铜连续挤压的有限体积法数值模拟
金属薄板挤压成形过程中的数值模拟研究
金属薄板挤压成形过程中的数值模拟研究金属薄板挤压成形技术是一种非常重要的金属加工方法,适用于制造各类机械结构件、零件以及构件。
这种技术通过将金属薄板放入专用的挤压机中,并在特定的形状孔口处施加压力来对薄板进行变形,从而得到需要的形状和大小。
此过程中,数值模拟研究扮演着重要的角色。
本文将通过探讨其数值模拟研究来研究金属薄板挤压成形的过程以及其发展趋势。
一、数值模拟研究的背景金属薄板挤压成形需要重要的工会操作和工艺参数。
在过去对于该技术的研究中,有很多试错和试验的过程,耗费大量的时间和资源。
因此,在实际应用中该技术受到了严格限制。
为了降低成本和时间,并且提高该技术的可重复性和精度,数值模拟技术的应用越来越广泛。
数值模拟技术不仅可以在挤压成形过程中减少试错和试验的成本,而且可以更加容易地掌握整个过程,以使最终产品符合要求。
同时,数值模拟技术可以为金属薄板挤压成形提供更详细的信息,如应力、形变、变形量和应变等。
这些信息可以帮助操作人员了解整个成形过程中的机理,从而为相关决策提供实用的指导。
二、数值模拟研究的过程数值模拟研究的主要过程包括:建模、离散及填充。
建模时,需要用计算机软件生成模型。
在此步骤中,需要考虑材料性质、工艺参数、工具形状、挤压机参数等因素,以保证模型的准确性和合理性。
之后,将在模型中填充元素。
这仅需要在计算机中调用一个程序即可。
如此一来,元素的选取和排序就可以完成。
最后,进行离散-计算。
在此步骤中,需要对计算机程序进行调整,以满足不同的计算需要。
三、数值模拟研究的优点数值模拟分析可以为操作人员引入很多优点。
其最主要的优点就是可以降低试错和试验的成本。
其次,数值模拟分析还可以更清晰地掌握整个成形过程,并了解成形过程中存在的问题。
此外,在整个成形过程中使用数值模拟还可以增加工作效率,并提高工作安全性。
四、数值模拟研究的技术挑战虽然数值模拟技术在金属薄板挤压成形中具有许多优点,但也面临一些技术挑战。
基于deform的纯铜管热挤压过程数值模拟

7819:;<!7 有限元 软件 5=6 对纯铜 管热挤 压 过 程
进行数值模拟分析 # 并着重研究挤压速度对变形 过程中热力学参数的影响规律 ! 模拟分析所需的
% 数值模拟结果及分析
%&$ 不同挤压速度下的温度场
金属塑性变 形 过 程 中 ";"E 以 上 的 变 形 能 以
"%
万方数据
! 铸造 锻 压 !"#
()*+,-./ / 0// 4// 123.,-.
材料与挤压模具工作带的摩擦产生了较高的剪切 应变 # 在试验的挤压速度变化范围内 "等效应变随 挤压速度的变化只产生很小的变化 " 且变化规律
88?* 的情况下 " 随着挤压速度的提高 " 压缩锥 和
定径区的最高等效应力值均提高 " 但当挤压速度 为 $"788?*7时 "等效应力反而有所降低 " 这可能是 因为高速变形时温度效应造成的 ! 在实际生产加 工时 " 因快速挤压引起的温度升高可能使纯铜坯 料产生动态再结晶 " 从而使变形抗力降低 ! 在数值 模拟过程中并未考虑动态再结晶的问题 " 因此关 于这一点 " 还有待更深入地分析 ! !热加工工艺 " !""# 年第 $% 卷第 &’ 期
"#$%&’ ’()’&*++,-.)%/00120$32*
基于有限元的模拟挤压铸造凝固过程数学模型分析

基于有限元的模拟挤压铸造凝固过程数学模型分析挤压铸造是一种重要的金属加工方法,它可以制造出高质量、高性能的金属制品。
在挤压铸造过程中,金属经过加热、挤压、冷却和凝固等多个阶段,其中凝固过程对于制品的性能和质量起着重要作用。
因此,研究挤压铸造凝固过程的数学模型,对于提高制品的性能和质量具有重要的意义。
本文基于有限元方法,对挤压铸造凝固过程进行数学模拟和分析。
具体地,我们考虑了典型的挤压铸造凝固过程,在模型中考虑了金属液体的流动、传热和凝固等物理现象。
通过对模型进行数值求解,我们得到了金属的温度和凝固过程的演化规律,进而分析了挤压铸造制品的性能和质量。
首先,我们考虑了金属流动和传热的数学模型。
我们假设金属液体是一种不可压缩流体,满足机械平衡和质量守恒的连续性方程式。
同时考虑了金属液体在挤压模具中受到约束后,其流动与形变之间的耦合关系。
根据传热学理论,我们将金属液体和模具的传热过程建模为一个二维的热传导问题,其中考虑了辐射传热的影响。
通过建模和求解,我们得到了金属液体在挤压模具中的流动和温度场分布。
