意大利savio自动络筒05年ORION PC参考说明
络筒机张力控制技术
精密陶瓷制栅栏式张力器
张力大小可由电脑控制统一设置。由于各锭单 独设置控制张力, 并且对从接头后开始起动直 到管纱退绕接近结束时的张力变动进行补正, 因此, 管纱的卷绕实现了自始至终以“恒定的 卷绕张力”进行超高速卷绕。
张力的设置, 只需输入所用纱的品种、纱支及 卷绕速度即可。
陶瓷栅栏式张力装置对纱线的控制一旦设定, 就不再改变。
该技术为日本村田机械株式会社自动络 筒机络纱张力控制技术方面的专利。
跟踪式气圈控制器
退绕气圈通过有弹性地收缩或膨胀实现 贮存或释放纱线, 稳定退绕张力。
但随退绕气圈高度的进一步增大, 气圈极 度的膨胀, 实际上存在空间的限制, 使得 气圈形态不稳定, 导致退绕张力极不稳定, 造成纱线退绕张力突破, 产生非纱疵性 头, 同时造成卷绕张力不恒定,卷绕成型恶 化。
络纱张力过大, 卷绕成形不良, 非疵点断 头增多, 纱线制成率下降, 纱线浪费多, 同 时纱线内能消耗大, 其内在质量损伤大, 使纱线弹性下降, 不利于后续加工, 影响 最终产品的内在质量。
络纱卷绕张力的工艺要求
在保证成形良好的前提下, 络纱卷绕张力 尽可能小而且要均匀稳定一致。
精密络筒机纱线张力控制
积极式络纱张力控制技术—
电磁式络纱张力自调控制系统 意大利Savio 的Orion 及德国Sahlafhorst 的Autoconer 338,属于反馈式自适应络纱张力调节系统。
积极式络纱张力控制系统原理图
张力装置由两个不同轴, 但同轴心线, 同步旋转 的张力盘组成。其中, 一盘为带有电磁线圈, 只 作旋转运动的静止盘, 另一盘为既可与静止盘 同步旋转又可作轴向移动的动盘。纱线在两盘 之间按一定速度通过。
总结
积极式络纱张力控制技术充分发挥机电一体化 自动控制技术, 通过络纱张力检测器反馈信息, 调节张力装置对纱线的压力或络筒转速, 确保 络纱张力稳定。
意大利savio自动络筒05年ORIONPC参考说明

意大利savio自动络筒05年ORIONPC参考说明ORION主要数据的设置设定(齿轮图标)基本值系统所有各节主要工作数据辅助设备各节基本设定--单锭配置数据--单锭设定循环槽筒纱线张力传感器控制筒管操作参数防带状纱打结器空拈器技术参数1.基本值--机器名称----NETWORK--机器编号: 1 MACHINE IP ADDRESS机器序列号: 321-016-01 SUBNET MASK--打印机-- SERVER IP ADDRESS⊙无⊙ KF MACHINE NAME--每班结束时打印-- DOMAIN NAME⊙生产数据--CLEARER TYPE--⊙ NOT INTEGRATED〇 LOEPFE2.系统--语言-- 计量单位—支数--口令更改--中文(CHINESE) Nm Tex Nec New 级别 1 级别 2--日期--计量单位—长度-- 日期/ 时间--YY/MM/DD 米02/05/16 16:09:12计量单位—重量--计时器--公斤 00 :003.所有各节锭数:60节数:1节序号:1第一锭:1末锭: 60--当前配置数据--节 1 :1--604.主要工作数据--操作参数--防带状纱装置--张力传感器-- --循环--管纱输送器-- 纱线编码:COTTON Nominal Count:14.5--操作参数--筒纱重量(gr):1500 筒纱长度(Mt):110000管纱重量(gr):58 管纱长度(Mt):3150Real Count:14.5 络纱速度(Mt/min):1200纱线数量:1 加速度:150滑动系数:1 上蜡装置(无:0;有:1):0--防带状纱--筒纱直径参数:3333--张力传感器--最小压力:8压力:10 Anti-Wrap Sensitivity:220--VSS可变速系统参数--可变速系统百分比:100 减速最大速度:20--循环--管纱输送器----循环--反转速度:50 筒纱寻纱尾次数:2长疵反转速度:100 管纱更换次数:2管纱寻纱尾次数:25.