欧马克砌块成型机
混凝土砌块制造设备规格

混凝土砌块制造设备规格一、设备概述混凝土砌块制造设备是一种专业设备,可用于大规模生产各种规格的混凝土砌块。
该设备采用先进的电气控制技术和液压技术,具有高效、环保、节能等优点。
二、设备组成1. 混凝土砌块制造机:该机是制造混凝土砌块的核心设备,主要由机架、压头、模具、下料箱、送料器、振动器、液压系统、电气控制系统等组成。
2. 搅拌机:该机是混凝土制备的重要设备,主要由电动机、减速机、搅拌桶、传动装置等组成。
3. 输送机:该机用于将混凝土从搅拌机输送至制造机,主要由输送带、驱动装置、支撑架、辊筒等组成。
4. 堆垛机:该机用于将成品砌块从制造机取出并堆放,主要由机架、升降装置、输送装置、电气控制系统等组成。
5. 其他辅助设备:如水泵、压缩机、气动元件等。
三、设备性能1. 生产效率:制造机每小时生产砌块数量不少于2000块。
2. 砌块规格:可生产各种规格的混凝土砌块,如实心砖、空心砖、路沿石、人行道砖等。
3. 砌块尺寸:可根据客户需求定制不同尺寸的砌块,如常见的390*190*190mm、390*140*190mm等。
4. 电气控制系统:采用PLC控制系统,可实现自动化生产,具有故障自诊断、报警提示等功能。
5. 液压系统:采用进口液压元件,具有稳定可靠的性能,可实现多级压制,确保砌块质量。
6. 运行稳定性:设备运行稳定,噪音小,寿命长,保养简单。
四、设备技术参数1. 电源:380V/50Hz2. 总功率:30kW3. 外形尺寸:6000*1800*2800mm4. 砌块压力:100-150T5. 生产周期:15-20秒/块6. 生产线长度:150m7. 砌块密度:不小于1.6g/cm³五、设备优势1. 高效:设备采用先进的液压技术和电气控制技术,生产效率高,每小时可生产2000块砌块。
2. 环保:制造砌块过程中无尘、无噪音、无污染,符合环保要求。
3. 节能:设备功率小,节能效果显著。
4. 稳定性:设备运行稳定,噪音小,寿命长,保养简单。
机电产品在砌块成型机上的应用
台达机电产品在砌块成型机上的应用由于建筑行业的迅猛发展,对于各种型号的砖构件需求量日益加大。
用于建筑业的砖构件原材料粘土日益减少,而且土地回生能力很弱,原先制砖对土地支持消耗巨大;并且实心红砖产品型号单一,难以满足各种场合的应用要求。
国家已出台文件将在近几年关闭所有实心粘土烧制砖的砖窑,以砌块成型砖取而代之。
再加上砌块成型砖在质量上较之于传统的烧制砖有明显的优势,成型速度也很快,而且是自然干燥,因此将成为未来制砖行业的主流。
本文结合台达机电自动化产品的集成应用项目介绍砌块成型机自动化原理。
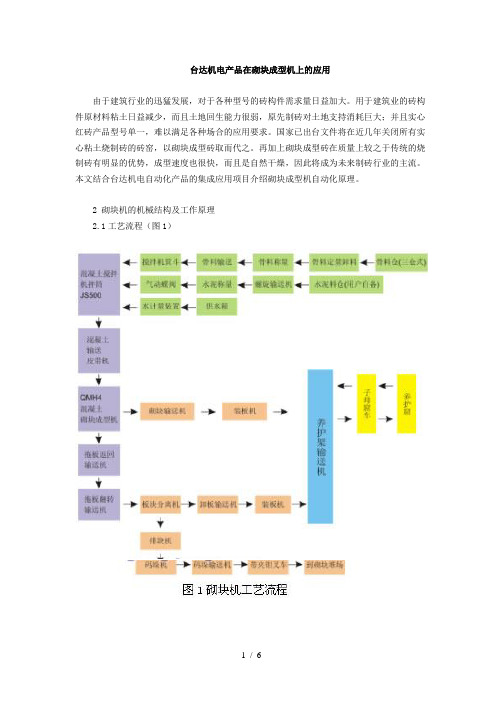
2 砌块机的机械结构及工作原理2.1工艺流程(图1)2.2 主体结构砌块机主要包括4部分:液压系统、;主机(主要包含机体、布料小车、模头、模模具、振动箱、配料箱等);出砖输送带;电控柜,如图2所示。
1)液压系统。
液压系统主要功能在于控制模头、模箱的升降,因为液压的平稳加压,使设备能保持稳定,不会有太大冲击。
有的机型还用液压系统控制振动电机(即油泵电机),以此来取代普通电机,解决了普通电机经常会烧毁的问题。
(2)主机。
主机整个机架由焊工焊接而成(图3)。
其中模具采用线切割加工工艺制造,保证砌块砖光滑无毛刺,尺寸精准;对于振动电机,原客户使用普通电机,由于频繁起停,经常造成电机烧毁,虽然经过多次改造,亦不能解决根本问题,于是采用了油泵振动电机,此举解决了电机烧毁的问题,但又出现漏油的弊端。