接着,我们考虑了金属凝固过程的数学模型。
我们假设金属的凝固是一个自由界面问题,其中金属液体和固体的转化由一个相变温度和一个相变潜热描述。
根据热传导方程和Stefan条件,我们建立了金属凝固过程的数学模型,并采用了两种不同的数值方法对其进行求解。
一种方法是显式时间步进法,该方法适用于较简单的凝固过程;另一种方法是Crank-Nicolson方法,该方法对凝固过程的细节和物理机制进行了更加精确的建模和求解。
通过对凝固过程的模拟和分析,我们得到了凝固界面的演化规律和凝固效率的计算结果。
黄铜挤压模拟实验报告

第一章 设计工模具尺寸及确定工艺参数1.1 材料及坯料尺寸材料为DIN_CuZn40Pb2,尺寸为直径90mm ×长25mm 。
1.2 坯料温度的选择挤压温度对加工状态的组织、性能的影响极大。
当所取的挤压温度值越高,挤压制品 的抗拉强度、屈服强度和硬度的值下降,延伸率增大。
由于黄铜管在680℃-720℃时塑性最高,而在挤压过程中由于变形、擦擦产热使坯料温度升高,为避免在挤压过程中坯料温度可能超过最佳塑性温度,所以坯料初始温度选取500℃。
而挤压筒、挤压垫、挤压模也要预热,以防过大的热传递导致金属温度分布不均,影响制品质量,预热温度与坯料温度不能相差太大,故取300℃。
1.3 挤压速度的选取挤压速度对制品组织与性能的影响,主要通过金属热平衡来实现的。
挤压速度低,金属热量逸散较多,致使挤压制品尾部出现加工组织;挤压温度高,锭坯与工具内壁接触时间短,热量传递来不及进行,有能形成变形区内的绝热挤压过程,使金属的出口温度越来越高,导致制品表面裂纹。
故选挤压垫的速度为1.5mm.s -1。
1.4 挤压参数的计算1.4.1 挤压模的结构尺寸设计模子选用锥模,模角 45=α,工作带长度8=g h ~12 mm ,取10=g h mm ,工作带直径m m g d C d d 1+=,90=m d mm ,裕量系数016.0014.01-=C ,015.01=C ,35.9135.19090015.090=+=⨯+=g d mm ,出口直径一般比工作带直径大3-5 mm ,取出口直径为96=ch d ,入口圆角半径γ=3mm ,模子的外形尺寸(25.1=D ~)45.1(25.1=w D ~)45.15.11290=⨯~5.130 mm ,所以D 取120 mm ,H 取70 mm 。
1.4.2 挤压筒的结构尺寸设计(1)挤压筒内径0D由于挤压过程为热挤压,考虑到热膨胀,故取挤压筒内径950=D mm(2)挤压筒长度t L()L L L t +=max S t ++ (1-1) 式中:max L —锭坯最大长度,对重金属为(1.5-2.5)0D ,mm ;L—锭坯穿孔时金属增加的长度,mm ;t —模子进入挤压筒的深度,mm ;S—挤压垫厚度,mm 。
连续挤压铜扁排的阻流角设计及物理场分布
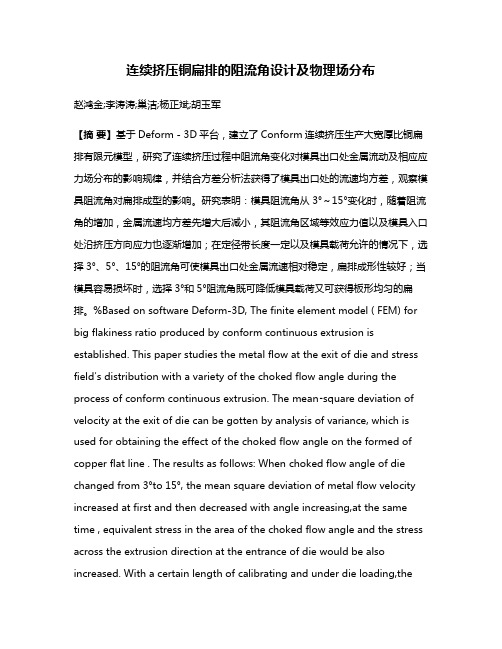
连续挤压铜扁排的阻流角设计及物理场分布赵鸿金;李涛涛;巢洁;杨正斌;胡玉军【摘要】基于Deform-3D平台,建立了Conform连续挤压生产大宽厚比铜扁排有限元模型,研究了连续挤压过程中阻流角变化对模具出口处金属流动及相应应力场分布的影响规律,并结合方差分析法获得了模具出口处的流速均方差,观察模具阻流角对扁排成型的影响。
研究表明:模具阻流角从3°~15°变化时,随着阻流角的增加,金属流速均方差先增大后减小,其阻流角区域等效应力值以及模具入口处沿挤压方向应力也逐渐增加;在定径带长度一定以及模具载荷允许的情况下,选择3°、5°、15°的阻流角可使模具出口处金属流速相对稳定,扁排成形性较好;当模具容易损坏时,选择3°和5°阻流角既可降低模具载荷又可获得板形均匀的扁排。
%Based on software Deform-3D, The finite element model ( FEM) for big flakiness ratio produced by conform continuous extrusion is established. This paper studies the metal flow at the exit of die and stress field′s di stribution with a variety of the choked flow angle during the process of