辅助设备⊙左手机型〇右手机型--吸风装置类型----发送数据-- ⊙人工TDE+变频器 Complete⊙ Motor Temperature Prob⊙ Overloading Motor〇Superba LinkYarn F. 管纱输送器落纱小车空管库筒纱传送带吸风装置除尘系统空管传送带筒纱传送带--筒纱传送带--传送带数量:0 转向器数量:0⊙机头⊙人工筒管传送带〇自动筒管传送带自动筒纱传送带上启动时所需筒纱数1:--吸风装置--⊙吸风电机⊙Magitex(意大利)停机时间(分钟):2〇Electro-jet(西班牙)除尘间隔次数:0空管传送带--空管传送装置--传送带数量:1〇机头⊙机尾6.各节基本设定(只可查阅)--单锭配置数据--7.单锭设定⊙张力控制装置(Booster)〇筒纱架⊙纱线张力传感器〇 C.A.P. Full Step〇不允许更换管纱〇断纱改向〇 Lycra Cycle 〇包缠时DWM方式处理〇清纱器测试〇 Forced Bobbin Change (Red Light)〇Forced Bobbin Change (Textile Alarm)--纱批----Yarn Feeler Sensor--⊙单批纱探纱传感器〇编码 1 ATX 1 BTSR 1〇编码 2 Sensor Value:70 注:①新式探纱传感器(与中探纱气阀一体)选择ATX1。
意大利萨维奥自动络筒机的工艺配置

Te t纺 器 e s re x _ 织 c 材 is I Ac s o e
V l3 S p l n o 4 u pe t me
Aug. 2 07 0
意大 利 萨维 奥 自动 络 筒 机 的 工艺 配置
蒋 少 军 孙 春 芳 ,
实现 与 国际接轨最 有效 的途径 之一 。我 国传统 的精
梳 毛纺 细纱后 的工序 是 : 线 一 捻线 一 络 筒 。在 国 并
外, 这些 工序 已 由电子 清 纱 单纱 自动 络 筒一 并 线 一
倍 捻 , 电子 清纱 单纱 自动络 筒一倍 捻 , 电子 清纱 或 或 单纱 自动络筒一 二 段加捻 流程 所代替 。这 种新 的生 产 工艺 流程 , 去 了股 线 络 筒 或并 线 和 股线 络 筒 两 省
பைடு நூலகம்
0 引 言
科 学 合 理地 引 进 国外 先进 纺 织设 备 , 高 我 国 提 纺织工 业技 术装 备水平 , 当今企 业提高 经济 效益 、 是
4 8锭 , 每小 时喂管 纱 10 0只 。该 机 最 主要 的特 点 0 是配 有 乌 斯 特 UAM— 型 电子 清 纱 器 和 美 斯 丹 D 40 9 L型空气 捻接 器 , 机器制 造精 良, 自动 化程 度高 , 故障 率低 , 纱质 量 上 乘 , 种适 应 性 强 , 一 种技 络 品 是 术 先进 、 使用 方便 的络 筒机 。
接 器合 理的 工 艺参数 , 并指 出 自动络 筒机是 降低 纱疵 , 高毛 纱质量和 生产 效 率的有 效手段 。 提 关 键 词 : 自动络 筒机 ; 电子 清纱 器 ; 空气捻 接 器 ; 用 ; 制 使 控
中 图 分 类 号 : 1 5 2 1 TS 0 . 1 文献标 识码 : B 文 章 编 号 :0 19 3 ( 0 7 S —0 40 1 0 —6 4 2 0 ) 20 3 —3
络筒概述
2.退绕张力的形成
P18
(1) 退绕点张力Tt和分离点张力T1
决定分离点张力的因素: 退绕点张力Tt(静平衡张力);摩擦力; 粘附力;惯性力。 欧拉公式:分离点张力 T1 = Ttekα 摩擦纱段增长,摩擦包围角α 增大,
T1将急剧增加。均匀分离点张力?
