过程;d)新增的测量仪器;e)已经作过测量系统分析,重新修理后。
5.2公司按GB/T10012标准要求,建立公司计量管理体系,确保建立的测量系统的可靠性。
6分析研究过程 6.1稳定性分析研究1)取一样件,并建立其可追溯到相关标准的参考值。
如果无法取得这样的样件,则选择一个落在产品测量范围中间的生产零件,指定它为基准样件进行稳定性分析。
计量型MSA五性分析报告

XXX 公司计量型MSA 分析报告日 期:实 施 人: 评 价 人:仪器名称: 仪器编号: 分析结论: 合格 不合格 审 核:批 准:2017年2月23日陈秋凤、雷丽花、欧阳丽敏 张志超数显卡尺(中间检验) XXX计量型MSA分析报告目录稳定性 (1)偏倚 (4)线性 (7)重复性和 (9)再现性备注: 对于有条件接收的项目应阐述接受原因.第一节稳定性分析1.1 稳定性概述在经过一段长时间下,用相同的测量系统对同一基准或零件的同一特性进行测量所获得的总变差,即稳定性是整个时间的偏倚变化。
1.2 试验方案2017 年 02 月份,随机抽取一常见印制板样品,让中间检验员工每天的早上及晚上分别使用数显卡尺对样品外形尺寸测量5次/组,共测量25组数据,并将每次测量的数据记录在表1。
1.3 数据收集表1 稳定性分析数据收集记录表1.4 测量系统稳定性可接受判定标准1.4.1 不允许有超出控制限的点;1.4.2 连续7点位于中心线同一侧;1.4.3 连续6点上升或下降;1.4.4 连续14点交替上下变化;1.4.5 连续3点有2点距中心的距离大于两个标准差;1.4.6 连续5点中有4点距离中心线的距离大于一个标准差;1.4.7 连续15点排列在中心线的一个标准差范围内;1.4.8 连续8点距中心线的距离大于一个标准差。
1.5 数据分析图1 中间检验_数显卡尺 Xbar-R控制图从图1 Minitab生成Xbar-R控制图可知,没有控制点超出稳定性可接受判定标准,表明该测量系统稳定性可接受。
1.6 测量系统稳定性分析结果判定对中间检验_数显卡尺进行稳定性分析,分析结果表明该测量系统稳定性可接受。
第二节偏倚分析2.1 偏倚分析概述对相同零件上同一特性的观测值与真值(参考值)的差异。
2.2 试样方案2.2.1选择一个被测样品,确定样品的外形尺寸基准值x,样品外形尺寸基准值通过__铣边工序所使用的泛用型尺寸测量机重复测量10次取测量均值获得。
MSA分析(标准样本)
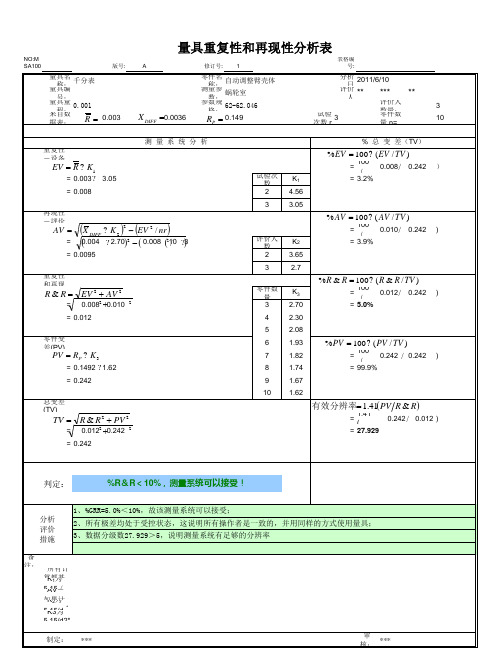
= 0.242
判定:
%R&R<10%,测量系统可以接受!
