电厂除氧器排汽的余汽回收
除氧器乏汽回收技术的应用总结
除氧器乏汽回收技术的应用总结I. 引言- 介绍除氧器乏汽回收技术的背景和重要性- 阐述本篇论文的研究内容和目的II. 除氧器乏汽回收技术概述- 介绍除氧器乏汽的来源和含义- 分析除氧器乏汽的特点和造成的影响- 介绍除氧器乏汽回收技术的原理和分类III. 除氧器乏汽回收技术在发电厂中的应用- 分析除氧器乏汽回收技术在火电厂和核电厂中的应用情况- 比较不同类型除氧器乏汽回收技术的优缺点IV. 除氧器乏汽回收技术的发展趋势- 分析现有除氧器乏汽回收技术的不足和限制- 探讨除氧器乏汽回收技术的未来发展方向- 展望除氧器乏汽回收技术的应用前景V. 结论和建议- 总结除氧器乏汽回收技术的应用和发展情况- 提出本研究的结论和观点- 给出在实际应用中的建议和未来研究的方向VI. 参考文献- 列举本文所参考的期刊、论文、专著等文献资料I. 引言在现代工业中,除氧器是一个非常重要的设备,它通过去除水或其他气体中的氧气,保证了工业设备的正常运转。
然而,除氧器在运行过程中会产生乏汽,如果不加以处理回收,不仅会浪费能源,还会对环境造成污染。
因此,除氧器乏汽回收技术的研究和应用是非常必要的。
本文将首先概述除氧器乏汽回收技术的基本原理和分类,然后具体分析该技术在发电厂中的应用情况,最后讨论除氧器乏汽回收技术的发展趋势和应用前景,以期为相关领域的研究者提供参考和启示。
II. 除氧器乏汽回收技术概述除氧器乏汽指的是从除氧器中流出的不含氧气的汽水混合物,这种乏汽具有高温、高压、高含水量、高纯度等特点。
如果直接排放,不仅会造成资源浪费,并且还会使环境受到污染。
因此,除氧器乏汽的回收利用对于节约资源、保护环境具有重要意义。
除氧器乏汽回收技术包括物理回收技术和化学回收技术两大类。
1. 物理回收技术物理回收技术指的是通过温度、压力、液位等多种因素的控制,将乏汽与其他介质分离,从而回收利用乏汽。
主要包括以下几种方法:(1)中央空调系统回收法中央空调系统可以利用乏汽进行制冷和制热,将制冷和制热的废热排出,再通过凝结回收乏汽。
除氧器余热回收装置在小型机组的应用杜洪波

浅谈除氧器余热回收装置在小型机组的应用杜洪波(枣庄矿业集团付村矸石热电有限公司,山东微山277605)摘要除氧器排汽余热回收节能装置将除氧器等其他设备排出的高温余汽进行冷却,同时加热冷却水,使排汽余热得以充分利用,消除排汽的噪音污染和对环境的热污染。
关键词余热回收节能消除噪音中图分类号X706文献标识码B*收稿日期:2011-11-15作者简介:杜洪波(1976-),男,工程师,1999年毕业于山东电力高等专科学校火力发电厂热能动力工程专业,现于枣庄矿业(集团)付村矸石热电有限公司工作。
火力发电厂机组既是清洁电能生产主力,同时又是一次能源消耗大户,为进一步加强节能工作,积极探索机组运行工艺过程中的节能改造是十分必要的,通过改造可以提升能源转换效率,达到节能降耗的目的。
1除氧器改造前的运行情况付村热电公司212MW 次高温次高压机组采用大气式除氧器。
除氧器、定排扩容器顶部均设有排汽孔,利用除氧器部分蒸汽的动力,及时将给水中离析出的气体排出壳体,以此来保证稳定的除氧效果,但会带来一定的工质和热损失。
排汽管上设置排汽阀,用来调整排汽的多少,当其开度较小时,排汽量减少且排汽不畅,除氧器内气体分压力增加,给水含氧量达不到标准要求。
随着阀门开度加大,排汽增多,携带气体量增加,给水含氧量迅速减小,但工质及热损失增加。
2除氧器余热回收装置的改造为了充分利用电厂余热余汽,拟对由除氧器排出的废汽通过增设排气余热回收节能装置进行回收利用。
