模拟焊后热处理制度对临氢12Cr2Mo1R钢板性能的影响
热加工工艺对Cr12MoV钢的共晶碳化物影响

热加工工艺对Cr12MoV钢的共晶碳化物影响Cr12MoV冷作模具钢C含量1.5%,Cr含量达到12%,属莱氏体钢,组织中含有大量的共晶碳化物呈不均匀分布,若不均匀性严重,将造成模具在锻造或热处理时开裂、过热及变形,并使模具在使用过程中易出现崩裂等缺陷,生产时必须加以工艺控制使其细小、均匀分布。
为研究热加工工艺对共晶碳化物的影响,本文从加热温度、锻造方式及锻造变形比三个方面对共晶碳化物的不均匀性进行对比分析,确定影响共晶碳化物的主要因素,以便更好地指导生产。
表1 试验用料的化学成分(质量分数)(%)表2 试验工艺1.试验用料及方法试验用料采用EAF+LF+VD冶炼,模铸1.2t八角锭(头部440mm/尾部360mm/高度1200mm)和6.3t矩形锭(头部891mm×655mm/尾部800mm×510mm/高度1580mm),快锻机锻制120~240mm×310~610mm扁钢。
试验用料化学成分如表1所示。
试验工艺如表2所示。
试验后,在相当于钢锭头部的扁钢横截面对角线1/4处切取纵向试样,经研磨抛光后制成金相试样,用4%硝酸酒精溶液腐蚀,根据GB/T14979标准中第四评级图对共晶碳化物的不均匀性进行分析及评定。
在平民非虚构写作热潮中,新媒体发挥了助推作用。
新媒体用户既是信息的接受者,又是信息的发布者,这种用户参与的写作,颠覆了传统意义的写作,催生并推动了平民非虚构写作。
2.试验结果及分析讨论Cr12MoV钢铸造态的共晶碳化物形貌如图1a、图1b所示,钢锭结晶时沿晶界呈鱼骨状析出,扫描电镜面扫描和能谱分析结果如图2所示,主要以Cr为主,其次是Fe,并含有少量的Mo和V,热加工后将沿变形方向不均匀分布,根据热加工工艺不同呈带状和网系分布,如图1c、图1d所示,因此,热加工工艺对共晶碳化物是否均匀分布起决定作用,针对加热温度、锻造方式及锻造变形比对共晶碳化物的影响进行了试验。
模拟焊后热处理对12Cr2Mo1R厚钢板冲击性能的影响

图 2 95 mm 厚 12C r2M o1R 钢板经 920 正火 + 735 回火后的显微组织 ( a) 光学金相; ( b) 扫描电镜; ( c) 透射电镜; ( d) 能谱分析
F ig 2 M icro structure o f 12Cr2M o1R heavy p la te w ith thickness o f 95 mm a fter no rm aled a t 920 and tempered at 735 ( a) op tical m icrograph; ( b) SEM; ( c) TEM; ( d) EAD
模拟焊后热处理制度对临氢12Cr2Mo1R钢板性能的影响

·试验研究·
宽厚板
WIDE AND HEAVY PLATE
Vol. 18,No. 1
February 2012 ·5·
模拟焊后热处理制度对临氢 12Cr2Mo1R 钢板性能的影响
吴艳阳 温 冰 牛红星 张 萌
( 舞阳钢铁有限责任公司)
摘 要 介绍了模拟焊后热处理制度对临氢 12Cr2Mo1R 钢板性能的影响,结果表明: 相同的模拟焊后温 度下,随着模拟焊后时间的延长,钢板的强度降低,延伸率升高,模拟焊后时间的延长对钢板的冲击性能、晶粒 度、显微组织影响不大。