1、%GRR=5.0%<10%,故该测量系统可以接受;
分析 评价 措施
备注:
2、所有极差均处于受控状态,这说明所有操作者是一致的,并用同样的方式使用量具; 3、数据分级数27.929>5,说明测量系统有足够的分辨率
所有计算都基于预期5.15σ(在正态分布曲线之下99.0%的面积)。 K1为5.15/d2,d2取决于试验次数(m )和零件数与评价人的乘积(g),並假设该值大于15。 AV-如果计算中根号下出现负值,评价人变差缺省为0。 K2为5.15/d2*,式中d2*取决于评价人数量(m)和(g),g为1,因为只有单极差计算。 K3为5.15/d2*,式中d2*取决于零件数(m)和(g),g为1,因为只有单极差计算。 制定: *** 审核: ***
**
3 10
评价人数量: 零件数量 n= % 总 变 差(TV)
R = 0.003
X DIFF =0.0036
RP = 0.149
测 量 系 统 分 析 重复性-设备变差(EV)
% EV = 100 ´ ( EV / TV )
= 100×(0.008 / 0.242 试验次数 2 3 K1 4.56 3.05 = 3.2% )
EV = R ´ K1
= 0.008
= 0.003 ´ 3.05
再现性-評价人变差(AV)
AV =
=
(X
´ K 2 ) - EV / nr 210 0.004 3 ´2.70)2 - ( 0.008 ( / ´ ( )
2 2 DIFF
(
)
% AV = 100 ´ ( AV / TV )
FQC 外观 检查计数型MSA分析表(042)
0
0
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
0
1
1
1
1
1
1
1
1
1
0
0
1
1
1
1
1
1
1
1
Prepared by Richard Li
Page 1 of 4
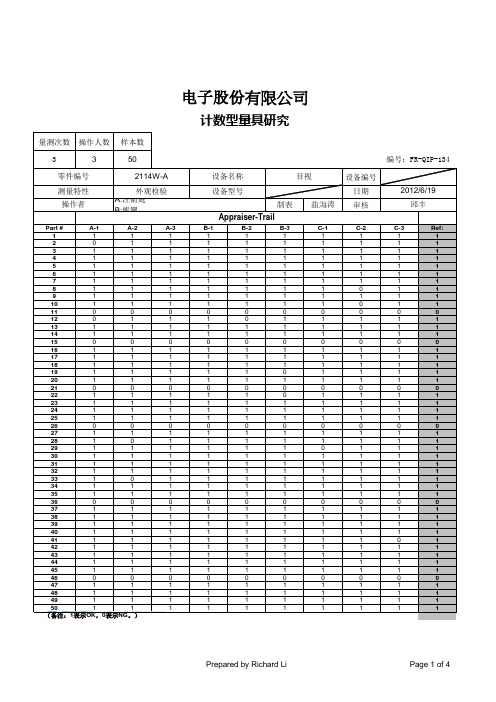
电子股份有限公司
计数型量具研究
量测次数 操作人数 样本数
3
3
50
零件编号
设备名称 设备型号
Repeatability Total Inspected Matched % Conclude
% Appraiser
A
B
C
50
50
50
46
47
46
92%
94%
92%
Good Good Good
漏发
Conclusion
误发
A
0.00%
Acceptable
3.03%
B
0.00%
Acceptable
22 Pe:
0.75
MSA分析报告
XXX 公司计量型MSA 分析报告日 期:实 施 人: 评 价 人:仪器名称: 仪器编号: 分析结论: 合格 不合格 审 核:批 准:2017年2月23日陈秋凤、雷丽花、欧阳丽敏 X 志超数显卡尺(中间检验) XXX计量型MSA分析报告目录稳定性 (1)偏倚 (4)线性 (7)重复性和 (9)再现性备注: 对于有条件接收的项目应阐述接受原因.第一节稳定性分析1.1 稳定性概述在经过一段长时间下,用相同的测量系统对同一基准或零件的同一特性进行测量所获得的总变差,即稳定性是整个时间的偏倚变化。
1.2试验方案2017年02月份,随机抽取一常见印制板样品,让中间检验员工每天的早上与晚上分别使用数显卡尺对样品外形尺寸测量5次/组,共测量25组数据,并将每次测量的数据记录在表1。
1.3数据收集表1 稳定性分析数据收集记录表1.4 测量系统稳定性可接受判定标准1.4.1 不允许有超出控制限的点;1.4.2 连续7点位于中心线同一侧;1.4.3 连续6点上升或下降;1.4.4 连续14点交替上下变化;1.4.5 连续3点有2点距中心的距离大于两个标准差;1.4.6 连续5点中有4点距离中心线的距离大于一个标准差;1.4.7 连续15点排列在中心线的一个标准差X围内;1.4.8 连续8点距中心线的距离大于一个标准差。
1.5数据分析图1中间检验_数显卡尺Xbar-R控制图从图1 Minitab生成Xbar-R控制图可知,没有控制点超出稳定性可接受判定标准,表明该测量系统稳定性可接受。
1.6测量系统稳定性分析结果判定对中间检验_数显卡尺进行稳定性分析,分析结果表明该测量系统稳定性可接受。
第二节偏倚分析2.1 偏倚分析概述对相同零件上同一特性的观测值与真值(参考值)的差异。
2.2 试样方案2.2.1选择一个被测样品,确定样品的外形尺寸基准值x,样品外形尺寸基准值通过__铣边工序所使用的泛用型尺寸测量机重复测量10次取测量均值获得。
