080101Ⅰ风管与配件制作
风管与配件制作操作工艺

风管与配件制作操作工艺1 工艺流程2 风管制作方法风管制作的技术规定:①风管尺寸的核定。
根据设计要求、图纸会审纪要,结合现场实测数据绘制风管加工草图。
板材下料前必须进行下料复核,复核无误后按划线形状进行剪切。
板材下料后在压口之前,必须用倒角机或剪刀进行倒角,倒角形状如下:②板材的拼接和圆形风管的闭合咬口可采用单咬口;矩形风管或配件的四角或配件的四角组合可采用转角咬口、联合角咬口、按扣式咬角;圆形弯管的组合可采用立咬口。
③划好折方线,在折方机上折方。
折方后的钢板用合缝机或手工进行合缝。
操作时,用力均匀,不宜过重。
咬口缝结合应紧密,不得有胀裂和半咬口现象。
④风管的加固:矩形风管边长≥630mm 和保温风管边长≥800mm 时,应采取加固措施,本工程采用加固措施为:<800mm ,用楞筋或楞线加固;≥800mm ,用角钢加固。
楞筋或楞线加固,排列应规则,间隔应均匀,板面不应有明显的变形。
b.角钢的加固,应排列整齐、均匀对称,其高度应小于或等于风管的法兰宽板材板材机械倒角手工倒角施工准备 风管展开下料 剪切 倒角 咬口 折方 压口 成形方法兰下料 组对焊接 圆法兰卷圆 铆接 翻边划线下料找平找正 焊接 钻孔 油漆 检验、试验 运输度。
角钢与风管的铆接应牢固、间隔应均匀,不大于220mm;两相交处应连接成一体。
⑤矩形风管弯管制作,一般应采用曲率半径为一个平面边长的内外同心弧形弯管。
当采用其他形式的弯管,平面边长大于500 mm时,必须设置弯管导流片。
⑥矩形风管法兰有四根角钢或扁钢组焊而成,划线下料时应注意使焊成后的法兰内径不能小于风管外径。
用切割机切断角钢或扁钢,下料调直后用台钻加工。
中、低压系统的风管法兰的铆钉孔及螺栓孔孔距不应大于150mm。
矩形法兰的四角部位必须设有螺孔。
⑦风管翻边应平整并紧贴法兰,应剪去风管咬口部位多余的咬口层,并保留一层余量;翻边四角不得撕裂,翻拐角边时,应拍打为圆弧形;涂胶时,应适量、均匀,不得有堆积现象。
SGBZ-0801金属风管制作安装工程施工工艺标准
SGBZ-0801金属风管制作安装工程施工工艺标准依据标准:《建筑工程施工质量验收统一标准》 GB50300-2001《通风与空调工程施工质量验收规范》 GB50243-20021、范围本工艺标准适用于普通薄钢板、镀锌薄钢板、不锈钢板及铝板的风管制做。
2、施工准备2.1材料要求及主要机具:2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。
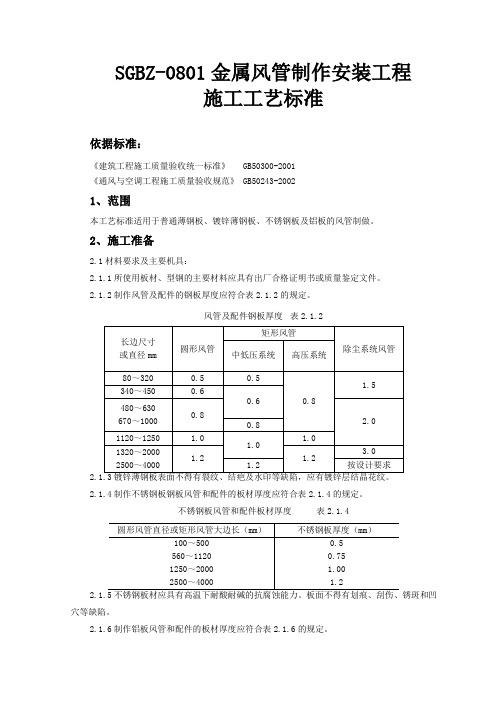
2.1.2制作风管及配件的钢板厚度应符合表2.1.2的规定。
风管及配件钢板厚度表2.1.22.1.4制作不锈钢板钢板风管和配件的板材厚度应符合表2.1.4的规定。
不锈钢板风管和配件板材厚度表2.1.4穴等缺陷。
2.1.6制作铝板风管和配件的板材厚度应符合表2.1.6的规定。
铝板风管和配件板材厚度表2.1.62.1.8龙门剪板机、电冲剪、手用电动剪倒角机、咬口机、压筋机、折方机、合缝机、振动式曲线剪板机、卷圆机、圆弯头咬口机、型钢切割机、角(扁)钢卷圆机、液压钳钉钳、电动拉铆枪、台钻、手电钻、冲孔机、插条法兰机、螺旋卷管机、电、气焊设备、空气压缩机油漆喷枪等设备及不锈钢板尺、钢直尺、角尺量器、划规、划针、洋冲、铁锤、木锤、拍板等小型工具。
排烟系统钢板厚度可参照高压系统。
2.2作业条件:2.2.1集中加工应具有宽敞、明亮、洁净、地面平整、不潮湿的厂房。
2.2.2现场分散加工应具有能防雨雪、大风及结构牢固的设施。
2.2.3作业地点要有相应加工工艺的基本机具、设施及电源和可靠的安全防护装置,并配有消防器材。
2.2.4风管制作应有批准的图纸、经审查的大样图、系统图,并有施工员书面的技术质量及安全交底。
3、操作工艺3.1工艺流程:3.2划线的基本线有:直角线、垂直平分线、平行线、角平分线、直线等分、圆等分等。