T -3
正火 + 回火 + 最小模拟焊后 690 ℃ × 8 h 出炉空冷
300 300 300 100 100 100 2. 49 2. 51 2. 49
T -4
正火 + 回火 + 690 ℃ × 26 h ,控制装出炉温度及升降温速度
297 283 300 100 100 100 2. 45 2. 38 2. 49
出现上述性能变化规律,是因为模拟焊后热 处理的过程相当于一个时效过程。随着时效时候 的延长,钢板的拉伸性能逐渐恶化。由钢板的金 相组织检验结果可以看出: 钢板经正火 + 回火热 处理后,其组织为回火贝氏体,可以看出明显的奥 氏体晶界,其晶内析出大量的弥散的点状合金碳 化物。经 690 ℃ × 6 h( 控制升降温速度和装出炉 温度) 模拟焊后热处理后,晶内析出物明显增多, 且在奥氏体晶界上析出一定量的合金碳化物。钢 板经 690 ℃ × 6 h( 空冷) 模拟焊后热处理后,晶内 及晶界均析出颗粒状合金碳化物,形貌与钢板经 690 ℃ × 6 h( 控制升降温速度和装出炉温度) 形 貌接近。进一步延长模拟焊后保温时间,钢板经 690 ℃ × 26 h( 控制升降温速度和装出炉温度) 模 拟焊后热处理后,晶内、晶界析出物进一步增多, 晶内析出物尺寸不变,呈弥散状分布。对于 Cr - Mo 钢板,其成分中含有 Cr、Mo 等强碳化物形成 元素,强烈推迟奥氏体向珠光体的转变,所以钢板 经正火、回火热处理后,组织为回火贝氏体,具有 良好的冲击性能和拉伸性能。Cr - Mo 钢中强度 主要依靠 C 元素、合金元素的固溶强化以及在晶 界及晶内析出碳化物的析出强化效果来实现。
热处理工艺对12Cr2Mo1R钢的组织和性能影响

2 0 1 3 年8 月
山 东 冶 金
S h a n d o n g Me t a l l u r g y
V0 l 35 NO . 4 Au g u s t 2 01 3
试验研究 ;
热 处 理 工 艺对 1 2 Cr 2 Mo 1 R钢 的组 织和 性 能 影 响
蒋 善 玉
( 济钢集 团有限公司 技术 中心, 山东 济南 2 5 0 1 0 1 )
摘
要: 探讨 了不 同热处理工艺对 1 2 C r 2 M o l R 耐热钢板性能和组织的影响 , 结 果表 明 : 随正火温度的升高贝氏体增加 , 强度
提高 , 9 7 5℃正火 后 , 显 微组织 为 1 0 0 %贝 氏体 和 ( F e , C r ) , C 型渗碳 体 ; 随 回火温 度的提 高及 回火 时间 的延 长 , 强 度降低 , 6 O O℃ 回火时析 出的纳米强化相不断长大成针状 , 同时 , ( F e , C r ) , C 型渗碳 体不断球化 , 逐渐向( F e , C r ) C , 型转化 ; 正火处 理
2 试 验材料
试 验材 料采 用济 钢生 产 的厚度 为 3 0 m m 的
火处 理 后 , 可 获得 1 0 0 %贝 氏体 组 织 ( 见图 2 c ) 。由 此可 知 , 硬 度 随正火 温度 升高而 升高 的原 因是 由于 显微组织 中贝 氏体组 织 的相对含 量增加 引起 的 。