conform continuous extrusion. The mean⁃square deviation of velocity at the exit of die can be gotten by analysis of variance, which is used for obtaining the effect of the choked flow angle on the formed of copper flat line . The results as follows: When choked flow angle of die changed from 3°to 15°, the mean square deviation of metal flow velocity increased at first and then decreased with angle increasing,at the same time , equivalent stress in the area of the choked flow angle and the stress across the extrusion direction at the entrance of die would be also increased. With a certain length of calibrating and under die loading,thechoked flow angles at 3°, 5°and 15°can make metal fl ow velocity relatively stable at the die exit. When die damages easily, the choked flow angle of 3° and 15° can not only reduce die loads ,but also get copper flat line which have homogeneous plate shape. The result could provide theoretical basis for the study of the continuous extrusion process and the optimization of technical parameters.【期刊名称】《材料科学与工艺》【年(卷),期】2015(000)004【总页数】6页(P42-47)【关键词】连续挤压;金属流动规律;应力场;阻流角;流速均方差【作者】赵鸿金;李涛涛;巢洁;杨正斌;胡玉军【作者单位】江西理工大学材料科学与工程学院,江西赣州341000;江西理工大学材料科学与工程学院,江西赣州341000;江西理工大学材料科学与工程学院,江西赣州341000;江西理工大学材料科学与工程学院,江西赣州341000;江西理工大学材料科学与工程学院,江西赣州341000【正文语种】中文【中图分类】TG372连续挤压作为一种新型有色金属加工技术,因其具有高效节能的生产优势,一经问世,就受到诸多国内外学者的关注.随着Conform连续挤压工艺和设备的不断创新和完善,国内外连续挤压技术理论机理研究及工程化应用方面都取得了一定进展[1-4],极大地推动了该技术的实际应用,且相关研究仍在不断进行.许多学者采用解析法、有限单元法等对连续挤压塑性成形过程理论进行了研究[5-7].随着计算机科学的不断发展,连续挤压塑性成形理论研究也由解析法转而趋向于有限单元法[8].储灿东等[9]采用刚粘塑性有限元模拟法得出了连续挤压全过程的应力-应变场以及温度场,王延辉等[10]采用数值模拟研究了通道长度对铜连续挤压产品性能的影响.目前已有研究者采用有限元法对连续挤压扁排成形过程塑性流动规律进行研究,并探讨模具结构参数及工艺参数对塑性流动规律、组织性能的影响[11-13].尽管众多研究者对此给予了广泛关注,但全面系统地研究尚有所不及,对大扩展比连续挤压[14-16]条件下模具的功能结构模块化和参数化、大扩展比连续挤压工艺与模具综合优化等重要核心问题尚需开展系统深入地研究.为此,本文将基于有限元分析软件Deform-3D对连续挤压进行数值模拟,采用该模型获得扁排物理场分布规律以及模具不同阻流角对扁排成形的影响,以期为连续挤压成形工艺的制定和实际生产提供可靠的理论支持.