按键来料检验标准及检验作业指导书
(完整版)来料检验作业指导书(DOC)
影 响 装 配 ,通 过 装 配 不 能 复 原
12
变形
位 不 影 响 装 配 ,通 过 装 配 能 复 原
位
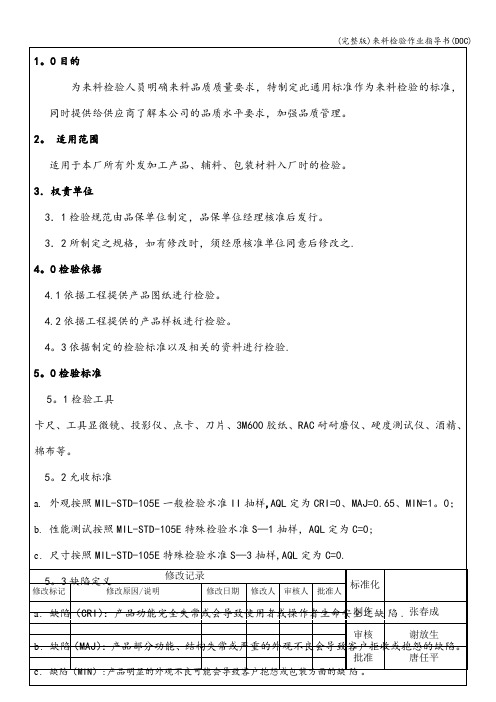
13 溢 胶 产 品 表 面 不 允 许 有 溢 胶 现 象
V
V V
V
14
纹路不 规则
表面不允许有乱纹现象
V
15
批锋/ 毛丝
不影响装配及外观允收
修改标记
修改记录
标准化
修改原因/说明
修改日期 修改人 审核人 批准人
6 划 痕 在 同 一 平 面 内 长 度 ≥ 5mm, 宽 度
≥ 0.1mm 有 感 划 痕
V V
V
用
V污
点
卡
V
测 量
7
缩水
在自然无反光的条件下,看到明 显的缩水纹(参考限度样品)
V
影响装配,通过装配不能复原位 8 变形
不影响装配,通过装配能复原位 9 缺胶 产品不允许有缺胶现象 10 水 纹 表 面 不 允 许 水 纹
修改标记
修改记录
标准化
修改原因/说明
修改日期 修改人 审核人 批准人
制作
审核
批准
张春成 谢放生 唐任平
检 验 项
序
缺点 类型
目号
不良内容描述
(完整版)来料检验作业指导书(DOC)
判定
备
注
CRI MAJ MIN
1 起 皮 工件与油漆层或油漆层与油漆层之间脱
V
离
表面正面不允许有漏喷(特殊情
2 漏 喷 况 除 外 ),反 面 如 有 要 求 以 签 板 为
向周边扩散的电镀泡 2
V制作 审核
在 同 一 平 面 内 面 积 1cm 范 围 内
来料检验作业指导书
来料检验作业指导书一、概述来料检验是指对生产过程中所采购的原材料、零部件等进行检验,通过合理的检验方式,确保所有材料达到质量标准和规范,以保证成品质量及产品可靠性。
本指导书以公司的来料检验为基础,对来料检验的常规操作作以下介绍:二、检验步骤1. 检验前的准备工作1.1 检验记录表、检验标准、技术文件检验员进行检验前,首先需要了解到检验对象的检验标准及具体技术规范,以及检验记录表的填写要求。
检验标准一般分为国家标准、行业标准、企业标准和地方标准等,其中以国家标准为主要参考,其他标准可以作为辅助参考。
各类材料的检验标准都是由技术文件规定的,所以检验员需要在检验之前准确掌握有关技术文件的内容。
1.2 检验设备和工具检验员需要准备好相关设备和工具,如显微镜、滴定管、卡尺、动态测量仪、金相切片机等,以便对不同的来料进行相应检验。
1.3 对来料样品进行标记标注来源,批次码或生产日期,以便日后追踪;2. 检验流程2.1 外观检验外观检验是来料检验的第一个环节,通过对外观的观察,可初步判断材料是否符合质量要求。
外观检验对于各种工业材料极其重要。
合格的材料,要求其外观应无破损、裂纹、锈斑、氧化斑等情况出现。
外观检验时可以采用肉眼检验或显微镜等设备辅助检验。
2.2 尺寸检验尺寸检验是指对来料的尺寸进行检测,主要是通过使用各种适当的测量工具和设备来实现。
检测准确、可靠是主要的保障。
尺寸检验是一个很细致的过程,尺寸检验方法主要包括测量法、触摸法、有限元分析法、显微镜法等。
2.3 化学成分分析化学成分分析是针对来料的材料化学成分进行测试,依据不同的测试内容而有具体实施方法。
通常来说,我们需要进行合金元素检测、非金属杂质检测、化学反应检测等。
3. 检验结果的判定3.1 合格当所有检测项目结果都符合来料质量要求时,判定该批来料为合格。
3.2 待验若来料中有一项或多项的测试数据未能达到质量要求,则将该批来料判定为待验品。
待验品须进行复检,检验未合格的原因及是否符合标准要求。
来料检验作业指导书(遥控器-电器件)

脚、把手或其他缓冲装置,并应
避免紧固遥控器的装置件(螺
栓、压板、压条)在振动试验中
产生自身共振。
—— 振动仪
质量特 性 B
B
抽样判定 FQEP8.2.02