而利用变频器的限流来保护电机,效果明显,但因成本问题存在推广难度。
(3)出砖输送带(图4)。
出砖部分主要功能是将成品砖送离砌块机。
扫灰电机的作用主要是将落在成品砖上的废料清理掉,这样凉干后就不会有废料粘在上面,保持砖头的清洁。
(4)模具(图5)。
模具永远是各种成型机械的关键组件。
砌块机模具首先通过精确的计算机CAD设计,然后由高精度数控加工中心为核心的加工设备加工与先进的处理工艺,最后是高级工程技术人员利用丰富经验反复调试,得到型腔精度高,上下模间隙均匀一致,具有理想的硬度和使用寿命,创造出可观的经济效益。
可编程控制器在砌块成型机中的应用
浅析可编程控制器在砌块成型机中的应用摘要:本文介绍了砌块成型机的工艺过程及工艺要求,在生产工艺基础上利用plc控制器来实现砌块成型机,给出了砌块成型机的硬件构造和软件编程的实现方式。
关键词: 砌块成型机;可编程控制器;应用中图分类号:tu364 文献标识码:a 文章编号:2095-2104(2013)我国砖瓦机械装备是随着我国砖瓦生产的发展而发展,随着砖瓦生产工艺技术水平的提高而提高的。
随着我国国民经济的快速增长,城乡基本建设的强劲拉动,我国的砖瓦工业得到快速发展,砖瓦装备水平不断提高。
总结起来,主要经历以下三个发展阶段。
第一阶段是在国民经济的恢复和第一个五年计划时期。
在这个时期,国家开展了经济恢复和大规模城乡工农业建设。
城乡建设需要大量砖瓦,因此建设了一批国营砖瓦生产企业。
虽然我国砖瓦工业生产历史悠久,但都沿用手工操作,机械化程度几乎为零。
因此,这个时期我国除从国外引进一部分砖瓦生产设备外,国内砖瓦机械制造业从无到有,得到迅猛发展。
第二阶段是1965-1985年。
在这个阶段,首先由国家成立了砖瓦研究所,设在西安,同时确定砖瓦工业设计由原西北工业建筑设计院第五设计室负责,初步形成了砖瓦行业的科研与设计队伍。
其次,根据实际需要,先后又从欧洲引进制砖主要生产设备与技术,在科研设计单位紧密配合下,开始了消化吸收,并结合我国实际情,设计制造出适合我国砖瓦工业生产的各种新型设备(主要是粘土砖设备)。
这一时期,我国砖瓦工业装备技术水平由上世纪30年代跃到上世纪60年代的国际水平。
第三阶段是1985年至今。
在国家改革开放的方针指引下,国民经济和城乡基本建设高速发展。
在国家墙改政策强有力的推动下,砖瓦行业开展节约土地资源、节约能源、保护环境和资源综合利用,以粘土、页岩、煤矸石和粉煤灰为原料的烧结空心制品的整套设备及生产技术已完全发展成熟。
我国振动砌块成型机也是在此阶段逐步发展壮大。
目前我国砖机技术水平虽已得到快速提升,但距世界先进水平仍存在一定差距。
货车参数

福田欧马可C轻卡170马力4X2 厢式载货车(排半)(BJ5129VECEG)车身长度:8.84米轴距:4700mm车身宽度: 2.4米前悬: 1.195米后悬: 2.585米整车重量: 6.865吨额定载重:6吨最大总质量:11.995吨最大载重:0吨货箱参数>>货箱(斗)长度: 6.2米货箱(斗)宽度: 2.3米货箱(斗)高度: 2.3米货箱(斗、罐)体积:0立方米货箱(斗)形式:厢式东风EQ1141外形尺寸(长X宽X高)(mm):长:8490 宽:2470 高:2830货厢栏板内尺寸(长X宽X高)(mm):长:6100 宽:2294 