实验原料为某企业生产的纯铜杆坯,在纯铜杆坯上取样进行热力模拟实验,获得高温下的应力-应变曲线(图1),导入Deform-3D软件的材料库中,进行连续挤压模拟.大宽厚比铜扁排生产原理如图2所示,挤压轮和压实轮转速分别为0.837和1.432 rad/s.开始挤压时,坯料温度为20℃,工模具温度为500℃,工模具与坯料间的传热系数为30 N/(s·℃).选取Φ20 mm的铜杆作为坯料,采用TJ400连续挤压机挤出产品截面尺寸厚度为3 mm、宽度为100 mm、宽度与厚度交接处弧度r=0.5 mm的大宽厚比铜扁排.扩展腔的设计依据实际生产过程中所采用的结构,L为114 mm,l为62 mm,H为42 mm,h为30 mm,腔体通道长度为25 mm(图3);成形模具运用简单的平模结构,变形体直接进入模具定径带部位,定径带长度为3 mm.分析阻流角为3°、5°、7°、9°、11°、13°、15°对扁排成形的影响,研究阻流角对扁排成形影响规律.图4为成形模具结构,d为定径带尺寸,其中d=3 mm,阻流角到定径带的总长度为9 mm.2.1 连续挤压扁排金属流动规律图5(a)所示为金属在挤压轮摩擦力的作用下进入扩展模,可以看到,金属头部在扩展模内向上弯曲,这是由于下层金属流动速度比上层流动快,在连续挤压过程中,上层金属阻碍下层金属流动,使得头部上翘.图5(b)所示为金属进入扩展模后开始填充阶段,金属头部与模具接触后沿挤压方向阻力逐渐增大,根据最小阻力定律,金属开始沿扩展腔横向流动.由图5(b)可知,金属头部两侧金属流速较快,可达20 mm/s,而中间部位金属仅为10 mm/s.图5(c)、(d)为金属充满扩展腔,产品逐渐稳定成形阶段.由图5(c)扁排端部可知,扁排中间部位金属流速比边部快,且金属充满整个型腔后,扩展模内中间金属的流动速度大于两侧,形成一个Y型特征;在稳定成形阶段,中间部位金属与边部金属的流速差逐渐减小.2.2 金属的应力场分布图6为连续挤压稳定阶段等效应力分布.由图6可知,模具入口处和与堵头呈45°夹角位置应力值最大,金属变形剧烈.在模具入口处,金属由较大尺寸的扩展腔进入尺寸较小的模具,形变量非常大,出现应力集中现象,在模具入口处应力最大可达172 MPa.模具出口处金属存在一定的残余应力值,对后续工序拉拔过程会造成不良影响.因而,整个连续挤压过程中堵头位置和模具入口处是整个装置的危险部位,最先发生失效,如果经常拆卸,该部位可能发生磨损、严重变形、断裂等,进而影响挤压件的表面质量.2.3 挤压轮扭矩连续挤压过程中的挤压轮扭矩的大小反映了挤压变形的难易程度.图7为连续挤压过程中挤压轮扭矩-步数曲线.由图7可以看出,金属从径向运动的开始至稳定变形阶段,挤压轮扭矩直线上升.在稳定变形阶段,挤压轮扭矩仍呈现波动状态.导致这一现象的部分原因是数值模拟过程中网格划分精度不够导致收敛效果较差.稳定变形阶段金属与工模具表面的摩擦趋于一定,此时挤压轮的扭矩基本稳定,稳定挤压阶段扭矩平均值为29.1 kN·m.由于本文模拟的是整体模型的一半,因此,上面得到的挤压轮扭矩均为一半,稳定生产状况下的扭矩为58.2 kN·m.2.4 不同阻流角下模具出口处金属流速均方差图8为各阻流角下金属的流速均方差,可以看到,阻流角从3°~15°变化时,随着阻流角的增加,金属流速均方差先增大后减小,其均方差分别为:1.35、2.21、3.45、3.65、4.42、3.63、1.86.其中阻流角为11°时,流速均方差最大.此模具结构设计为:阻流角高度为6 mm,模具定径带长度为3 mm.在模具入口处增设阻流角后,金属在阻流角区域形成了一个速度分流层,随着阻流角增加,模具出口处金属流动速度逐渐降低,此时金属所受摩擦力受温度和变形状态影响,金属变形过程非常复杂,容易导致金属流出速度不稳定,出现向上或向下弯曲,影响产品平直度,对后续拉拔产生不利影响.由数值模拟结果可知,当阻流角为3°、5°、15°时,金属流速均方差较小,说明模具出口处金属流速相对较稳定.2.5 不同阻流角下金属的应力变化图9为金属等效应力场分布,可以看到,模具结构改变时,扩展腔内等效应力分布较均匀,均在100~120 MPa.模具入口处未添加阻流角时,在模具入口处塑性变形较大,应力集中.在模具入口处设置阻流角后,应力均匀分布在该区域,且随着阻流角的增加,该部位等效应力增加,缓解了模具入口应力过大造成的模具受损.当阻流角为3°时,模具入口处金属的等效应力约为160 MPa,随着阻流角的增加,等效应力逐渐降低,阻力角为15°时,等效应力约为140 MPa.