2.退绕张力的形成
三、影响络筒张力的因素
1.导纱距离:
单节气圈
P20
单节气圈
满管
5节气圈
空管
1节气圈
11节气圈
3节气圈
三、影响络筒张力的因素
2.络纱速度对纱线张力的影响:
P20
络纱速度增加,气圈回转角速度增大,由于空 气阻力影响气圈形状变化,摩擦纱段增长,分离点 张力增大,络筒张力随之增加 。
3.纱线线密度对纱线张力的影响:
2.张力装置的工作原理:
累加法:纱线通过两个互相紧压的平面,因摩擦而获得张力 T= T0+2f1n1+2f2N2+…+2fnNn
垫圈加压 弹簧加压
P22-23
压缩空气加压
在适当增加纱线张力均值的同时,不扩大张力波动的方差, 从而降低了纱线张力的不匀程度, 使不匀率下降.
2.张力装置的工作原理:
P24
纱线线密度大,退绕时气圈质量大,产生离心 力大,从而使纱线的退绕张力越大。
三、影响络筒张力的因素
4.纱路曲折度对张力的影响
托盘型 Bobbin-Tray Type
纱库型 Magazine
日本村田NO.21C型自动络筒机 (托盘型Bobbin-Tray Type)
四、均匀络筒纱线张力的措施
P20
四、均匀络筒纱线张力的措施
第一章 络筒(winding)
(3)改变纱管底部结构
气圈破裂器
(二)张力器的附加张力
目的:适当增加纱线的张力,提高张力均匀程度, 以卷绕成型良好、密度适宜的筒子。
(二)ቤተ መጻሕፍቲ ባይዱ力器的附加张力
1、累加法 圆盘式张力器特点
增加张力数值T=To+2fN T=T0+2f1N1+2f2N2+…+2fnNn 式中:To初张力;f 摩擦系数 N 正压力 特点: 不扩大其绝对波动的方差; 降低纱线张力的不均匀程度
络筒的目的和要求
目的: 1. 改变卷状形式:管纱 筒子 2. 清除纱线上的杂质和疵点。 要求: 1.张力大小适度均匀,波动小 2.尽量清除纱线上的杂质和疵点,接头质量好 3.筒子卷装坚固,成形良好
络筒的工艺流程
复习所学内容
内容安排
络筒张力分析 纱线的清洁和打结 筒子卷绕成形分析 络筒综合讨论
2.按卷绕角大小分:平行卷绕 α=3-5° 交叉卷绕 α=3-20° 3.从筒管边盘分: 有边筒子 无边筒子
筒子卷绕原理
筒子卷绕原理
卷绕角α : 纱线卷绕到筒子表面某点时,纱线的切
线方向与筒子表面该点圆周速度方向所夹的角,又称 螺旋线升角。
交叉角β : 等于来回两个卷绕角之和 络筒速度V:纱圈卷绕运动是回转运动和导纱器往
3、影响纱线退绕张力的因素
500mm 满管11个,管底三节,波动较小, 操作不便,用于自动络筒。 (2)络纱V↑ 则 ω↑ 张力↑ (3)纱线特数,特纱,张力大。 (4)纱曲折状态(导纱眼处,纱线折角)
导纱距离对退绕张力的影响
4、均匀纱线退绕张力的措施
(1)选择合理的导纱距离,方便操作 80—100mm(速度<700m/mm) (2)安装气圈破裂器:作用、形状、安装 新型气圈破裂器—气圈控制器: 能控制
savio五金安装使用说明

萨威奥五金贸易(上海)有限责任公司技 术 文 件SAVIO五金技术支持方案安装使用说明目 录SAVIO五金技术支持方案为了使门窗达到最佳开启状态,保证门窗的各项物理性能,需要让门窗公司了解SA VIO,熟练掌握安装方法及如何调试五金,使SA VIO五金与门窗公司在制作过程中更好的配合,从而保证SA VIO 五金在门窗的使用过程中达到最佳状态。