高:550,600燃料种类: 柴油排放依据标准: GB3847-2005,GB17691-2005(国Ⅲ)转向型式: 方向盘轴数: 2 轴距(mm): 5000钢板弹簧片数(前/后): 8/10+8 轮胎数: 6前轮距(mm): 1940 后轮距(mm): 1860轮胎规格: 10.00-20,10.00R20总质量(kg): 14390 额定载质量(kg): 7990整备质量(kg): 6205 准拖挂车总质量(kg): 8400载质量利用系数: 1.31 半挂车鞍座最大允许承载质量(kg):驾驶室准乘人数(人): 3 额定载客(含驾驶员)(人):接近角/离去角(°): 25/14 轴荷(kg): 4740/9650前悬/后悬(mm): 1205/2285 最高车速(km/h): 90 车辆识别代号:LGAGEJ1N*LGAGEK1N*底盘型号、类别及生产企业: EQ1141KJ2 二类东风汽车有限公司发动机型号: 发动机生产企业: 排量(ML): 功率(ML):ISBE185 30;ISBE220 31 东风康明斯发动机有限公司;东风康明斯发动机有限公司5900;5900 136;162产品描述: 载质量(kg) 2995 发动机型号YC4110ZLQ((欧2) 整备质量(kg) 3755 功率(kW) 118/2800(160马力增压) 总质量(kg) 6945 扭矩(N.m) 430 车厢内部尺寸(mm) 3850,4100*2210,2254*600,700 百公里油耗(L/100km) 18 外形尺寸(mm) 6675,6925*2408*2616,2516 轮胎规格8.25-20-14PR 轴距(mm) 3950 产品生产单位东风汽车有限公司商用车公司外廓尺寸(长)mm 6800 车厢内部尺寸(长x宽x高)(mm)4440*2280*800轴距(mm)3950 轮胎规格9.00-20 总质量(kg)10500 整备质量(kg)6000额定载质量(kg)4305麻烦按如下分类给详细说明下:车长车宽车轴载重体积重型车长≥6m或总质量≥12000kg中型车长≥6m,4500kg≤总质量<12000kg轻型车长>6m,总质量<;4500kg微型车长≤3.5m,装载质量≤750kg一般七米二往下的宽是两米一,七米二到九米六是两米三,九米六和普通半挂两米四.17.5高低板2.5米,2.7米只有解放规范点:5.4米3吨 5.8米5吨 6.2米6吨 6.8米6吨7.2米7吨(8吨) 7.7米8——10吨8.2米10吨8.8米10吨(11吨)9.6米(单桥11吨,后八轮13吨.前四后八13吨17吨27吨) 挂车13米和17.5。
砌块成型机工作原理

砌块成型机工作原理
砌块成型机工作原理:
砌块成型机通过一系列的机械和电气系统,将原材料(如水泥、砂浆、砂、石灰等)按照一定的比例混合,并加水搅拌,形成砌块所需的混合物。
然后,将混合物装入成型模具中,经过压力作用,使之成型。
最后,经过一定的养护时间,砌块从模具中取出,并经过烘干和固化处理,最终得到成型的砌块。
具体工作原理如下:
1. 原材料的配料:首先,将所需原材料按照一定比例投入到配料机中,并通过传送带或输送管道等方式传送到搅拌机。
2. 混合物的搅拌:原材料在搅拌机中通过机械或涡轮搅拌将其充分混合。
同时,根据需要加入适量的水,以使混合物具有一定的流动性。
3. 成型:混合物从搅拌机中排出,进入成型模具。
成型模具通常采用压力机械或液压系统,对混合物施加一定的压力,使之在模具中成型。