FQEP8.2.02
13
发射距离
电池电压为 3.0V, 有效控制距离大于 50 米(遥控器为 射频遥控器)
备注:有★为来料必测项目
本次修改用红色表示 6
游标卡尺 标准色板 色差仪
用 硬 度 为 2H 的 中 华 牌 铅 笔
(笔芯呈筒形),笔芯与要求的
表面成45°角,并施加10N的力,
★5
表面硬度
控器的表面(包括字符、图形符号部位)应具有2H 使铅笔在遥控器表面上匀速前
以上铅笔芯的硬度
移10mm,分别在遥控器表面三个
不同的部位上(包括字符、图形
2H 的中华 牌铅笔
3、外观要和封样件一致
目测、游标卡尺测量尺寸 和样品进行对比
----游标卡尺
遥控器外观不能有划伤、污损、开裂、变形、变色、
★4
外观质量
凹陷、毛刺、霉斑、镀涂层脱落及结构松动等现象,显 游标卡尺测量尺寸,标准色板货
示屏不能有气泡、划伤,显示要清晰,不能缺段或多段。
色差仪测量色差
红外发射管不可高出壳体以免跌落地面损坏。
符号部位)进行试验,应无明显
划痕。
质量特 性 B B D C
C
抽样判定 FQEP8.2.02 FQEP8.2.02 FQEP8.2.02 FQEP8.2.02
FQEP8.2.02
零部件检验作业指导书
共4页第2页
物料名称
遥控器
参考标准
Q/MHJ J05 013—2011
按键寿命测试机作业指导书

—机械按键测试寿命机1.0目的:使实验员正确规范的使用机械按键寿命机,通过实验机模拟人敲击按键,验证产品按键,薄膜,硅胶按键,硅胶面板等材料的使用寿命.2。
0适用范围:适用与公司所有来料,新品开发,修改产品规格需做敲击寿命实验的产品等。
3。
0职责:适用与品质部指定的操作人员和设备维护人员。
4。
0工作程序:4。
1使用前检查试验机各按键敲击头的力度,标准力度为180g±30g,并检查记录显示器1*1/1*10/1*100显示数据是否正确。
速度频率调节旋钮是否正常。
4。
2放置键盘的敲击按键数量:同类按键数量为2—4pcs,除特殊外。
4.3安装实验键盘,调节标准:敲击头将键帽压到底,键帽及硅胶同时承受180g±30g力度,敲击频率为3—4次/秒4。
4按下计数器复位开关,将数据归零。
再打开调频器电源开关启动机器,并调整敲击速度机检查敲击效果。
4.5在敲击过程中,设备每敲击50万次停休30-60分钟进行保养4。
6每天不定时检查敲击情况,并将敲击状况记录与实验检查记录表.4.7完成实验后将实验设备开关关闭,并对实验数据进行汇总,并录人电子文件拟成实验报告.4.8实验完成品或实验未达到要求的而停止实验后,将破坏的实验材料及实验检查记录表整理保存。
4。
9在实验过程中检查机器是否运行正常,定期对机器进行日常保养。
5。
0实验标准:实验标准按公司产品例行实验标准执行。
产品例行实验标准寿命敲击日常保养:1。
每天检查寿命实验机外壳是否干净无灰尘.2。
每天检查按键寿命实验机导轨需保持干净.3。
每天检查电源开关通电是否正常.4。
每天检查计数器和计时器工作是否正常。
5.每天按键寿命测试机工作是否正常。
6。
每周定期给按键寿命测试机打润滑油。
7。
每月定期校验按键速度.8。
每月定期更换耐磨头。
注意事项:1.待测产品水平放在按键寿命测试机上,调整好位置,使耐磨头垂直敲击在键帽上,然后固定好。
2.调整好按键测试机的力度180g±30g和频率3—4次/秒3.控制环境温度10—35摄氏度范围内。
来料检验作业指导书
来料检验作业指导书一、引言来料检验是指在生产过程中对供应商提供的原材料、零部件或者成品进行检验,以确保其质量符合公司的要求。
本作业指导书旨在规范来料检验的流程和要求,以确保检验工作的准确性和一致性。
二、检验流程1. 接收来料- 确保来料检验区域干净整洁,无杂物和污染。
- 检查来料包装是否完好无损,是否有破损或者变形。
- 根据来料单确认来料数量和规格是否与定单一致。