由此可知,随着阻流角增加,阻流角区域等效应力值逐渐增加,而模具入口处等效应力值逐渐较小,这有利于保护模具,增加产品生产效益.2.6 沿挤压方向模具所受应力在连续挤压过程中,由于模具中间部位所受应力较高,容易发生严重塑性变形,如图10(a)所示.研究中采用增设阻流角的方法使模具出口处金属流速均匀,但阻流角的增添对模具载荷有很大影响.在模具入口处中间至边部位置每隔5 mm选取一点(图10(b))观察模具沿挤压方向所受应力随时间变化,由于Deform模拟中模具属性为刚性体,不利于观察模具应力变化,研究中根据作用力与反作用力原理,采取观察该部位金属沿挤压方向的应力变化的方法,得出模具所受应力变化的规律.在连续挤压过程中,随着金属径向流动的开始,模具在挤压方向上的应力开始呈直线上升,而后随着金属的流动,载荷呈稳态.图10(c)为不同阻流角下,金属在稳态成形过程中,模具入口处沿挤压方向所受平均应力.由图10(c)可知,模具沿挤压方向受压应力载荷,随着阻流角的增加,模具中间部位载荷逐渐升高;阻流角一定时,距中心距离越远模具应力越低,但在边部拐角处应力值出现剧烈上升的现象.因此,在定径带长度一定的情况下,增加阻流角,模具入口处各部位的载荷逐渐增强,致使模具损坏的几率升高.综上所述,当阻流角为3°、5°、15°时,金属流速均方差较小,模具出口处金属流速相对较稳定.随着阻流角增加,阻流角区域等效应力值逐渐增加,模具入口处沿挤压方向应力也逐渐增加.在定径带长度一定的情况下,增加金属入口角度,使模具所受载荷逐渐升高.由此可知,在模具载荷允许范围内,选择3°、5°、15°的阻流角可使模具出口处金属流速相对稳定;当模具容易损坏时,选择3° 和5°阻流角既降低模具载荷又获得了板形均匀的扁排.1)金属充满整个型腔后,中间金属的流动速度大于两侧,形成一个Y型特征,金属沿挤压方向上的流动类似于平模正挤压,变形区内的金属通常处于三向压应力状态,模具出口处金属的流速差较大.2)挤压开始至金属充满整个型腔阶段,挤压轮扭矩呈直线上升,稳定挤压阶段,挤压轮扭矩约为58.2 kN·m.3)模具阻流角从3°~15°变化时,随着阻流角的增加,金属流速均方差先增大后减小,其均方差分别为:1.35、2.21、3.45、3.65、4.42、3.63、1.86.随着阻流角增加,阻流角区域等效应力值逐渐增加,模具入口处沿挤压方向应力也逐渐增加. 4)在定径带长度一定以及模具载荷允许情况下,选择3°、5°、15°的阻流角可使模具出口处金属流速相对稳定;当模具容易损坏时,选择3°和5°阻流角既降低模具载荷又获得了板形均匀的扁排.【相关文献】[1]陈莉,裴久杨,刘元文,等.腔体结构对连续挤压金属流动的影响[J].塑性工程学报,2014,21(1):107-111.CHEN LI,PEI Jiuyang,LIU Yuanwen,et al.Effect of chamber structure on metal flowingin continuous extrusion[J].Journal of Plasticity Engineering,2014,21(1):107-111. [2]曹雪,刘元文,裴久杨.模具入口角度对铜排连续挤压扩展成形的影响[J].锻压技术,2013,38 (5):91-95,114.CAO Xue,LIU Yuan,PEI Jiuyang.Effects of die entry angles on copper bus bar continuous extrusion extending forming[J].Forging&Stamping Technology,2013,38(5):91-95,114.[3] FENG H,JIANG H,YAN D,et al.Microstructure and mechanical properties of a CuCrZr welding joint aftercontinuous extrusion[J].Journal of Materials Science&Technology,2015,31(2):210-216.[4]赵鸿金,胡玉军,李涛涛,等.工艺参数对连续挤压铜/铝复合接触线成形的数值模拟研究[J].材料科学与工艺,2015,23(1):95-100.ZHAO Hongjin,HU Yujun,LI Taotao,et al.The numerical simulation of Cu/Al contact wire forming during continuous extrusion cladding process[J].Materialsscience&technology,2015,23(1):95-100.