一.了解SAVIO1.公司历史背景意大利萨威奥(SA VIO)有限公司始创于1889年,距今已有117年的历史,位于意大利北部都灵(Turin)市附近,专业从事铝门窗五金产品的生产。
在117年的历史中,萨威奥集团依靠不断创新的生产、卓越的品质和优良的价格,占据了本行业的领导地位。
2.开启方式1.平开内倒窗1.1 先平开后内倒 RIBANTA 41.2 先内倒后平开 RIBANTA 42.内平开窗3.外平开窗4.推拉门窗5.平开门6.中悬窗7.幕墙开启扇8.内倒侧滑门9.高窗开启器3.产品特点3.1 艺术气质、人性设计宾尼法基纳设计商标3. 2超越自我 技术领先多种产品为同行业最高标准,而且不断超越自我,所获各种证书也为行业中最多。
例如,150KG 承重的平开内倒、百万次开启的门合页、承重80KG的中轴窗配件、隐形合页、逃生门杠锁……俄罗斯、波兰质量认证 粉末喷涂行业最高奖 阳极氧化欧洲行业证书 粉末涂层国际标准认证平开内倒两翼合页100kg承重 唯一承重150kg内开内倒 唯一承重160kg两翼门合页 唯一承重180kg并突破一百万次开启门合页 3.3 表面耐腐 寿命持久3.4 材质精良 性能卓越3.5 长期维护 可调性强3.6 专业设计 独家专利3.7 专业设计 独家专利二.安装与调试尺寸定义图1.预安装传动条、滑条下料尺寸L方向:斜拉杆下配套滑条的下料尺寸1.1.1 L:350~494 H:700~2800 尺寸:L-1911.1.2 L:495~695 H:700~2800 尺寸:L-2071.1.3 L:696~1200 H:700~2800 尺寸:标准300; 附加传动条:L-527H方向:上下两根传动条的下料尺寸上传动条:B-208下传动条:A-142当H在1400~2800需附加中点锁时,应附加一根传动条于扇的合页侧。
中意合作世界先进的自动络筒机简介

中意合作世界先进的自动络筒机简介中意合作世界先进的自动络筒机Espero自动络筒机简介目前世界上生产具有世界水平的自动络筒机主要有三家,六种机型:意大利Savio公司生产RAS.15和Espero型,德国Schlafhorst公司生产的Auto coner138型和238型,日本Murata公司生产的NO.7-II型和NO.7-V型。
RAS.15型. Auto coner 138型和NO.7-II型代表八十年代初,中期产品,属于老一代产品;Espero、238、NO.7-V型代表八十年代末,九十年代初的产品,属于新一代产品。
下面我们就青岛萨维奥机械公司与意大利Savio公司合作生产的世界先进的Espero自动络筒机从几个方面向大家详细介绍一下,以供国内的生产厂家及有关单位对Espero自动络筒机有更进一步的了解和认识:1、水平先进性分析:评介机器的先进性主要依据是机器所生产产品的质量和机器的效率,具体说决定以下因素:a、接头装置(影响纱线质量)Espero型自动络筒机接头装置可以有三种形式:空气捻结器、机械捻结器和打结器。
在主机上具有互换性,供用户随意选择。
Espero采用空气捻结器,具有以下优点:退捻机构除采用气流退捻外,又增加了机械振荡器,退捻更加完善,使捻结接头直径与原纱直径比为1.1倍。
加捻机构、吹捻点由二点改为三点,使捻结相对强力提高到90%以上。
Savio专利产品机械捻结器,接头质量好,相对强力超过95%,适于高支高质量纱。
机械捻结器搓捻摩擦盘寿命,摩擦盘在正常维护保养下,纯棉4年,涤棉2-3年。
注:按Savio的要求来使用。