2. 样品抽取- 根据抽样计划,从来料中抽取样品进行检验。
- 样品抽取应随机进行,以确保样品的代表性。
3. 外观检查- 对样品进行外观检查,包括颜色、形状、表面光洁度等方面的检验。
- 检查是否有明显的缺陷、损伤或者污染。
4. 尺寸检验- 根据产品的尺寸要求,使用合适的测量工具进行尺寸检验。
- 检查尺寸是否符合产品图纸或者规格要求。
5. 功能检验- 对样品进行功能性测试,确保其满足产品的设计要求。
- 根据产品的功能要求,使用相应的测试设备进行测试。
6. 化学成份分析- 对样品进行化学成份分析,以确定其成份是否符合要求。
- 使用合适的化学分析仪器和方法进行分析。
7. 物理性能测试- 对样品进行物理性能测试,如强度、硬度、耐磨性等方面的检验。
- 使用合适的测试设备和方法进行测试。
8. 检验结果记录- 将检验结果记录在检验报告中,包括样品信息、检验项目、检验结果等。
- 检验报告应有明确的标识,以便追溯和审核。
9. 判定结果- 根据检验结果和产品要求,对样品进行判定,判断是否合格或者不合格。
- 合格样品可放行使用,不合格样品需进行退货或者重新加工。
10. 不合格品处理- 对不合格样品进行处理,包括退货、返修或者报废等。
- 不合格品的处理应符合公司的相关流程和要求。
三、检验要求1. 检验设备和工具应符合国家标准或者行业标准,并定期进行校准和维护。
2. 检验人员应具有相关的专业知识和技能,并经过培训和考核合格。
3. 检验记录应保存至少一年,以备追溯和审核。
键盘鼠标电子产品全套来料检验作业指导书

MA
三階文件
MLK-SIP-AI-001
MOUSE外观检验规范
Page 4 of 5
Rev.: A.1
漏装
任一螺丝漏装或未锁
MA
螺丝部份 松动
螺丝未固定或未锁紧
MA
磨损﹐滑牙
任一螺丝磨损﹐滑牙致使无法锁紧或拆卸
MA
生锈
螺丝生锈
MI
漏贴
任一脚垫漏贴
MA
脚垫 贴错
使用不正确颜色或不符规格之脚垫
MA
外 部份
破损
脚垫破损造成鼠标放置不平
MI
观
位置偏离
脚垫位置偏离超过 1mm
MI
检
漏放
漏放说明书或附件于盒内MA验 说明书& 放错
放入不正确(含语文)之说明书或附件
MA
附件部份
字体模糊
说明书或附件字体模糊﹐无法辨识
MI
混装
使用错误之内盒或内容物与内盒标示不符
MA
破损
内盒破损长度超过 5mm
MI
内包装 部
印刷错误
審核: 日期:
編制: 日期:
分發號 :
1.0 目 的: 为客户提供良好的产品品质﹐防止不良品发生. 2.0 适用范围: 本规范适用于所有 MOUSE 产品及型号的塑胶部品外观检验. 3.0 参考文件:
三階文件
MLK-SIP-AI-001
MOUSE外观检验规范
Page 2 of 5
Rev.: A.1
4.0 使用设备﹐工具、检验环境要求及可视表
分类:……………………………………………2
5.0 检验项目……………………………………….2
6.0 判定标准……………………………………….2
按键来料检验作业指导书
目测 测量
逐批 逐批
随机抽取 5PCS,0 收
1 退。
随机抽取 10PCS,0 收
1 退。
按键与外壳配合后,按键可以轻松
配合
安装和拔出,从外壳向外测试推力 ≥2.5kg,按键安装推力≤3kg,安 装后可触及部件不得有容易引起伤
按键与外壳之间 的配合
பைடு நூலகம்逐批
随机抽取 10PCS,0 收
1退
阻燃
害的毛刺 依据部品规格书
文件编号 文件名称
IQC 检验指导书-按键
制作日期 版本/改次 D/08 页次 1/40
序列 1 2 3 4 5
6
检查项目
标准值
检测频 检测工具及方法
次
抽检数
外观
按键表面颜色,光泽度应均匀,无 裂纹,发白,暗斑,气泡,划伤, 目测 发黑缺料
逐批
随机抽取 5PCS,0 收
1 退。
颜色 尺寸