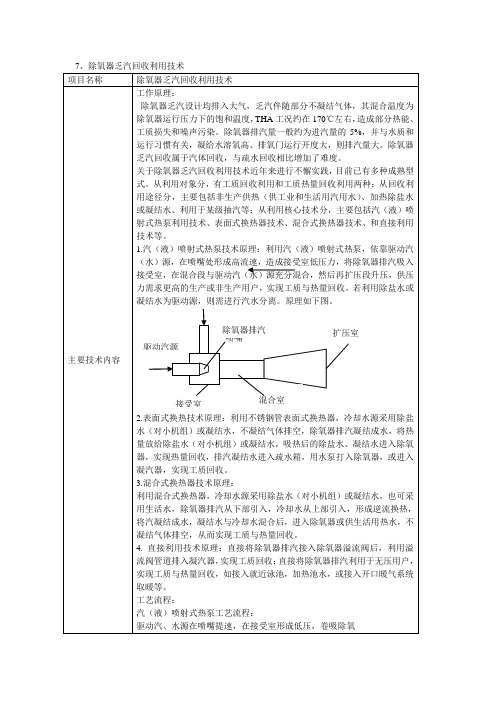
2.1除氧器余热回收装置工作原理排汽余热回收节能装置结构主要由壳体、管束、封头、冷却水进水口、出水口、疏水器等组成。
排汽余热回收利用过程为:将除氧器、定排扩容器排汽从进汽口引入余汽回收罐,在壳程通过管束向除盐水传热,变成凝结水,通过疏水器排出;从进水口引入的补充水或凝结水流经管程,吸收汽侧的热量,加热后的补充水或凝结水从出水口引出,进入除氧器利用。
2.2除氧器余热回收装置安装施工要求除氧器余热回收装置现场管道采用手工电弧焊,使用的焊接材料合适、合格,焊接材料的质量符合国家标准,焊件对口内壁齐平,焊缝外观检查无焊渣及飞溅物,表面光洁无气孔、夹渣、裂纹、未焊透等缺陷;设备支座架固定牢靠,疏水器安装正确;设备管道保温完好,外装饰整洁,符合要求。
汽阱乏汽回收装置在热力除氧器的应用

排气 口排出 , 详见图 2 。
汽 阱 就象 一个 立 体 的热 量 黑洞 .专 门
图 1 乏 汽 回 收 工 艺 流 程
吸 收低 压 蒸汽 .它与 普 通热 泵 或 喷射 泵最 大 不 同是 .它 的 乏 汽 流动 空间直径 大 . 可 图 2 乏汽回收装置原理蹦
乏汽回 收工艺流 程简介 :乏汽 回收采 取 2级 回收 , 3台
除氧器 乏汽进入 总管后送入 1级吸收塔 。 1 吸收塔 吸收 经 级
后 的乏汽进入 2级 吸收塔 。 从除盐水 母管 (.MP ) I 1 O8 a i 出 路  ̄
作者简介 : 许建芬 ,0 1 2 0 年毕 业于中南大学热能与动力工程专业 ,0 7年起 中南大学动力工程专业在职工程硕士学 习, 20 曾在 中国铝 业中州分 公 司设计院从事设计及设 计管理 工作任公 用工程 室主任 。0 1 2 1 年起任福建省 东锅节能科技 有限公 司技 术部经理。
特别稳 定 . 时乏汽 一直处 于流通 中 , 存 在被 “ ” 问题 , 同 不 憋 的
年 可 节 约 购 煤 成 本 :0 . 125 4万 元 。
乏汽流量 和压力 较大变 化波动 的能力 . 同时又 把氧气 和空气
等不凝气 分离 出来 。它 为多段沿程走 廊 吸收方式 , 与低 压 这 乏汽 喷射 泵 的小混合 室及 小 喉部 吸收 的单点 小通 径方 式 不 同 . 汽在 流动 的过 程 中被 逐步 的分 段 吸收 . 乏 每一 个小 段 的 吸收 都是 少量 的 . 收发生 在一 个流 动方 向 的立体 内 , 以 吸 所
工 艺 产 生 影 响
吸 收式乏汽 回收装 置分为 3部分 1 为高负荷快 速吸 级 收段 : 果 出现乏汽 为短期 而大 量的排 放 。 如 对其 快速 反应 和
除氧器乏汽回收方案

除氧器乏汽回收方案一、除氧器乏汽回收的目的当今的电厂锅炉给水除氧方式大致有三种:热力除氧、真空除氧和化学除氧,目前行业内普遍采用的方式是热力除氧,即用高温蒸汽加热给水,水面上逸出的氧气和不凝结气体通过排氧门排放到大气。
在正常运行工况下,为了保证含氧量合格,需要常开排氧门,不断地排出氧气和部分不凝结气体,同时还有少量蒸汽被带出,这部分排出的气体称之为乏汽。
乏汽仍含有很高的热量,具有相当大的利用价值,直接排放不仅造成能源的浪费,而且对环境造成热污染,同时还会产生噪音。
若能将这部分热量回收并加以利用,将会产生巨大的经济效益和良好的社会效益。
二、系统现状本车间现有除氧器5台(技术参数见<表一>),其中有4台(1#、3#、4#、5#除氧器)在正常使用,另外1台(2#除氧器)因使用频率低、且阀门内漏,已经封堵停用。
除氧器的汽源采用三段抽汽,工作温度为104℃。