b、清纱效果(影响纱线质量)Espero型接头装置和电子清纱器位置关系是,先捻结后清纱,使捻结质量得到电子清纱器的控制,纱线经电子清纱器后,直接进入筒子,中间不再经过任何装置。
c、筒子成形(影响筒子质量)Savio筒子成形有如下优点:球面成形好,Espero型除具有筒子锥度累进装置外,还有轴向位移装置(由凸轮控制,随着筒子直径增长,筒子轴向右移动)。
ORION型自动络筒机操作规程
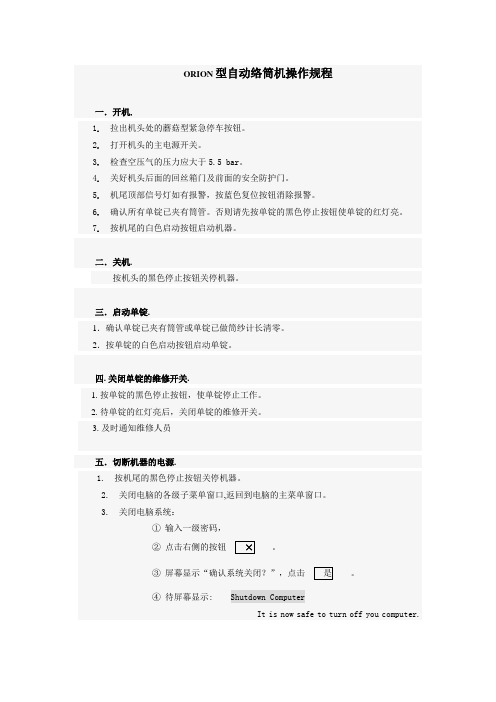
六.操作.1.将流动吹风机的控制开关置于自动挡的位置,当按机尾的黑色停止按钮关停机器后,无论此时流动吹风机在何位置,都将返回到机头处并停在那里。
2.取回丝.方法1:按机头的黑色停止按钮关停机器,打开机头后部的回丝箱门,取出回丝并清洁过滤网,关好回丝箱门。
方法2:按机头后部黑色的主吸风电机停止按钮,待主吸风电机停止后,打开机头后部的回丝箱门,取出回丝并清洁过滤网,关好回丝箱门,主吸风电机将自动启动。
(当机头后部黑色的主吸风电机停止按钮被按后,所有正在正常工作的单锭都将继续工作。
所有需要换管或做捻结动作的单锭都将停下,单锭显示st处于等待状态,待主吸风电机自动启动后,这些处于等待状态的单锭也将自动启动。
如机头后部黑色的主吸风电机停止按钮被按后1分钟内回丝箱门未被打开,主吸风电机将自动启动。
如回丝箱门打开2分钟未被关上,机头将开始报警(功能性报警),当关上回丝箱门后,还须到机头处按蓝色的复位按钮,消除机头的报警,此时,主吸风电机将自动启动。
) 3.启动运筒纱传送带.按机头后部的白色运筒纱传送带启动按钮,启动运筒纱传送带。
此时机头顶部的黄色信号灯亮,表示机器的后部正在运送筒纱。
(在筒纱传送带运行期间,如有单锭显示满筒信号时暂不换筒纱,筒纱传送带从机尾运行至机头处以后,运筒纱传送带停止,机头顶部的黄色信号灯熄灭。
这时落筒小机方可换筒纱。
)4、保持机尾处的机器(A)和喂入装置(B)的选择开关位于A+B处。
5、在正常生产状态下,除交接班做清洁时需要短暂停机以外,其它时间应始终保持机器处于工作状态。
(注:每班所需做清洁的次数可视具体情况而定。
)6、紧急关机.当遇有紧急情况须即刻停机时,按下机头前面的蘑菇形紧急停机按钮关停机器。
注:当节假日结束后,机器开始送电以前,至少应提前一天打开车间内的空调,以避免电子线路板受潮损坏。
7、在车尾空管盒内保证有足够的空细纱管,并应保证在落空管的滑道内有足够的空管,及时向滑道内补充适量的空管。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ORION主要数据的设置
设定(齿轮图标)
基本值系统所有各节
主要工作数据辅助设备各节基本设定
--单锭配置数据--
单锭设定循环槽筒
纱线张力传感器控制筒管操作参数
防带状纱打结器空拈器技术参数
1.基本值
--机器名称----NETWORK--
机器编号: 1 MACHINE IP ADDRESS
机器序列号: 321-016-01 SUBNET MASK
--打印机-- SERVER IP ADDRESS
⊙无⊙ KF MACHINE NAME
--每班结束时打印-- DOMAIN NAME
⊙生产数据--CLEARER TYPE--
⊙ NOT INTEGRATED
〇 LOEPFE
2.系统
--语言-- 计量单位—支数--口令更改--
中文(CHINESE) Nm Tex Nec New 级别 1 级别 2