将按键与标准件封样并排放置对 比,比色时眼睛距离外壳的距离为 300m,在5S时间内做出判断 依据部品规格书
随机抽取
低温试验 龟裂现象
箱内96h,烘箱温
◆
5PCS,0 收
度-20±5℃
1 退。
试验过程中按键不允许有掉色或颜 用 酒 精 等 有 机 溶
随机抽取
耐腐蚀 色变浅现象
剂擦拭表面反复
◆
5PCS,0 收
擦拭20次
1 退。
ROHS/RE
ACH
引用附件
制作日期
文件名称
IQC 检验指导书-按键
版本/改次 D/08 页次 1/40
序列 7 8 9 10
检查项目
标准值
检测频 检测工具及方法
来料检验作业指导书
来料检验作业指导书一、引言来料检验是指对进入生产环节的原材料、零部件或半成品进行检验,以确保其质量符合要求,以保证生产过程的顺利进行和最终产品的质量稳定。
本作业指导书旨在规范来料检验的流程和要求,确保检验工作的准确性和一致性。
二、检验范围来料检验的范围包括但不限于以下几个方面:1. 原材料的外观、尺寸、重量等基本要求的检验;2. 原材料的化学成分、物理性能等技术指标的检验;3. 零部件或半成品的外观、尺寸、装配性能等基本要求的检验;4. 零部件或半成品的功能性能、可靠性等技术指标的检验。
三、检验流程1. 接收来料根据供应商提供的送货单或采购订单,接收来料,并记录相关信息,包括供应商名称、送货日期、批次号等。
2. 外观检验对来料进行外观检验,包括外观缺陷、表面处理质量、颜色等方面的检查。
根据产品的要求和标准,判断是否合格,并记录检验结果。
3. 尺寸检验使用适当的测量工具,对来料的尺寸进行检验。
根据产品的要求和标准,判断是否符合要求,并记录检验结果。
4. 化学成分检验对需要进行化学成分检验的来料,采取适当的取样方法,进行化学成分分析。
根据产品的要求和标准,判断是否合格,并记录检验结果。
5. 物理性能检验对需要进行物理性能检验的来料,进行相应的测试。
例如,对金属材料进行硬度测试、拉伸测试等。
根据产品的要求和标准,判断是否符合要求,并记录检验结果。
6. 功能性能检验对零部件或半成品进行功能性能测试,以验证其是否满足产品设计要求。
根据产品的要求和标准,判断是否合格,并记录检验结果。
7. 可靠性检验对需要进行可靠性检验的来料,进行相应的测试。
例如,对电子元器件进行寿命测试、环境适应性测试等。
根据产品的要求和标准,判断是否符合要求,并记录检验结果。
8. 判定结果根据各项检验结果,判定来料是否合格。
如果合格,将来料送入生产环节;如果不合格,按照相应的处理流程进行退货或返工,并记录相关信息。
四、记录和报告1. 检验记录对每一次来料检验的结果进行记录,包括检验日期、检验员、检验结果等。
来料检验作业指导书
来料检验作业指导书一、引言来料检验是指对供应商提供的原材料、零部件或成品进行检验,以确保其质量符合公司的要求。
本作业指导书旨在提供来料检验的标准操作流程,以确保检验工作的准确性和一致性。
二、检验范围本作业指导书适用于所有供应商提供的原材料、零部件或成品的来料检验。
三、检验准备1. 确保检验仪器和设备的准备就绪,包括但不限于测量工具、试验设备等。
2. 根据产品规格书和质量要求,准备相应的检验标准和检验方法。
3. 确保检验环境符合要求,包括温度、湿度等。
四、检验流程1. 接收物料a. 检查物料包装是否完好,有无破损或变形。
b. 检查物料标识是否清晰可见,包括批号、生产日期等信息。
c. 根据接收标准,确认物料数量是否与送货单一致。
2. 外观检验a. 根据产品规格书,检查物料的外观是否符合要求,包括颜色、形状、表面光洁度等。
b. 使用合适的测量工具,测量物料的尺寸、重量等参数。
3. 功能性检验a. 根据产品规格书和质量要求,进行相应的功能性检验,如电气性能、机械性能等。
b. 使用合适的试验设备,对物料进行功能性验证。
4. 化学成分检验a. 根据产品规格书和质量要求,进行化学成分的检验。