在正常运行时,因除氧器排氧门常开,当补水量增大、进汽量增加时,相应的排气量也会变大,出现机房顶部排汽口“冒白龙”现象,造成热浪费和热污染。
据此我们提出以下技改目标:1、将乏汽完成闭式回收利用;2、消除除氧器排气口冒汽现象,减少热浪费和热污染;3、不增加新设备的投入,利用现有设备进行技改。
表一:除氧器技术参数三、技改方案1、把2#除氧器当作一台普通的混合式换热器使用,将1#、3#、4#、5#除氧器的乏汽回收到2#除氧器,作为2#除氧器的汽源,用2#除氧器加热自来水,水温达到要求后排放到移动供热水箱,热水直接对外销售。
示意图如下:2、工作原理自来水通过2#除氧器原除盐水进口进入,经乏汽一次加热后流入除氧器水箱,因一次加热的温度达不到移动供热水温要求,需再进行二次加热。
二次加热是将水箱内经一次加热后的自来水通过加压泵打到2#除氧器原高加疏水进口,从高加疏水进口流入除氧头进行二次加热,最后回到水箱。
经过如此反复循环加热,直到水箱内的水温达到移动供热水温要求时(75—80℃),开启除氧器水箱出水门,排放至移动供热水箱。
除氧器乏汽回收装置的节能应用

除氧器乏汽回收装置的节能应用作者:黄伟邹广来源:《文化产业》2014年第11期摘 ;要:在工业生产中,除氧设施大多使用热力除氧器。
热力除氧器由于具有除氧效果稳定的特点因而得到广泛的应用,但是热力除氧器在排出废气过程中伴有蒸汽排出,出现了冒“白龙”现象,严重的影响了生产环境,同时由于被排出的蒸汽中含有较多的能量而未被利用,造成较多的能量损失。
为减少资源及其能量的浪费,同时适应我国节能降耗、循环经济的工作要求,通过技改,将乏汽回收装置成功的应用于青岛炼油化工有限责任公司,取得了较好的经济与社会效益。
关键词:热力除氧;乏汽回收装置;节能降耗文章编号:1674-3520(2014)-11-00-02一、概况青岛炼油化工有限责任公司于2008年建成投产,公用工程单元分为厂前区和动力中心两大管理区域。
厂前区主要包括冷(热)除盐水、低压(中压)除氧水、工业风、仪表风、低压(高压)氮气、凝结水回收、循环水及污水处理等生产;动力中心主要包括低压(中压、高压)蒸汽、电等生产,为炼油装置提供生产所需的水、电、汽、风等。
目前,厂前区除氧水站有压力式除氧器3台(单台处理量:250t/h;操作压力:0.3MPa(a);操作温度:135℃;加热蒸汽:0.45MPa ;200℃),动力中心有高压旋膜除氧器2台(单台处理量:350 t/h;操作压力:0.588MPa(a);操作温度:158℃;加热蒸汽:1.0MPa 300℃)。
给水除氧方式均采用蒸汽加热除盐水除氧,它的优点是操作简单,易于控制;但在运行过程中,部分蒸汽未能充分利用会随着废气排出。
在正常工况下,厂前区年产除氧水约300万吨,耗汽约16万吨(冷除盐水经工艺装置换热后进除氧器的水温约110℃),除氧器乏汽汽量按5%计算,每年就要排放蒸汽约8000吨;动力中心年产除氧水约430万吨,耗汽约41万吨,除氧器乏汽汽量按5%计算,每年就要排放蒸汽约2万吨,与此同时,除氧器排汽所产生的噪音可高达85 dB(A),对周边环境影响极大,既浪费了能源又污染了环境。
电厂除氧器排汽的余汽回收计划方案

电厂除氧器排汽的余汽回收计划方案1.引言:电厂发电过程中产生大量的余汽,如果能够回收和利用这些余汽,将能够降低能源浪费,提高能源利用效率,减少环境污染。
本文将就电厂除氧器排汽的余汽回收进行详细的计划方案阐述。
2.余汽回收原理:电厂除氧器在工作过程中,会产生大量的余汽。
通过对除氧器排汽的回收利用,可以利用余汽产生蒸汽,用于热供应或发电过程中。