--日期--计量单位—长度-- 日期 / 时间 --YY/MM/DD 米 02/05/16 16:09:12
计量单位—重量--计时器--
公斤 00 :00
3.所有各节
锭数:60
节数:1
节序号:1
第一锭:1
末锭: 60
--当前配置数据--
节 1 :1--60
4.主要工作数据
--操作参数--防带状纱装置--张力传感器-- --循环--管纱输送器-- 纱线编码:COTTON Nominal Count:14.5
--操作参数--
筒纱重量(gr):1500 筒纱长度(Mt):110000
管纱重量(gr):58 管纱长度(Mt):3150
Real Count:14.5 络纱速度(Mt/min):1200
纱线数量:1 加速度:150
滑动系数:1 上蜡装置(无:0;有:1):0
--防带状纱--
筒纱直径参数:3333
--张力传感器--
最小压力:8压力:10 Anti-Wrap Sensitivity:220
--VSS可变速系统参数--
可变速系统百分比:100 减速最大速度:20
--循环--管纱输送器--
--循环--
反转速度:50 筒纱寻纱尾次数:2
长疵反转速度:100 管纱更换次数:2
管纱寻纱尾次数:2
5.辅助设备
⊙左手机型〇右手机型--吸风装置类型----发送数据-- ⊙人工 TDE+变频器 Complete
⊙ Motor Temperature Prob
⊙ Overloading Motor
〇Superba Link
Yarn F. 管纱输送器落纱小车空管库筒纱传送带吸风装置除尘系统空管传送带
筒纱传送带
--筒纱传送带--
传送带数量:0 转向器数量:0
⊙机头⊙人工筒管传送带
〇自动筒管传送带
自动筒纱传送带上启动时所需筒纱数1:
--吸风装置--
⊙吸风电机
⊙Magitex(意大利)停机时间(分钟):2
〇Electro-jet(西班牙)除尘间隔次数:0
空管传送带
--空管传送装置--
传送带数量:1
〇机头
⊙机尾
6.各节基本设定(只可查阅)
--单锭配置数据--
7.单锭设定
⊙张力控制装置(Booster)〇筒纱架
⊙纱线张力传感器〇 C.A.P. Full Step
〇不允许更换管纱〇断纱改向
〇 Lycra Cycle 〇包缠时DWM方式处理
〇清纱器测试
〇 Forced Bobbin Change (Red Light)
〇 Forced Bobbin Change (Textile Alarm)--纱批----Yarn Feeler Sensor--
⊙单批纱探纱传感器
〇编码 1 ATX 1 BTSR 1
〇编码 2 Sensor Value:70 注:①新式探纱传感器(与中探纱气阀一体)选择ATX1。
旧式探纱传感器(单独的,探纱时红绿发光管会交替闪烁)选择BTSR1。
②探纱传感器灵敏度 Sensor Value:0—自动。
1—最小。
100—最大。
循环
新筒纱启始速度:50长疵反转速度(Mt/MIN):100
立即减速:600筒纱寻纱尾次数:2
反转速度(Mt/MIN):50 管纱寻纱尾次数:2
Bob Suction Repetation:1 Bob Suction Movement:22
管纱更换次数: 2 Suction Double Yarn from Bob(吸管纱长疵时间--秒sec):5
--Bobbin Yarn removing--
Nothing