MSA分析报告(精编文档).doc
【最新整理,下载后即可编辑】XXX 公司 计量型MSA 分析报告日 期:实 施 人: 评 价 人:仪器名称: 仪器编号:分析结论: 合格不合格 审 核:批 准:2017年2月23日陈秋凤、雷丽花、欧阳丽敏张志超数显卡尺(中间检验)XXX计量型MSA分析报告目录稳定性………………………………………………………………………………………1偏倚………………………………………………………………………………………4线性………………………………………………………………………………………7重复性和再现性………………………………………………………………………………………9备注: 对于有条件接收的项目应阐述接受原因.第一节稳定性分析1.1 稳定性概述在经过一段长时间下,用相同的测量系统对同一基准或零件的同一特性进行测量所获得的总变差,即稳定性是整个时间的偏倚变化。
1.2 试验方案2017 年02 月份,随机抽取一常见印制板样品,让中间检验员工每天的早上及晚上分别使用数显卡尺对样品外形尺寸测量5次/组,共测量25组数据,并将每次测量的数据记录在表1。
1.3 数据收集表1 稳定性分析数据收集记录表1.4 测量系统稳定性可接受判定标准1.4.1 不允许有超出控制限的点;1.4.2 连续7点位于中心线同一侧;1.4.3 连续6点上升或下降;1.4.4 连续14点交替上下变化;1.4.5 连续3点有2点距中心的距离大于两个标准差;1.4.6 连续5点中有4点距离中心线的距离大于一个标准差;1.4.7 连续15点排列在中心线的一个标准差范围内;1.4.8 连续8点距中心线的距离大于一个标准差。
1.5 数据分析图1 中间检验_数显卡尺Xbar-R控制图从图1 Minitab生成Xbar-R控制图可知,没有控制点超出稳定性可接受判定标准,表明该测量系统稳定性可接受。
1.6 测量系统稳定性分析结果判定对中间检验_数显卡尺进行稳定性分析,分析结果表明该测量系统稳定性可接受。
MSA计数型Kappa分析
0
123
19.7 103.3
24
126
24.0 126.0
总计
27 27.0 123 123.0 150 150.0
Po 0.98
Pe 0.72
126,是基准总 的合格总数, 合格42个,3次
判定 (42*3=126)
评价人A与基准交叉表数据分析
期望值4.3,是通过评价人A选择 不合格及样品实际是不合格的概
依据图表计算A.B.C三个评价人的错误报警率如下:
评价人A:3/126=2.38% 评价人B:3/126=2.38%
评价人C:0/126=0%
项目 有效性
漏检 误判
A 94.00% 0.00% 2.38%
B 96.00% 0.00% 2.38%
C 100.00% 0.00% 0.00%
误发报警率
误发报警率计算
0 24 4.3 0 19.7 24
C 1 3
22.7 123 103.3 126
50
pcs
总计
27 27.0 123 123.0 150 150.0
总计
27 27.0 123 123.0 150 150.0
总计
24 24.0 126 126.0 150 150.0
总计
27 27.0 123 123.0 150 150.0
0 24 3.8 0 20.2 24 24.0
基准值
1 0 20.2 126 105.8 126 126.0
0 25 4.9 2 22.1 27 27.0
B 1 2
22.1 121 100.9 123 123.0
0 24 4.3
0
19.7 24 24.0
msa测量系统分析案例
MSA测量系统分析案例概述测量是制造过程中非常重要的一环,而测量系统分析(Measurement System Analysis,MSA)则是评估测量系统准确性和稳定性的一种方法。
通过进行MSA,可以确定测量系统的可靠性,进而评估生产过程的可控性和测量数据的可靠性。
本文将介绍一个MSA案例,以帮助读者更好地理解此概念。
案例背景某汽车制造公司在生产过程中使用一个测量系统来测量制动片的厚度。
这个测量系统包括一个数字测量仪(Digital Measuring Device,DMD)和一个人工操作员。
为了了解这个测量系统的性能,公司决定进行MSA分析。
数据收集为了进行MSA分析,公司选择了20个制动片样本进行测量。
每个样本被测量了10次,得到了200个测量值。