C S i Mn P S Cr Mo
选取 9 7 5 o C×5 0 mi n 正 火 处理 的试 样 , 分别 在
( 6 0 0 、 6 5 0 、 6 9 0 、 7 3 0℃) X 2h 和6 9 0℃ ×( 2 、 6 、 1 2 h )
焊后热处理对Cr9-Mol系材质硬度的影响分析
蔡建 刘娃 李新建 1 任兵兵2 ( 1 南通 万达锅 炉有 限公 司 2 西安 热工研 究院有 限公 司 )
摘
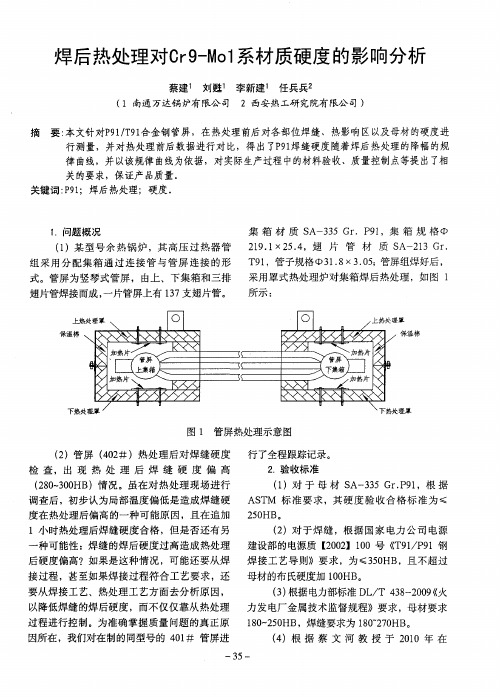
要: 本文针对P 9 1 / T 9 1 合金钢管屏 ,在热处理前后对各部位焊缝、热影响区以及母材 的硬度进 行测量,并对热处理前后数据进行对 比,得 出了 P 9 1 焊缝硬度随着焊后热处理的降幅的规 律曲线,并以该规律曲线为依据,对实际生产过程中的材料验收、质量控制点等提 出了相 关的要求,保证产 品质量。 关键词: P 9 1 ;焊后热处理;硬度。
●
采 取的验收规 范为 D L / T 4 3 8 — 2 0 0 9 中所要 求 所示 :
的数值 。
B H
加 卯 船
弛
"
¨
3 4
如
3
2 3
2 5
4 5
4
2 4
2 6
4 6
图 2 测点位 置的分布情 况 ( 2 )具 体硬 度检测结果 如表 1 所示 :
3响
的 学 术报 告 ,D L / T 4 3 8 — 2 0 0 9 标 准之 所 设 置 的规律
这个下 限 l 8 0 HB,主要是根据 长期实 践和试验
证 明 :1 4 0 ~ 1 6 0 HB的 P 9 1 钢 的力学性 能大 幅度
度在 热 处理 后偏 高 的一种 可 能原 因 ,且 在 追加 2 .验收标 准 ( 1 )对 于 母 材 S A一 3 3 5 G r . P 9 1 ,根 据
2 5 0 HB。
调 查后 ,初步认 为 局部 温度 偏 低 是造成 焊 缝硬 A S T M 标 准 要 求 ,其 硬 度 验 收 合 格 标 准 为 ≤
热处理工艺对2_25Cr_1Mo_0_25V钢低温韧性的影响

第15卷第9期2005年9月 中国冶金 China Metallurgy Vol.15,No.9 Sep.2005作者简介:周维海(19672),男,博士,高级工程师; E 2m ail :wang_cunyu @ ; 修订日期:2005205216热处理工艺对2125Cr 21Mo 20125V 钢低温韧性的影响周维海1, 张文辉1, 王存宇2, 崔占全2(1.中国第一重型机械集团公司技术管理部,黑龙江齐齐哈尔161042;2.燕山大学材料科学与工程学院,河北秦皇岛066004)摘 要:模拟实际大型锻件热处理工艺条件,研究了不同预备热处理和最终性能热处理工艺规范对2.25Cr 21Mo 20.25V 钢-30℃冲击韧性的影响,结果表明经调质预处理后的低温韧性随再奥氏体化温度的升高而降低,而经1200℃正火预处理后进行1040℃奥氏体化,不仅有利于碳氮化物充分溶解与合金元素的均匀化,同时有利用奥氏体的自发再结晶细化晶粒并获得较高的低温韧性。