[5]彭孜.连续挤压制备铜铝复合接触线的数值模拟[D].赣州:江西理工大学,2009.[6]何升立.连续挤压模具及其工艺参数的优化[D].合肥:合肥工业大学,2005.[7]赵鸿金,胡玉军,彭孜,等.铜/铝复合接触线连续挤压成形工艺参数[J].材料热处理学报,2014,35 (7):211-217.ZHAO Hongjin,HU Yujun,PENG Zi,et al.Forming process parameters of Cu/Al contactwire under continuous extrusion[J].Transactions of Materials and Heat Treatment,2014,35(7):211-217.[8]杨俊英,高飞,万萌萌,等.AZ31镁合金连续挤压扩展成形流动速度分布规律[J].中国有色金属学报,2014,24(11):2711-2717.YANG Junying,GAO Fei,WAN Mengmeng,et al. Flow velocity distribution rule of AZ31 magnesium alloy during continous extrusion expansion forming[J]. The Chinese Journal of Nonferrous metals,2014,24 (11):2711-2717.[9]储灿东,王东哲,彭颖红,等.连续挤压成形过程的温度场研究[J].塑性工程学报,2001,8(1):9-12.CHU Candong,WANG Dongzhe,PENG Yinghong,et al.Study on temperature field of continuous extrusion forming process[J].Journal of Plasticity Engineering,2001,8(1):9-12.[10]王延辉,裴久杨,陶莎.通道长度对铜连续挤压产品性能的影响[J].大连交通大学学报,2013,34(3):82-85.WANG Tinghui,FEI Jiuyang,TAO Sha.Effect of channel length on copper continuous extrusion properties[J].Journal of Dalian Jiaotong University,2013,34(3):82-85. [11]WU P,XIE S,LI H,et al.Effect of extrusion wheel angularvelocityoncontinuousextrusionforming process of copper concave bus bar[J].Transactions of Nonferrous Metals Society of China,2007,17(2):280-286. [12]陈红霞,王晓昱,周歆华.Conform连续挤压铝扁管生产线仿真建模及优化研究[J].锻压技术,2010 (3):153-157.CHEN Hongxia,WANG Xiaoyu,ZHOU Xinhua.Simulation modeling and optimization research of Conform continuous extrusion aluminum tube production line[J].Forging&Stamping Technology,2010(3):153-157.[13]YUN X,YOU W,ZHAO Y,et al.Continuous extrusion and rolling forming velocity of copper strip[J]. Transactions of Nonferrous Metals Society of China,2013,23(4):1108-1113.[14]代娜娜.大宽厚比铜排连续挤压物理模拟与生产实践[D].昆明:昆明理工大学,2012. [15]赵颖,运新兵,李冰,等.铜连续挤压扩展成形温度场的分析[J].