下表为这些测量值的示例(单位:毫米):样本编号测量1测量2测量3测量4测量5测量6测量7测量8测量9测量10110101010101010101010 29.89.79.910.11010.29.910.2109.8……………………………209.69.59.79.69.89.79.79.59.69.8 MSA分析步骤进行MSA分析通常需要按照以下步骤进行:首先,我们需要计算测量系统的准确度。
准确度可以通过计算测量值的均值与实际值之间的差异来评估。
下面是计算准确度的示例代码(使用R语言):markdown{r} # 计算每个样本的平均值 sample_means <- apply(samples, 1, mean)计算所有样本的平均值overall_mean <- mean(sample_means)计算每个样本的与实际值之间的差异differences <- abs(sample_means - actual_value)计算准确度(以均值差异的平均值表示)accuracy <- mean(differences) ```根据实际情况填写具体数值,上述代码将计算准确度并保存在变量accuracy中。
MSA测量系统分析报告
MSA测量系统分析报告1. 引言测量系统分析(Measurement System Analysis,简称MSA)是指对用于测量和判断产品性能或特征的测量设备和方法进行评估和分析的过程。
MSA的目标是确认测量系统的可靠性和准确性,以确保其能提供可靠且准确的测量结果。
本报告将对某一特定的MSA测量系统进行分析,并评估其性能和准确性。
2. 测量系统描述2.1 测量系统的目的和背景该测量系统用于检测某一机械零件的尺寸。
此测量系统的目的在于确保机械零件的尺寸符合规定的标准要求,以确保零件的质量和性能。
2.2 测量设备描述该测量系统使用一台数字卡尺作为测量设备,该卡尺具有高精度和快速测量的特点。
卡尺具有显示屏和刻度尺,可以直接读取并显示测量结果。
3. 数据收集与分析为了评估测量系统的准确性和可靠性,我们采集了一组样本进行测量。
每个样本由同一机械零件的尺寸组成,共采集了50个样本。
我们使用卡尺对每个样本进行了三次重复测量,并记录下每次测量的结果。
下表是我们采集的样本数据:样本编号测量1 (mm) 测量2 (mm) 测量3 (mm)1 25.02 25.03 25.042 24.99 25.00 25.013 25.01 24.99 25.00…………50 24.98 24.97 24.993.1 重复性分析重复性是指在相同的测量条件下,重复测量的结果是否一致。
为了评估测量系统的重复性,我们计算了每个样本的测量值之间的标准偏差(Standard Deviation, SD)。
标准偏差越小,说明测量系统的重复性越好。
下图是测量值的标准偏差的概率分布图:Sample | Standard Deviation (mm)-------|-------------------1 | 0.012 | 0.023 | 0.01... | ...50 | 0.01从概率分布图中可以看出,大多数样本的标准偏差都在0.01mm左右,说明测量系统的重复性非常好。
MSA(实用篇)
低值: -0.1183 高值:
d 偏倚 d
2 * 2 b
t
v , 1 2
3.47913 0.05813 2.206 0.1317 0.0067 3.55
∵-0.1183≤0≤0.1317 ∴可以认为偏倚是可以接受的。 9.1.2.2 控制图法评定分析步骤 如果生产线上某工序的 X R 图指示测量系统是稳定的, 其中的数据可以用来评 价偏倚。 具体步骤如下: 1) 确定基准值: 同“独立样本法” 2) 寻找评价人 同“独立样本法” 3) 从控制图得到 X 4) 取偏倚 偏倚= X -基准值 5) 求重复性标准偏差 r
②计算均值的标准偏差 b
/ n
b r
③计算偏倚的 t 统计量
10
t=偏倚/ b (中间变量,详细解释见 MSA P74“注 36” ) ※④确定置信区间(1-α) 客的同意)。 若 0 落在 1-α置信区间以内,则偏倚在α水平是可接受的。
d d 2 b 偏倚 2 * b t t 0 偏倚 * v ,1 v ,1 d d 2 2 2 2
9