关键词:2.25Cr 21Mo 20.25V 钢;低温韧性;热处理工艺;大型锻件中图分类号:T G 113.25+4 文献标识码:A 文章编号:100629356(2005)0920046203E ffect of H eat T reatment Process on the Cryogenic Toughness of Steel 2125Cr 21Mo 20.25VZHOU Wei 2hai 1, ZHAN G Wen 2hui 1, WAN G Cun 2yu 2, CU I Zhan 2quan 2(1.China Heavy First Industry ,Quality Management Department ,Qiqihar 161042,China ;2.College of Materials Science and Engineering ,Yanshan University ,Qinhuangdao 066004,China )Abstract :The heat treatment processes of large 2scale forge were simulated and the effects of the different heat treatment processes on the cryogenic toughness at -30℃of Steel 2.25Cr 21Mo 20.25V were investigated.The results show that after long time tempering the cryogenic toughness decreases with the re 2austenitizing temperature increasing.However ,after trea 2ted by normalizing at 1200℃and re 2austenitizing at 1040℃,not only the dissolving level of complex precipitates and hom 2ogeneity of alloying element can be improved ,but also the satisfactory cryogenic toughness can be obtained due to the grain refining resulting from the austenite spontaneous recrystallization.K ey w ords :steel 2.25Cr 21Mo 20.25V ;cryogenic toughness ;heat treatment process ;large 2scale forged work 2piece 加氢反应器是现代炼油工业的重大关键设备[1],2.25Cr 21Mo 20.25V 钢是近年来发展起来的适用于高温、高压条件下的新型加氢反应器用钢。
12Cr2Mo1VR(H)钢板材质分析及交货状态
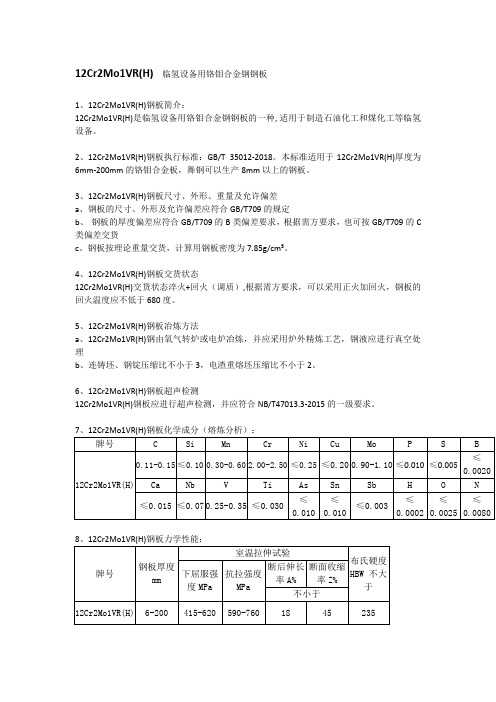
12Cr2Mo1VR(H)临氢设备用铬钼合金钢钢板1、12Cr2Mo1VR(H)钢板简介:12Cr2Mo1VR(H)是临氢设备用铬钼合金钢钢板的一种,适用于制造石油化工和煤化工等临氢设备。