展开方法宜采用平行线法、放射线法和三角线法。
根据图及大样风管不同的几何形状和规格、分别进行划线展开。
3.3板材剪切必须进行下料的复核,以免有误,按划线形状用机械剪刀和手工剪刀进行剪切。
送风风管与配件制作工艺

风管与配件制作1、材料要求本工程风管全部使用镀锌薄钢板制作。
镀锌钢板和角钢等型钢应具有出厂合格证明或质量鉴定文件。
2、主要机具、设备:机械:剪板机咬口机、折方机、型钢切割机、台钻、电气焊设备等。
工具:手动钣金剪、电动钣金剪、手电钻、拉铆枪、铁锤、木锤、钢卷尺、钢直尺、角尺、量角器等。
3、作业条件:现场加工场地应洁净、地面平整、不潮湿,并能防风、雨,且结构牢固,有充足的照明设施。
作业地点应有相应加工工艺的基本机具、设施及电源和可靠的安全防护装置,并配有消防器材。
风管制作应有批准的图纸、经审查的大样图。
施工人员施工前要熟悉施工图纸。
操作工艺:工艺流程:4、领料、检查------划线、剪切、倒角------咬口、折方、拼接------法兰制作------风管连接------风管加固------除锈、刷漆------检验操作方法:领料、检查①不同类别及规格的风管系统所使用的板材的厚度应符合《通风与空调工程施工质量验收规范》GB50243--2002的要求。
②根据施工图、大样图、系统图及相关技术文件的要求,施工人员领取的材料,应进行核实,以保证材料符合技术、质量要求。
③本工程空调通风风管采用镀锌钢板制作。
排烟系统风管采用镀锌钢板制作,钢板厚度按下表选用。
钢板或镀锌钢板风管板材厚度(mm)5、划线、剪切、倒角①画线要根据风管的不同尺寸形状和规格分别进行,同时对同一段风管要完整进行,防止画线错孔和下料的多少有误。
板料划线放样后,按划线形状用机械剪刀或手工剪刀进行剪切。
剪切时,两手要扶稳钢板,用力均匀适当。
②板材剪切依据画线的阶段不同,分别进行,同时必须进行下料的复核,以免有误。
按画线形状用机械剪刀和手工剪刀进行剪切。
板材咬口之前,必须用切角机或剪刀进行倒角。
③剪切时,手严禁伸入机械压板空隙中,上刀架不准放置工具等物品,调整板料时,脚不能放在踏板机上,使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
通风空调资料常用表格编号(陕西省)

23
陕ZKZ-040608单向流洁净室系统调试记录
C4023
监理资料(陕西)
1
A1工程开工/复工报审表
2
A2施工组织设计(方案)报审表
3
A3分包单位资格报审表
4
A4 ______报验申请表
5
A5工程款支付申请表
6
A8工程材料/构配件/设备报审表
7
B3工程款支付证书
A6015
20
陕ZJP-060306电缆头制作、接线和线路绝缘测试检验批质量验收记录表
A6018
通用表格、工程质量控制、材料试验、强文检查、安全功能检验统一用表
1
陕ZTY-0001单位(子单位)工程概况表
04-B1001
2
陕ZTY-0002 _____工程概况表(专业工程)
04-B1002
3
陕ZTY-0004开工报告
C4002
3
陕ZKZ-040203风机盘管水压试验记录
C4003
4
陕ZKZ-040204风管强度试验记录
C4004
5
陕ZKZ-040301空调系统管道、制冷剂管道吹洗(脱脂)记录
C4005
6
陕ZKZ-040302制冷系统管道气密性试验记录
C4006
7
陕ZKZ-040303空调水系统管道强底试验及严密性试验记录
A8015
16
陕ZJP-080604防腐与绝热施工检验批质量验收记录表(管道系统)
A8016
17
陕ZJP-080605工程系统调试验收记录表
A8017
18
陕ZJP-060304电线导管、电缆导管和线槽敷设检验批质量验收记录表(室内)
风管与配件制作的要求

风管与配件制作的要求一、施工作业条件要求1.建筑结构施工完毕后,风管预留孔洞尺寸位置正确,制作场地、库房符合施工要求,具有良好的照明及动力电源。