At the End(Mt):
At the beginning(Mt):
9.槽筒
⊙类型1.---2圈槽筒。
〇类型2.---2.5圈槽筒。
10.纱线张力传感器控制
--标准--
压力: 10
最小压力:8
空管拔取器启动斜率增加:20
进行拈结测试启动斜率增加: 0
下限控制:10
上限控制:10
防包缠灵敏度:220
最大速度减速:20
Package Control Steps:0
注:张力传感器的防包缠灵敏度:0--关。
1—最大。
255—最小。
--防包缠—
--张力控制方式--
⊙张力传感器
⊙络纱速度
⊙启用防包缠程序
〇关闭防包缠程序
纱线与张力传感器接触次数启动控制:10单向接触次数:3
单向接触次数最大值:8变速系统百分比:100
--管纱--
控制时间:1000待检查管纱下限:20
待检查管纱上限:60取平均值用管纱数量:1
11.筒管
锥度(度):5.95大头直径(外径mm):72
小头直径(外径mm):39牵伸百分比:100
12.操作参数
1 )
纱线编号:COTTON Real Count (纱线实际号数):14.5 --重量 / 长度--
⊙定重〇定长
筒纱重量(gr):1500 筒纱长度(Mt):110000
管纱重量(gr):58 管纱长度(Mt):3150
Nominal Count (纱线名义号数):14.5 纱线数量:1 滑动系数:1
络纱速度(Mt/min):1200 加速度:150上蜡装置(无=0;有=1):0 注:①滑动系数 = 设定筒纱长度 / 实际长度。
新滑动系数 = 旧滑动系数 * (设定筒纱长度 / 实际长度)。
②加速度通常可设置为:棉—150。
毛—120。
2 )
Antikink Disc Level :0 锥度增加:0
轴向位移(无=0;有=1):0单管纱最大剪切数量:250
最大尝试次数:2 单筒纱最大打结数量:60000
Sec. Before Doffing:0 Acceleration Factor:80
Doffing Type:Automatic
注:Antikink Disc Level:0意为防辫子纱装置或防辫子纱退绕减张加速器(Booster)在单锭启动时立即打开。
13.防带状纱
开—关式ON / OFF
筒纱直径参数:3333
增速百分比:4
增减速周期:1200
增速阶段百分比:20
增速增值:0.25
周期增值:0.25
增速期增值:0.25
注:筒纱直径参数 = 230000 / Nm
14.打结器
--打结器类型--
⊙空气捻结器590 〇打结器
〇空气捻结器590 L 〇机械捻结器
〇空气捻结器594
喷气吹散纱尾(T1):2 纱尾叠加(L):9 喷气拈结(T2):2
〇 Interrupted cyc. (中断循环)
15.空拈器技术参数(仅供参考)
根据捻结器型号的不同(590﹑590L)和原料的不同(棉﹑毛51W2﹑粘胶﹑Polyester涤),在图表中选择T1﹑L﹑T2的参考设定值。
16.班次设定
星期日(1)⊙班次时间相同
班次开始时间(小时:分钟)时间(分钟)
1. 6:30 480
2.
3.
注:当每个班次的工作时间不相同时,一周内每天、每个班次的时间都需要手工键入。
17. 功能
--既时指令--
全部单锭
⊙组
〇全部单锭
长度复位筒纱架复位
打结装置工作循环硬件复位
强制落纱不允许更换管纱允许更换管纱地址改变Clearer Test ON Clearer Test OFF。