塑性工程学报,2009,16(2):128-133.ZHAO Ying,YUN Xinbing,Li Bing,et al.The analysis of temperature filed of copper extending forming of continuous extrusion[J].Journal of Plasticity Engineering,2009,16(2):128-133.[16]运新兵,姚明亮,赵颖,等.阻流环及模具结构对大扩展比连续挤压成形的影响[J].塑性工程学报,2011,18(4):1-5.YUN Xinbing,YAO Mingliang,ZHAO Ying,et al. Effect of the preventing mould and diestructure on continuous extrusion deforming under large expansion ratio[J].Journal of Plasticity Engineering,2011,18 (4):1-5.。
铜及铜合金连续挤压技术的研究和应用

TLJ400 400 250 20
170
100~2000 1400
TLJ500 500 400 25
250
200~3800 2000
TLJ630 630 600 30
320
300~6400 3000
2 连续挤压技术在铜加工中的应用 与传统的挤压生产工艺相比,连续挤压技术取消了加热
连续挤压技术的工作原理如图 1 所示 :模腔位于挤压轮 侧面,坯料在旋转挤压轮的带动下进入挤压腔内,在轮槽摩 擦力的作用下,坯料温度升高压力加大,达到一定值后便从 模孔中挤出,形成产品。产品的尺寸与形状取决于模具,只 需简单地更换模具即可生产出不同规格的产品。
图 1 连续挤压原理图 近年来连续挤压技术在理论研究、技术创新与设备研发 等方面也取得了较多的进展,主要包括 :连续挤压金属变形 力学理论研究、连续挤压金属塑性变形过程的计算机数值模 拟、连续挤压设备三维制图技术与优化设计等。在装备方面 的主要技术创新包括 :渐变冷却长寿命挤压轮、大扩展比组 合式腔体、全自动液压换向增压器、长寿命高温合金连续挤 压模具、连续挤压生产线计算机智能控制系统、杆坯料表面 清理设备、端驱动前铰式锁靴系统等 [1]。
L 前沿技术 eading-edge technology
铜及铜合金连续挤压技术的研究和应用
童金林
(浙江力博实业股份有限公司,浙江 绍兴 312000)
摘 要 :本文介绍了连续挤压技术的工作原理和铜及铜合金连续挤压技术的研究进展和应用。
关键词 :铜及铜合金 ;连续挤压
中图分类号 :TG376
文献标识码 :A
1 连续挤压技术的工作原理 连续挤压技术是由英国斯普林菲尔德实验室提出的塑
性加工新技术,被誉为有色金属加工行业的一次技术革命。 我国连续挤压技术的发展始于上世纪八十年代中后期,通过 引进、吸收、消化得以不断提升。历经 30 多年的发展,我国 已成为连续挤压技术的设备生产大国和工艺技术应用大国, 工艺设备的应用涵盖了铜铝加工等多个行业、领域。从初创 时的仿制、改进,到现在的拥有自主知识产权的再创新,我 国已形成了完全具有自主知识产权的连续挤压关键技术体 系,并已具备国际先进水平。
铜扁线连续挤压成形过程的数值模拟

摘 要 : 采用D F R E O M软件 , 模拟铜扁线的连续挤压成形过程, 建立铜扁线连续挤压的刚粘塑性有限元模型, 揭示金属的变
形规律和优化工模具结构 。获得有关变形 网格 、 速度场、 温度场 、 等效应力及扭矩. 行程曲线 等完整信息。比较不 同结构模具 的铜 扁线成形表 明, 型臆体和模具所需 的扭矩 比 I Ⅱ 型的大。 与生产实践基本一致。模拟结 果对模具结构改进和优化具有指 导作 用。
随 着现代 制造 业 的高 速 发 展 , 塑 性成 形 工 艺 对 分析 和模具设 计方 面提 出 了更高 的要求 。若模 具设 计 不合 理或材 料选 择不 当 , 会 造 成 产 品 达 不 到质 则 量要求 , 造成 大 量 的次 品和 废 品。 为 了防 止 缺 陷 的 产生 , 以提 高产 品质 量 , 低 产 品成 本 , 内外许 多 降 国
的“ 过程 模拟” 常 重 要 。随 着 计 算 机技 术 的发 展 , 非 数 值模 拟在金 属成 形过 程 中的重 要价 值越来 越 大受
D F M 软件 进行 求解 和后处 理 的图形显 示平 台 。 E OR
1 1 有 限元模型 .