2.设计图纸、技术文件齐备,对施工图充分了解、熟识。
二、施工工艺要求1.拼板、划线1.1.划线时应按图纸尺寸,根据板材规格大小等具体情况,合理安排图形,尽量减少切割和粘缝,又要注意节省原材料。
1.2.划线宜采用红铅笔,不要使用锋利的金属划针或锯条,以免板材表面形成伤痕,发生折断。
1.3.圆形风管可在组配时需考虑纵缝交错设置。
矩形风管在展开划线时应注意接缝规划,避免设置在转角处。
并注意相邻管段的纵缝要交错设置。
1.4.风管划线时,要用角尺对板材四角进行复合,以避免产生扭曲翘脚现象,板材中若有裂缝,下料时应避开不用。
2.板材下料、成型2.1.大川风管板材可以拼接,如下图所示。
当风管长边尺寸不大于1600mm时,可切45度角直接粘结,粘结后在接缝处双面贴铝箔胶带;当风管长边尺寸大于1600mm时,板材的拼接需采用“工”型专用连接件,以增强拼接强度。
2.2.风管的三通、四通宜采用分隔式或分叉式;三通、四通、大小头的圆弧面或折线面应等分对称划线。
风管每节管段(包括三通,弯头等管件)的两端面应平行,与管中心线垂直。
2.3.导流片可采用PVC定型产品,也可由镀锌板弯压成圆弧,两端头翻边,铆到上下两块平行连接板上,组成倒流板组,在已下好料的弯头平面板上划出安装位置线,在组合弯头时用粘结剂粘上,导流板高度宜大于弯头管口2mm,以使其连接更紧密。
2.4.导流片安装用数量依图纸要求执行。
3.合口连接、贴胶带3.1.大川铝箔复合保温风管所用粘合剂须按板材厂商认定的专用粘合剂,如另行采购品牌粘合剂,必须做连接效果对比试验,并经监理、板材商检查、认可后、方可使用。
3.2.矩形风管直管段,不管是同一板材连接,还是几块板材组合拼接,表面需平整,角线顺直。
风管组合前应清除板材切口表面的切割粉末、灰尘及杂物。
风管与配件制作工程(非金属、复合材料风管)

两汉:诸葛亮
先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
7
铝箔玻璃纤维板风管除应执行执行执行一般项目第一条第2、3款,还应符合下列规定:
1风管的离心玻璃纤维板材应干燥、平整;板外表面的铝箔隔气保护层应与内
芯玻璃纤维材料粘合牢固;内表面应有防纤维脱落的保护层,并应对人体无危害。
2当风管连接采用插入接口形式时,接缝处的粘接应严密、牢固,外表面铝箔
胶带密封的每一边粘贴宽度不应小于25mm,并应有辅助的连接固定措施。
2有机及无机玻璃钢风管的加固,应为本体材料或防腐性能相同的材料,并与风管成一整体。
8
矩形风管弯管的制作,一般应采用曲率半径为一个平面边长的内外同心弧形弯管。当采用其他形式的弯管,平面边长大于500mm时,必须设置弯管导流片。
一
般项目
1
1圆形弯管的曲率半径(以中心线计)和最少分节数量应符合下表规定。圆形弯管的弯曲角度及圆形三通、四通支管与总管夹角的制作偏差不应大于3°;
4
无机玻璃钢风管除应执行一般项目第一条第2、3款,还应符合下列规定:
1风管的表面应光洁、无裂纹、无明显泛霜和分层现象;
2风管的外形尺寸的允许偏差应符合表4.3.7的规定;
3风管法兰的规定与有机玻璃钢法兰相同。
5
风道内表面水泥砂浆应抹平整、无裂缝,不渗水。
6
双面铝箔绝热板风管除应执行执行一般项目第一条第1~3款,还应符合下列规定:
风管制作施工工艺标准

风管制作施工工艺标准(QB-CNCEC J0801-2004)l 适用范围本施工工艺标准适用于建筑工程通风与空调分部工程中送排风系统、防排烟系统、除尘系统、空调风系统、净化空调系统等子分部工程中风管与配件制作分项工程。
包括金属风管、非金属风管与复合材料风管或风道的加工、制作。
2 施工准备2.1 原材料、半成品的要求所使用的板材、型材等主要材料应符合现行国家有关产品标准的规定,并具有合格证明书或质量文件。
钢板、不锈钢板、铝板的厚度按设计执行,当设计无规定时,钢板厚度不得小于表⑴的规定;不锈钢板的厚度不得小于表⑵的规定;铝板的厚度不得小于表⑶的规定。