2、12Cr2Mo1VR(H)钢板执行标准:GB/T 35012-2018。
本标准适用于12Cr2Mo1VR(H)厚度为6mm-200mm的铬钼合金板,舞钢可以生产8mm以上的钢板。
3、12Cr2Mo1VR(H)钢板尺寸、外形、重量及允许偏差a、钢板的尺寸、外形及允许偏差应符合GB/T709的规定b、钢板的厚度偏差应符合GB/T709的B类偏差要求,根据需方要求,也可按GB/T709的C 类偏差交货c、钢板按理论重量交货,计算用钢板密度为7.85g/cm³。
4、12Cr2Mo1VR(H)钢板交货状态12Cr2Mo1VR(H)交货状态淬火+回火(调质),根据需方要求,可以采用正火加回火,钢板的回火温度应不低于680度。
5、12Cr2Mo1VR(H)钢板冶炼方法a、12Cr2Mo1VR(H)钢由氧气转炉或电炉冶炼,并应采用炉外精炼工艺,钢液应进行真空处理b、连铸坯、钢锭压缩比不小于3,电渣重熔坯压缩比不小于2。
6、12Cr2Mo1VR(H)钢板超声检测12Cr2Mo1VR(H)钢板应进行超声检测,并应符合NB/T47013.3-2015的一级要求。
9、12Cr2Mo1VR(H)钢板表面质量a、钢板的表面不允许存在裂纹、气泡、结疤、折叠和夹杂等缺陷,如有上述表面缺陷,允许清理,清理深度从钢板实际尺寸算起,不得超过钢板厚度公差之半,并应保证钢板的最小厚度,缺陷清理处应平滑无棱角,钢板不得有分层b、其他缺陷允许存在,深度从钢板实际尺寸算起,不得超过钢板厚度公差之半,并应保证缺陷处厚度不小于钢板允许的厚度c、钢板不准许进行焊补10、12Cr2Mo1VR(H)钢板晶粒度12Cr2Mo1VR(H)钢板晶粒度检验应在钢板试样模拟焊后热处理状态进行,奥氏体晶粒度为5级或更细。
热处理工艺对12Cr1MoVg钢板冲击韧性的影响
批号 0#1!" 0#10" 0#478 0#47"
击试样作扫描电镜 ( (>* ? #5#) 的断口分析, 结果见 表 1。
表1
批 号 0#47" 0#1!" 0#478 056 5 !06 5 056 5 0"6 5
扫描电镜断口分析结果
断口形貌 韧窝 = 准解理 准解理 = 二次裂纹 准解理 = 二次裂纹 准解理 = 小角 度晶界
!4, !5, !! 8, #, !5 !0, 3, !4 34, #3, 4" # 08
从扫描电镜观察的结果来看,冲击韧性不合批 次的钢板, 其断裂机理为准解理断裂。 准解理断裂一 般为穿晶断裂, 呈河流花样, 但河流较短且弯曲, 是 介于解理断 裂和延性韧窝断裂之间的一种断裂模 式, 宏观表现为结晶状断口。 而 0#47" 批冲击试样断口为部分韧窝和部分准 解理,故 在宏观上表现为部分纤维状和部 分结 晶 状。 因此, 从冲击性能指标上看, 虽然性能合格, 但并 !"#
试验料的化学成分
*+ 56 #5 56 1" 56 1" 56 1" , 56 5!# 56 5!0 56 5!0 56 5!0 ! 56 54#
$
( 56 5!! 56 5!3 56 5!3 56 5!3 ! 56 54# ’56 78 !6 54 !6 54 !6 54 *. 56 0" 56 0" 56 0" 56 0" / 56 !8 56 !" 56 !" 56 !"