4. 养护:成型后的砌块从模具中取出,并放置在室外或特定环境中进行养护。
养护的时间可以根据砌块材料和规格的不同而有所区别。
5. 烘干和固化:经过一定的养护时间后,砌块需要进行烘干和固化处理。
通常采用烘干设备和固化室,通过控制温度和湿度来加速砌块的固化过程。
6. 成品砌块:经过烘干和固化后,成品砌块可以进行包装和运输,以便后续的使用或销售。
通过上述步骤,砌块成型机可以实现高效、快速和批量生产各种规格的砌块产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刑
3 欧马克 砌块成型机 的特点
3 1 低频 预振 和高频 主振 .
欧马克 Toi振动器共有 2 低频振动器用于布料 r c n 组。 振动、 预振动、 脱模振动和辅助振动; 高频振动器用于主振动 ( 成型振动)这主要是根据成型工艺的特点而设计的. 。 振动
目的是形成~个面料布料空间) 上模头返回原点 面料布 料 上模头下压( 在接近模箱时开始预振动, 此时不宜采用 过强的主振动. 否则底料中的大粒径骨料会跳到表面影响产
・l 5
新 型建 筑材 料 12 0 /0 2
维普资讯
新型墙体材料 与施工 N w W lMa r ladCnt ce e a t is n es u#n l ea r
维普资讯
N wW lMa r ad osufn e a tis n n ̄co 嘶型监咖 l ea C 1 i
I与船工 l l
摘要 : 舟绍欧马 克痢块成 型机及其特 点: 振动器有 2 . 组 实施
井治
( 德国欧马 克公司北京代表处 , 北京市 10 2 00 8
在地面上安装轨道 、 主机边生产边移动= 因为其产品质量稳
积的增大. 欧马克配备标准的振动系统: 独立的预振和主振 系统。 无论哪一种情况, 都必须配备上模振动系统 , 否则, 产
品会出现分层现象=
欧马克设备采用钢托板或术托板生产。 托板尺寸从 1 0 0 0 11 50I" 40m 13 0 I1~10 m×10 11, 3× 1 31 1 2013相当于每板 04 . 3 1 -15 的铺地砖或 4 5 ~1 块标准砌块。 该机以托板大小分类. 标 准型号有 15 2 型和 10 4 型两个系列十几种不同配置般 备采 用台振设计, 二次布料系统是设备的标准配置。 视产品不同,
偏心块的作用方向一致 , 振动力相互叠加 , 此刻的激振力为 最大状态; 当2个偏心块的夹角为 10( 2 8 即 个偏心块处于 相反方向) 2 时, 个偏心块力的作用方向相反 , 振动力相互抵
消, 此刻激振力为最 小值0即没有振动。 , 改变2 个振动偏心
块的相对夹角, 激振力也相应改变, 从而实现激振力的连续 变化. 满足不同的产品需要: 振动系统激振力为 0和最大时 受力状态分别见图 2a、b。 ()()
品美观) 主振动( 根据产品类别. 自动开启辅助振动) 上 模头微动提升( 此刻脱模开始, 为了避免形成脱模真空, 伴有 轻微的脱模振动) 模箱升高到设定的原点位置” 这样一个 过程 在这个过程中, 低频振动使用 3 次, ~4 高频( 振动 主) 仅仅使用 1 这是因为, 次: 在不同的工艺阶段. 所需的激振力 是不同的: 例如. 在脱模振动时如果仍采用高频振动, 则强烈 的余震会对产 品造成极大的损害, 导致产品出现裂纹或变
成型周期从 1 ̄2 不等 2 0s
. . .