普通薄钢板要求表面平整光滑,厚度均匀,不得有裂纹、结疤等缺陷;镀锌钢板要求表面平整光滑,有镀锌层的结晶花纹,无明显锈斑、起皮、镀锌层脱落等弊病;不锈钢板应厚度均匀,表面光洁,板面不得有划痕、刮伤、锈蚀和凹穴等缺陷,加工和堆放避免与碳素钢材料接触;铝板应光泽度良好,无明显的磨损,表面不应有划伤等缺陷。
塑料复合钢板的表面喷涂层应色泽均匀,厚度一致,且表面无起皮、分层或部分塑料涂层脱落等现象。
硬聚氯乙烯板材表面平整,厚度均匀,不得有气泡、裂缝、分层等现象;板材的四角应成90°,并不得有扭曲翘角现象。
塑料焊条应表面光滑、均匀、紧密、无气孔,15℃进行180°弯曲时不断裂,塑料焊条应储存在不受阳光直接照射的清洁库房内。
复合风管的覆面材料须为不燃材料,内部的绝热材料应为不燃或难燃B1级,且对人体无害。
净化空调工程的风管应选用优质镀锌钢板。
钢板厚度较大时,应选用冷轧薄板,不得采用热轧薄板;风管工作环境有腐蚀性时,宜采用不锈钢板。
其他辅助材料应符合相关产品技术标准及消防要求。
2.2 主要工机具施工机工具:剪板机、电剪、联合冲剪机、冲孔机、手动折方机、三辊卷圆机、法兰卷圆机、厢式联合单平咬口机、圆弯头咬口机、压筋合缝两用机、插条成型机、台钻、砂轮切割机、电动拉铆枪、电动角向磨光机、手电钻、电焊机、空压机及油漆喷枪等。
【管理精品】风管与配件制作工程
监理(建设)单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人)年月日
主控项目
1
材料种类、性能与厚度
第4.2.2条
2
复合材料风管的材料
第4.2.4条
3
风管强度与严密性、工艺性检测
第4.2.5条
4
风管的连接
第4.2.7条
5
复合材料风管法兰连接
第4.2.8条
6
砖、混凝土风道的变形缝
第4.2.9条
7
风管的加固
第4.2.11条
8
矩形弯管制作与导流片
第4.2.12条
9
净化空调风管
风管与配件制作工程(非金属、复合材料风管)检验批质量验收记录
080101□□
080201□□
080301□□
080401□□
080501□□
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称与编号
施工质量验收规范的规定
施工单位检查
评定记录
监理(建设)单位验收记录
第4.2.13条
一般项目
1
风管制作
第4.3.1条
2
硬聚氯乙烯风管
第4.3.5条
3
有机玻璃钢风管
第4.3.6条
4
无机玻璃钢风管
第4.3.7条
5
砖、混凝土风管
第4.3.8条
6
双面铝箔绝热板风管
第4.3.9条
7
铝箔玻璃纤维板风管
第4.3.10条
8
净化空调风管
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
专业监理工程师:
(建设单位项目专业技术负责人):年月日
风管与配件制作检验批质量验收记录表
(金属风管)GB50243-2002
(Ⅰ)
080101
080201
080301
080401
080501
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
1
材质种类、性能及厚度
第4.2.1条
2
防火风管材料及密封垫材料
第4.2.3条
3
风管强度及严密性、工艺性检测
第4.2.5条
4
风管的连接
第4.2.6条
5
风管的加固
第4.2.10条
6
矩形弯管制作及导流片
第4.2.12条
7
净化空调风管
第4.2.13条
一般项目
风管外观质量和外形尺寸
第4.3.1-2.3条
3
焊接风管
第4.3.1-4条
4
法兰风管制作
第4.3.2条
5
铝板或不锈钢板风管
第4.3.2-4条
6
无法兰圆形风管制作
第4.3.3条
7
无法兰矩形风管制作
第4.3.3条
8
风管的加固
第4.3.4条
9
净化空调风管
第4.3.11条
施工单位检查评定结果
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日