b. 控制图法(MSA 第三版 P76) c. 简易法(MSA 培训教材 Aug. 25,2002 P13~5) ※9.1.2.1 独立样本法评定分析步骤 1)确定基准值 a. 寻找是否有可溯源标准的基准值; b. 如果找不到,选择一个落在生产测量的中程数的生产零件,指定其为偏倚分 析用的标准样本,在工具室内测量这个零件 n≥10 次,计算读数的均值,把这个均 值作为“基准值” (X0) 2) 找一个 评价人,有经验的检查员/计量工程师(最佳的评价人为在该产品生产检 .. 测岗位上的检验作业者) 3) 选取一个 样件 .. 4) 以常规的方法对样件测量 10 次,并计算出平均值,此值为观测平均值。 . .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
量器规 格:
AX-114N
测定日: 报告者:
工序位 置:
温 度: 24.3℃
湿 度:
48
%
从 数据收 集表:
R=
0.0960
Xdiff = 0.0463
测量单元分析
Rp= 7.0578
总变差%(TV)
第 8 页,共 18 页
1. 重复性 -装置 变差 (EV)
2. 再現性 -測定 者变差 (AV)
0.100
0.050
0.000
1
2
3
4
5
6
7
8
9
10
评价人C UCL CL
评价者
评价人A
评价人B
评价人C
样 品 1 2 3 4 5 6 7 8 9 10
1 2 3 4 5 6 7 8 9 10
1 2 3 4 5 6 7 8 9 10
第 16 页,共 18 页
读
1
12. 19. 12. 15. 12. 12. 12. 12. 12. 12. 980 840 780 550 850 930 790 860 890 850
极差
0.070 0.010 0.090 0.230 0.100 0.070 0.090 0.100 0.080 0.060 Rb=
13.891
13.913 13.876 0.090
11
C
1 12.970 19.880 12.700 15.810 12.780 12.900 12.740 12.810 12.860 12.840
n=样品 数量 r=测量 次数
3. 重复性 和再现 性 (GRR )
4. 样品变 差 (PV)
5. 总变差 (TV)
EV= R×K1
=
0.0960
=
0.05672
测定次数
×0.5908
K1
2次 0.8862
3次 0.5908
%EV=
100%× [EV/TV]
100%×[
= 0.05672/2.22
121 ]
数
12. 19. 12. 15. 12. 12. 12. 12. 12. 12. 990 840 720 690 810 920 760 820 860 840
12. 19. 12. 15. 12. 12. 12. 12. 12. 12. 970 880 700 810 780 900 740 810 860 840
5
0.4030
100%× = [2.22038
/2.22121 ]
6
0.3742
=
99.96 %
7
0.3534
第 9 页,共 18 页
TV=
GRR2 PV2
+
=
0.06080
=
2.22121
+ 2.22038
8
0.3375
ndc
=
1.41× [PV/GRR]
9
0.3249
1.41× = [2.22038
13.829
12 程凤兰 2 13.120 19.850 12.820 15.990 12.870 12.970 12.810 12.880 12.920 12.880
13.911
13
3 13.080 19.840 12.820 15.880 12.890 12.980 12.830 12.880 12.910 12.870
HC-18001
量器规 格:
AX-114N
测定日期:
检测责任 者:
工序位置:
温 度: 24.3℃ 湿 度: 48%
様品 数:
10 個
測定次 数:
3次
測定人 数:
3人
测量单位: mΩ
測定者/试验次数
样
品
1
2
3
4
5
6
7
8
9
10
1 A 1 12.98 19.84 12.78 15.55 12.85 12.93 12.79 12.86 12.89 12.85
3. GRR%>3 0%
通常认为测量 系统可接受;
根据制品用途 的重要性、计 量装置成本及
维修成本等方 面的考虑,可 能是可接受 的; 不可接受,发 行改善对策 书,采取纠正 措施;
4. X chart:
有约50%或更 多的均值落在 控制限之外;
第 10 页,共 18 页
备 注:
5. R chart:
8