3.余汽回收设备的选型:根据电厂的具体情况,可选用的余汽回收设备包括余汽回汽式汽轮机和余汽回收锅炉等。
根据电厂的热需求和发电功率等因素,选择适当的设备进行余汽回收。
4.设备工艺流程:余汽回收需要进行系统的工艺流程设计。
首先,将除氧器排汽送入余汽回收设备,利用余汽产生动力;其次,将产生的蒸汽进行冷凝,回收热量;最后,将余汽回收系统与电厂的热管网或蒸汽管网相连,供应热能或蒸汽。
5.设备的安装和调试:在余汽回收设备的选型确定后,需要进行设备的安装和调试工作。
包括设备的安装固定,管路连接,仪表安装和连接等,确保设备正常运行。
6.运行与维护:余汽回收设备的运行需要定期进行检查和维护,包括设备的启停,设备的清洗和维护等。
同时,还需要制定完善的运行管理制度,确保设备安全、稳定运行。
7.经济效益分析:余汽回收能够有效提高电厂的能源利用效率,减少能源浪费,降低能源成本。
通过对余汽回收的经济效益进行分析,可以评估回收设备的投资效果和回收效果。
8.环境效益分析:余汽回收可以减少电厂的二氧化碳排放量,减少环境污染。
通过对环境效益进行分析,可以说明余汽回收对环境的保护和治理作用。
9.政策与法规的遵守:在进行余汽回收计划方案的实施过程中,需要遵守相关的政策和法规,确保计划方案的合法性和可行性。
10.结论:电厂除氧器排汽的余汽回收计划方案,将能够有效提高能源利用效率,减少能源浪费,降低环境污染。
通过合理的设备选型,工艺流程设计,安装调试和运行维护等措施,实现余汽回收设备的正常运行和监控,最终实现计划方案的可行性和有效性。
除氧器乏汽回收利用技术
除氧器 生活水、除盐 水或凝结水来 凝结水系统
直接利用技术工艺流程:
至生活水系 统
项目名称
除氧器乏汽回收利用技术
除氧器
疏水扩容器 统 游泳池、开口暖气系统等 除氧器排汽经逆止阀、截止门后,引入除氧器溢流阀后,进入疏 水扩容器,然后进入凝汽器,可实现工质回收,但无法实现热量回收。直 接进入泳池加热洗澡水,即可回收热量,也可回收工质,但工质存在高质 低用问题。进入开口暖气系统(也可考虑除尘器灰斗加热)可实现热量回 收,但若回收工质尚需增加暖气凝结水回收系统。 技术指标: 除氧器排汽量约为给水量的 0.3%~0.5%,进汽量的 5%。 除氧器排汽温度为对应运行压力下的饱和温度,对于大型机 组一般在 170℃左右。 喷射式热泵主要特性参数为引射系数ε ,其大小主要与驱动 汽水源压力与除氧器排汽压力比有关。 技术措施内容: 根据选择的不同除氧器排汽回收方案,制定设备选型、系统改造方案。除 氧器排汽引出管从原排汽管节流孔后、排汽阀前接出,加装截止阀、逆止 门,防止工质和应用系统其他工质倒流入除氧器,管径取与原管径相同。 各种除氧器排汽回收方式均可实现工质或热量回收, 但由于回收方式的不 同,其投资、安全可靠性、调节性能、回收率和节能效果等可能存在一定 差别。 汽(液)喷射式热泵工艺特点: 采用不同参数的驱动汽源,可将除氧器排汽提高到较广 阔的参数范围,满足工业、生活、生产用户不同参数需要。如目前设有其 他喷射式热泵供汽设备,也可借用现有设备,减少投资。 1.2 出口参数可调,可满足各种工况需要; 1.3 接受室压力可控制较低,不影响除氧器排氧效果,排汽利用 率高。 1.4 如采用凝结水驱动,混合后进凝结水系统或除氧器,对除氧 效果存在一定影响,且回收率达不到 100%。 1.5 蒸汽驱动无转动设备,设备运行安全可靠。 2.表面式换热工艺特点: 2.1 表面式换热回收工艺系统简单,但除氧器排汽压力无法调 整,且高于直接排大气,可能对除氧效果有一定影响。 2.2 排汽回收率难于达到 100%,部分排大气。