( $)强韧性指标明显改善,屈服强度提高 9- / 0-’TL, 冲击韧性 71>( -5 ) 平均达到 #-;, 满足了国 家标准的要求。 !"#
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注: “T”表示头部,“W”表示尾部。
制度 1: 正火 + 回火; 制度 2: 正火 + 回火 + 690 ℃ × 8 h,控制装出炉温度及升降温速度; 制度 3: 正火 + 回火 + 690 ℃ × 8 h,空冷; 制度 4: 正火 + 回火 + 690 ℃ × 26 h,控制装出炉温度及升降温速度; 制度 5: 正火 + 回火 + 690 ℃ × 26 h,空冷。
Keywords Simulated PWHT,Strength,Elongation ratio
0 前言
焊后热处理( 简称 PWHT) 在锅炉及压力容 器等焊接结构的产品制造过程中占有重要的地 位。其主要目的是改善焊接接头的组织性能[1], 软化淬硬区,降低硬度、提高韧性及蠕变极限,防 止焊 接 结 构 的 脆 性 破 坏[2]; 松 弛 或 消 除 焊 接 应 力,防止延迟裂纹的产生和扩展,提高焊接结构的 使用可靠性和寿命。临氢 12Cr2Mo1R 钢被广泛 应用于国内石油化工行业的加氢反应处理状态下的拉伸性能
热处理状态 正火 + 回火
Rp0. 2 / Rm / MPa MPa
500
615
正火 + 回火 + 690 ℃ × 8 h ,控制装出炉温度及升降温速度
445
565
正火 + 回火 + 690 ℃ × 8 h 出炉空冷
480
580
正火 + 回火 + 690 ℃ × 26 h ,控制装出炉温度及升降温速度
415
540
正火 + 回火 + 690 ℃ × 26 h 出炉空冷
450
555
正火 + 回火
505
615
正火 + 回火 + 690 ℃ × 8 h ,控制装出炉温度及升降温速度
450
575
正火 + 回火 + 最小模拟焊后 690 ℃ × 8 h 出炉空冷
480
580
正火 + 回火 + 690 ℃ × 26 h ,控制装出炉温度及升降温速度
模 拟焊后热处 理 工 艺 采 用4 种 工 艺 制 度 : 690 ℃ × 6 h,空冷; 690 ℃ × 6 h,控制装出炉温度 为 300 ℃ ,升降温速度≤100 ℃ / h ; 690 ℃ × 26 h,空冷; 690 ℃ × 26 h,控制装出炉温度为 300 ℃ , 升降温速度≤100 ℃ / h 。
≤ 0. 016
≤ 2 × 10 - 6
≤
≤
20 × 10 - 6 80 × 10 - 6
·6·
宽厚板
第 18 卷
试验样生产工艺流程: 电炉炼钢→LF 炉精炼 →VD 炉真空脱气→喂丝→模铸 / 连铸→清理加 热→轧板→探伤→正火( 可加速冷却) →回火。 随后在钢板上取科研试样进行模拟焊后热处理试 验。
第1 期
吴艳阳等: 模拟焊后热处理制度对临氢 12Cr2Mo1R 钢板性能的影响
·7·
杂并且不随着模拟焊后时间的升高呈单一变化。 模拟焊后热处理温度、保温时间相同情况下,钢板 控温状态下钢板的抗拉强度和屈服强度低于不控 温状态下钢板的强度。
2. 2 冲击性能 钢板交货状态及经不同模拟焊后热处理后冲
W -5
正火 + 回火 + 最大模拟焊后 690 ℃ × 26 h ,出炉空冷
271 285 288 100 100 100 2. 34 2. 38 2. 41
由表 3 可以看出,钢板交货状态与模拟焊后 状态均具有良好的冲击性能,随着模拟焊后时间 的延长,钢板冲击性能并未产生明显的脆化现象。
2. 3 金相组织 钢板交货状态及不同模拟焊后热处理状态下
高分项目。由于制造厂在把钢板卷成筒体后,要 进行多次焊后热处理,故临氢 12Cr2Mo1R 钢板均 要求模拟焊后的性能。研究模拟焊后热处理制度 对临氢 12Cr2Mo1R 钢板性能的影响,对钢板以后 的生产工艺的制定具有重要的指导作用。
1 试验材料
试验 材 料 选 用 舞 钢 生 产 的 76 mm 厚 临 氢 12Cr2Mo1R 钢板,其化学成分见表 1。
对试验钢板头部和尾部厚度 1 /4 位置切取科 研样坯,执行以上 4 种模拟焊后热处理工艺,随后 进行常温拉伸试验和 - 30 ℃ 低温冲击试验及晶 粒度、金相组织观察。
2 试验结果
2. 1 拉伸性能 钢板交货状态及经不同模拟焊后热处理后拉
伸性能如表 2、图 1 所示。
序号 T -1 T -2 T -3 T -4 T -5 W -1 W -2 W -3 W -4 W -5
表 1 化学成分 /%
C
Si
Mn
P
S
Cr
Mo