3 13.060 19.850 12.810 15.920 12.910 12.990 12.850 12.920 12.930 12.890
9
平均值
13.020 19.847 12.777 15.817 12.860 12.963 12.813 12.880 12.910 12.877 Xb=
10
平均值 13.832
第 2 页,共 18 页
2 张文娟 2 13.03 19.88 12.78 15.48 12.86 12.97 12.80 12.87 12.91 12.88
13.846
3
3 12.88 19.82 12.90 15.38 12.96 12.85 12.74 12.80 12.88 13.00
6
B
1 12.990 19.840 12.720 15.690 12.810 12.920 12.760 12.820 12.860 12.840
13.825
7 杨亚可 2 13.010 19.850 12.800 15.840 12.860 12.980 12.830 12.900 12.940 12.900
第 5 页,共 18 页
说 明: ① 2 次测 量时 D4=3 .27, A2=1 .88; 3次 测量 时 D4=2 .58, A2=1 .023 ;7次 测量 以内 D3=0 ;UCL R表 示全 距的 极限 值。
② 圏出 那些 超出 极限 的 值, 查明 原因 并采 取纠 正措 施。 让同 一操 作者 使用 相同 的量 具用 原来 的方 法重 新读 值; 或剔 除这 些数 值, 并
][MinX=
13.833 ] = 0.0463
0.0940
]/[ 定人数
测 =
平均值的 极差
18
均值图
UCLX =
UCLR = [X=
13.863
] + [ A2 = 1.023 ]
×[ R = 0.096 ] = 13.9611
Rp = 3 ]=
13.863
7.0578 0.0960
第 3 页,共 18 页
第 14 页,共 18 页
20
19
18
17
16
15
14
13
12
11
10
1
2
3
4
5
6
7
8
9
10
评价人A 评价人B 评价人C UCL CL LCL
R= 0.096
UCL= 0.2477
LCL=
*
0.300
0.250
0.200
0.150
评价人A 评价人B 评价人C
第 15 页,共 18 页 0.150
=
2.55 %
( Xdiff× AV= K2 )2-
EV2/nr
பைடு நூலகம்
=
(0.0463
=
0.021910
0.5231)
0.0567 /(10 × 3
)
测定者数
2
3
%AV=
100%× [AV/TV]
100%×[ = 0.02191/2.22
121 ]
=
0.99 %
K2
0.7071
0.5231
GRR=
EV2+ AV2
2.测试人员中的每个测试人员测试数据的平均值最大值与最小值之差.
0.2477 0.0000
3.测试样品中每个样品的平均值中最大值与最小值之差.
零 件 变 差 (P V) : 指 零 件 与 零 件 之 间 的 变
第 4 页,共 18 页
分 级 数 ( nd c) : 指 覆 盖 预 期 的 产 品 变 差 所 用 不 重 叠 的 97 % 置 信 区 间
2 3 总和 平均值
13. 19. 12. 15. 12. 12. 12. 12. 12. 12. 01320. 81890. 71820. 41850. 81620. 91720. 81020. 81720. 91120. 81830. 83880. 85290. 93080. 34860. 93680. 83580. 73480. 83080. 83880. 03080. 1829. 1594. 1426. 1451. 1627. 1725. 1323. 1523. 1628. 1723. 963 847 820 470 890 917 777 843 893 910
=
0.05672 ×0.02191
=
0.06080
PV= RP×K3
=
7.05778
=
2.22038
×0.3146
%GRR=
100%× [GRR/TV]
样品数量 2
K3 0.7071
100%×[ = 0.06080/2.22
121 ]
=
2.74 %
3
0.5231
4
0.4467
%PV=
100%× [PV/TV]
18
均值图
LCLX =
UCLR = [X=
13.863
] - [ A2 = 1.023 ]