电站除氧器余汽回收技术方案及效益
( h l u n Po rP a t S i q a we l n .HDP ,Z o h a g, h n o g 7 1 3,Ch n ) i I a z u n S a d n 。2 7 0 ia
Ab ta tFo ovn h r be o h r l e eain,t eh a u eh oo y i a pid O seh a eo e y src : rs lig t ep o lm ft ema a rto d h etp mp tc n lg p l n wa t etrc v r s e
维普资讯
总第 10期 0 20 0 7年 3月 第 1 期 文章编号 :6 20 1 (0 7 0 0 40 17—2 0 2 0 )10 0—4
电 站
辅
机
、 11 0 . 0
M a c . 0 7 No 1 v h 2 0 , .
Po rS a i n Au ii y Equ pm e we t to x lar i nt
力 除氧 l , 1 不仅 可除 去给水 中的氧气 , 可除去 水 中 ] 也
溶解的其它气体 , 因而被广泛应用。为 了达到良好
的除氧效 果 , 行 中必须 注意 : 运
() 1 除氧水须加热到除氧器工作压力下的饱和
温度 , 为气 体从水 中分离来 提供 必要 条件 ; ()必须 及 时 地 排 出从 水 中分 离 出来 的 气 体 , 2 使汽 气空 间 中氧气 的分 压 力 减小 , 中 氧气 与 汽 气 水 空 间中氧气 的 分 压 差 增 大 , 离 出 来 的 氧 量 增 加 。 分
汽需要 , 在正常运行 中, 为非生产用汽提供汽源 , 辅
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电厂除氧器排汽的余汽回收
[摘要]介绍了除氧器排汽余汽回收装置在电厂运行中的系统设置及经济效益分析。
除氧器排汽造成了大量的工质损失和噪音污染,除氧器余汽回收装置既解决了噪音污染又回收了工质,达到节能环保创收的三重功效,在电厂中应大力推广。
【关键字】除氧器;余汽回收装置
引言
现代热电厂中锅炉给水的除氧方法,一般采用的是热力除氧法。
热力除氧不但去除了给水中的氧气,而且也去除了水中溶解的其他气体,并且没有其他遗留物质,因此在现代热电厂被广泛应用。
众所周知,为了达到良好的除氧效果,除氧水必须加热到除氧器工作压力下的饱和温度。
道尔顿分压定律表明,此时溶解于水中的各种气体全部逸出。
为了使除氧器里的各种气体顺利逸出从而保证水中的含氧量达标,一般是将除氧器的排汽阀门开大,使各种汽气体顺利逸出。
但是我们注意到在开大阀门对除氧有利的同时也造成了工资和热量的大量流失。
在二十一世纪的今天,随着世界能源的渐渐枯竭,人们更加注重环保和节能。
电厂的除氧器排汽不仅浪费了工资和热量,而且造成了热污染、噪音污染并且汽气排空时建筑物墙面外终日白汽缭绕,这些与现代热电厂应节能环保美观的政策相违背。
那么有没有办法既能保证除氧效果又能回收这些余汽呢?理论上在除氧器排汽管道上加装1个换热器是即可以解决噪音污染又可以回收工质。
下面分以下几个方面加以探讨:
一、除氧器余汽回收装置
除氧器余汽回收装置选定表面式加热器,表面式换热器的优点是水侧和汽侧是完全分开的,排汽凝结下来的水中的氧不会渗透到水中去,同时表面式换热器内部的不锈钢管也不易受到余汽中的氧气的腐蚀,减小检修维护的工作量。
二、除氧器余汽回收装置系统的设置