Ni
Cu
Sb
Sn
As
[H]
[O]
[N]
0. 060 ~
0. 170
≤ 0. 100
0. 270 ~
0. 630
≤ 0. 010
≤ 0. 010
1. 900 ~
2. 600
0. 870 ~
1. 130
≤ 0. 200
≤ 0. 200
≤ 0. 003
≤ 0. 015
T -5
正火 + 回火 + 最大模拟焊后 690 ℃ × 26 h 出炉空冷
300 291 300 100 100 100 2. 5 2. 42 2. 49
W -1
正火 + 回火
258 280 277 100 100 100 2. 29 2. 39 2. 31
W - 2 正火 + 回火 + 最小模拟焊后 690 ℃ × 8 h 控制装出炉温度及升降温速度 275 259 269 100 100 100 2. 37 2. 28 2. 3
关键词 模拟焊后热处理 强度 延伸率
The Effect of Simulated Post Welding Heat Treatment on the Properties of 12Cr2Mo1R Steel Plate in Hydrogen Environment
Wu Yanyang,Wen Bing,Niu Hongxing and Zhang Meng
第 18 卷第 1 期 2012 年 2 月
·试验研究·
宽厚板
WIDE AND HEAVY PLATE
Vol. 18,No. 1
February 2012 ·5·
模拟焊后热处理制度对临氢 12Cr2Mo1R 钢板性能的影响
吴艳阳 温 冰 牛红星 张 萌
( 舞阳钢铁有限责任公司)
摘 要 介绍了模拟焊后热处理制度对临氢 12Cr2Mo1R 钢板性能的影响,结果表明: 相同的模拟焊后温 度下,随着模拟焊后时间的延长,钢板的强度降低,延伸率升高,模拟焊后时间的延长对钢板的冲击性能、晶粒 度、显微组织影响不大。
物析出量随之增大,固溶强化效果的减弱导致钢 板的拉伸性能降低。因此钢板随着模拟焊后时间 的延长,钢板的抗拉强度、屈服强度逐渐降低。
图 1 钢板头、尾部不同状态下的拉伸性能
由表 2、图 1 可以看出,钢板交货状态下具有 较高的抗拉强度和屈服强度,钢板经模拟焊后热 处理后,其抗拉强度、屈服强度均下降,延伸率上
升,断面收缩率变化不大。随着模拟焊后热处理 时间 的 延 长,钢 板 的 抗 拉 强 度、屈 服 强 度 逐 渐 下 降,钢板的延伸率逐渐升高,断面收缩率变化较复
( Wuyang Iron and Steel Co. Ltd)
Abstract The article introduces the impact of different PWHT schedules on the properties of 12Cr2Mo1R steel plate in hydrogen environment. The results show that with the extending of simulated post welding heat treatment duration under the same PWHT temperature,the strength of steel plate decreases and the elongation ratio increases. The extending of the simulate post welding heat treatment duration has little influence on the impact property,grain size and microstructure of the steel plate.
T -3
正火 + 回火 + 最小模拟焊后 690 ℃ × 8 h 出炉空冷
300 300 300 100 100 100 2. 49 2. 51 2. 49
T -4
正火 + 回火 + 690 ℃ × 26 h ,控制装出炉温度及升降温速度
297 283 300 100 100 100 2. 45 2. 38 2. 49
击性能如表 3 所示。
序号 T -1
表 3 钢板交货状态及经不同模拟焊后热处理后冲击性能
热处理状态
- 30 ℃ V 型 AKV / J
ψ/%
侧膨胀值 / mm
正火 + 回火
287 291 286 100 100 100 2. 45 2. 51 2. 43
T - 2 正火 + 回火 + 最小模拟焊后 690 ℃ × 8 h 控制装出炉温度及升降温速度 300 283 283 100 100 100 2. 52 2. 4 2. 38