到重视 , 这一领域 已成为现代 国内外学者的研究热
的成 形 过程为 例 , 面形状 如 图 2所示 , 金 属流 动 截 对
分析和模具设计 中, 主要还是依靠 工程类 比和设计
经验 , 过反复 试模 修模 , 经 调整 工 艺参数 以期 望消 除 成形过 程 中的产 品缺陷 如失稳 起皱 、 填不 满 、 部 充 局 破裂 等。仅仅 依靠 传统 的经验 工 艺分 析和模 具设 计
大企业 和 研 究 机 构 及 大 专 院校 对 塑 性 成 形 件 的性
铜合金连续挤压工艺及模具设计要点分析

铜合金连续挤压工艺及模具设计要点分析在当前科学技术不断发展下,连贯型挤压工艺为当前应用的主要工件加工技术,将其应用到稀土金属加工工作中,能得到充分利用。
在文章中,基于对铜质合金材料的连贯型挤压操作程序、挤压操作过程以及工艺指标的选择和分析,研究了模具工件的整体架构、对模具结构、主要原材料等进行选择,促使其相关内容的合理性。
在对连贯型进行操作实验工作中,具体的操作过程进行了完整的铜排工件,其具备的操作过程和作业也保证处置程序、挤压技术指标以及模具工件结构的合理设计,从而对这些内容都展开了研究,并获得有效参考。
标签:铜合金;连续挤压;工艺;模具一、连续挤压挤压为生产中的主要方法,主要用在有色金属、钢铁材料的成型加工工作中,对一些复合材料、粉末材料的加工也同样适用。
传统方式下,挤压方法具备间歇性,实际的生产效率比较低。
由于摩擦性的引起,产品的组织性能不均,具备的能耗也较大,同时,传统挤压设备的造价也更高,所以,为了对其产生的问题进行解决,需要实现连续性挤压方法,以促使其优化使用。
连续挤压中的挤压机,其组成部分主要为挤压轮、堵头、挤压,模等,是一种带有轮槽的连续旋转的挤压轮。
基于轮槽和坯料之间的,摩擦力,会直接导入坯料,保证在挤压轮槽中与触头接触。
在该情况下,发现坯料模腔,因此会在挤压模孔连续挤压,使之产生产品。
所以说,连续挤压具备较大优势,能基于连续挤压方式,对产品进行生产。
当实现连续挤压生产工作中,当使用的坯料为盘杆,要在期间对坯料实现预处理工作,保证能将表面的坯料油污、氧化皮等进行清理,从而维护产品的整体质量。
当产品从模腔内挤出、其温度不断升高的时候,实现连续挤压后,需要利用水箱将其冷却,以免氧化。
为了提高产品的质量,还可以使用超声波探伤装置,维护产品的整体质量,也要针对其不合格产品,对工艺进行调整。
连续性挤压与传统挤压存在较大不同,如:连续挤压的生产线更为灵活,使用的设备占地面积小,需要的投资成本也少。