结合笔者所设计的上海金山热力供应有限公司一期工程来说,除氧器的排汽换热器可以就近放置在除氧器平台上,除氧器的余汽换热器的冷却水来自除盐水(0.6MPa,20℃),除盐水在经过余汽冷却器加热之后继续送至除氧器,除氧器的排汽冷凝下来的水利用其高差送至疏水箱,当疏水箱水满时再通过疏水泵送至除氧器继续加热除氧。
在排汽换热器上设有排气口,经过冷凝之后的排汽冷凝水中的氧气可由此逸出。
三、除氧器余汽回收装置效果的分析
1. 除氧效果分析
排汽冷却器在工程中投入运行后,运行人员可以在DCS控制室里观察到其除氧器溶氧量的指标是否在正常范围内,一般低压除氧器的含氧量要求≤10ug/l,高压除氧器含氧量≤7ug/l,在保证含氧量合格的基础上,排汽阀门的开度要尽量小。
理论上余汽换热器不会影响除氧器的除氧效果。
2. 经济效益分析
1)工质回收计算
以上海金山热力供应有限公司一期工程为例,这个工程有2台高压除氧器和2台低压除氧器,每台均装设1个排汽换热器。
经询问设备厂家,单台高压除氧器排汽量约为1t/h,取其50%为蒸汽,这50%的蒸汽中还会有大约30%的随氧气逸出,则蒸汽回收量为1×0.5×0.7=0.35t/h。
单台低压除氧器排汽量约为0.7t/h,取其50%为蒸汽,这50%的蒸汽中还会有大约15%随氧气逸出,则蒸汽回收量为0.7×0.5×0.85=0.2975t/h。
2台高压压除氧器每个小时回收疏水0.7t,同样2台高压除氧器每个小时也可以回收疏水0.6t,电厂年运行小时数为6000h的话,那么每年可以回收(0.7+0.6)x6000=7800t的疏水,以上海金山热力供应有限公司化学制水成本5元/t估算,每年可节约成本约3.9万元。
2)热量回收计算
2台高压除氧器的排汽参数约为:0.6MPa(a)、160℃,焓约为2755kJ/kg,冷凝水的焓为439kJ/kg,则每年高压除氧器排汽被除盐水吸收的热量为0.7t/h×(2755-439)kJ/kg×1000×6000h×0.7=6809GJ(由于含有不凝结气体,换热效率取70%);2台低压除氧器的排汽参数约为:0.12MPa(a)、104℃,焓约为2683kJ/kg,冷凝水的焓为439kJ/kg,每年低压除氧器排汽被除盐水吸收的热量为0.6t/h×(2683-439)kJ/kg×1000×6000h×0.7=5655GJ(换热效率取70%)。
高低压除氧器排汽被再利用的热量折合标煤约为(6809+5655)×106/(7000×4.18)=425t,折合原煤(热值5000cal/kg)304t,按照现行的煤价900元/t,大概每年可节约生产成本27.36万。
3)排汽换热器及相关管道成本计算
按照目前的市价,1个10t/h左右的混和式换热器约6万元,4个总价24万元,相关管道大约造价3.4万元,安装费1万元。
排汽冷却器的疏水至疏水箱,通过疏水泵再送至除氧器,每年因为此疏水而花费的电费约为:(1.3t/h×6000h×18.5kw×0.4)/50=1155元(选用流量50m3/h、功率18.5kw的疏水泵,6000h为年运行时间,0.4为本厂自用电价格),因此总的改造成本约为35万元,改造后此设备的年运行成本为1155元。
综合工质回收和热量回收,上海金山热力供应有限公司一期工程大概1年可以节约成本约31.14万,在第2年就可以回收其改造工程的投资成本。
四、总结
在加装了除氧器排汽回收装置之后,每年可节约生产成本约31.14万元,在第2年就可以回收改造工程的投资,改造后的经济效益可观,同时对发电企业来说,也解决了噪音污染和建筑外里面不美观的问题。
现在,国家在大力提倡节能环保,我们在热电厂的设计中也应该从小处着手,增加余汽回收系统,从而达到节能环保创收的三重功效。