、
定性差、 规模太小、 占地面积大, 目前我国限制其发展: 第二 类是以美国公司为代表的台振式 , 通过连接在模具上的振动 源实现振动。 台振设备的特点是托板面积比较小( 一般每板 成型 1 块 30m ~4 9 m×10m 9 mx10m 9 m砌块)不带有二 、 次布料装置. 产品品种单一( 主要使用在空心砌块的生产) , 优点是成型速度快( 一般为 6 )第三类是以德国为代表 -9S 的台振设备, 振动源不直接连接在模具上. 而是通过位于模 具下方的振动台实现振动能量的传递: 其缺点是成型周期长 ( 一般为 1-2 , 2 0s视产品而定)优点是托板面积大( , 最大设
系统示意见图 1 。
一
带有二次布料、 产品品种范围广。
2 欧马克设备简况
欧马克设备是基于多品种、 多用途的理念而设计的, 适
,
锄 础、 、 堕
’\ 振动 台
合高质量混凝土制品的需求。 它不仅能生产各种混凝土空心 砌块. 同时还可生产铺地砖、 路缘石、 花园砖 、 挡土块 、 水利砌 块、 公路护坡石等混凝土制品= 根据设计, 特殊专用的振动台 和填料系统可以满足不同产品的需要。 在欧马克的所有设备中, 只有 156 型主机采用 2种 2/0 不同的振动系统配置供用户选择: 单组和双组振动器 一般 睛况下, 如果用户只生产铺地砖、 空心砌块等高度尺寸较小 的产品. 配备单组振动器即可以满足激振力需要: 如果用户 生产路缘石 、 花盆砖等高度尺寸较大的产品. 则必须配备双 组振动器, 否则, 会因单组振动器的激振力达不到要求. 而造
液压系统采用电渣 比例 阀; 运动部件 的位移通过数 字编码 器控制 :
定 量 喂 料 等
关键词 : 欧马克砌块成 型机 ; 台振 ; 预振 ; 智能变频 ; 气动悬挂
1 砌块 成型机的类型及特点
目 世界各国都在大力发展砌块制造设备, 前. 大大小小 的厂家有几百家。 从振动原理和设备的设计原则上划分, 所 有砌块制造设备可分为三大类: 第一类是移动式 . 这种设备
低频预振和高频主振, 既有利于保证产 品质量 , 又延长设备寿命 ; 采 用智能变频控制 , 呵使振动马达速度在 5 0 4 D 0 - 5 0次/ i a r n町调 智 能变频和 自 动调整相位的高效结合 . 实现 了振频和激振力的 自 动词
整 ; 过变频器快速制 动马达 , 利砌块正常脱模 ; 通 有 模具 气 动 悬 挂 :
成产品质量不合格。 对于 10踟 型以上的设备 . 4/ 因为托板面
ቤተ መጻሕፍቲ ባይዱ瓢
图 1 振动 系统 示 意
台振设备一般配备二次布料 , 在生产带有面料的产品
时, 成型机要完成 底料布料( 布料过程中 伴有轻微 振动. 称 为布料振动) 上模头下压平料( 上模头进人模箱约 5m m,