b. 使用适当的化学分析方法,对物料进行化学成分的分析。
5. 物理性能检验a. 根据产品规格书和质量要求,进行物理性能的检验,如硬度、强度等。
b. 使用合适的测量工具和试验设备,对物料进行物理性能的测试。
6. 检验记录与报告a. 在检验过程中,及时记录检验结果和相关数据。
b. 生成检验报告,包括检验结果、不合格项、原因分析等信息。
五、不合格品处理1. 对于不合格品,根据公司的不合格品管理程序进行处理,包括但不限于退货、返修、报废等。
2. 记录不合格品的处理过程和结果,以便追溯和改进。
六、检验员培训1. 定期对检验员进行培训,确保其熟悉本作业指导书中的检验流程和方法。
2. 培训内容包括但不限于检验仪器的使用、检验标准的理解和应用等。
来料检验作业指导书
来料检验作业指导书一、引言来料检验是在生产过程中对供应商提供的原材料、零部件或成品进行检验,以确保其质量符合要求,以减少不合格品进入生产线的风险。
本作业指导书旨在提供来料检验的标准操作流程,以确保检验的准确性、一致性和可追溯性。
二、检验范围来料检验的范围包括但不限于以下方面:1. 外观检验:对原材料、零部件或成品的外观进行检查,包括表面质量、颜色、尺寸等。
2. 尺寸检验:对原材料、零部件或成品的尺寸进行测量,确保其符合设计要求。
3. 化学成分检验:对原材料进行化学成分分析,确保其成分符合要求。
4. 力学性能检验:对原材料、零部件或成品进行力学性能测试,如拉伸、弯曲、硬度等。
5. 包装检验:对原材料、零部件或成品的包装进行检查,确保其完好无损。
三、检验流程1. 接收检验:a. 检查来料是否符合采购订单中的规格要求。
b. 检查来料是否有损坏或破损。
c. 检查来料的标识是否清晰可读。
d. 检查来料是否有附带的检验报告或证书。
a. 根据产品要求,对外观进行检查,包括表面质量、颜色、尺寸等。
b. 使用合适的检验工具,如放大镜、测量仪器等,进行检查和测量。
c. 记录检验结果,包括合格、不合格或待定。
3. 尺寸检验:a. 根据产品要求,对尺寸进行测量。
b. 使用合适的测量工具,如卡尺、游标卡尺、量规等,进行测量。
c. 确保测量工具的准确性和可追溯性。
d. 记录测量结果,与产品要求进行对比,判断是否合格。
4. 化学成分检验:a. 根据产品要求,选择合适的化学成分检验方法。
b. 取样并进行化学分析,确保原材料的成分符合要求。
c. 使用合适的实验室设备和试剂,确保分析结果的准确性和可靠性。
d. 记录化学成分检验结果,与产品要求进行对比,判断是否合格。
5. 力学性能检验:a. 根据产品要求,选择合适的力学性能测试方法。
b. 进行力学性能测试,如拉伸、弯曲、硬度等。
c. 使用合适的测试设备和仪器,确保测试结果的准确性和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5PCS
MAJ
材质
材质
基座、铁壳、引脚、表面处理符合承认书与样板
样板
供应商材质报告
组装检查
PCB
插拔顺畅,无高件,SMD元件贴板,引脚不超出焊盘,与焊盘间缝隙最大0.1mm
实装
5PC
MAJ
机壳
端口面装机壳OK
电气性能
导 通
按键按下至导通状态,用万用表蜂鸣器档测试导通的引脚,蜂鸣器响且电阻显示小于100毫欧
3.检验依据,记录报表
3.1检验依据:样品,承认书, BOM,ECR,客户指定品质要求,行业标准
3.2品质记录:品质异常报告单,IQC检验报告
4.抽样方案
4.1进货抽验标准依据:依MIL-STD-105E II单次抽样计划(放宽,正常,加严水准)
4.2抽样方法:随机分散抽样
4.3接收品质水准(AQL)值:Cr(A类缺陷)=0,M aj(B类缺陷)=0.65,Min(C类缺陷)=1.5
测力计
行程
按键初始状态到按下按键之间的距离差值,符合承认书
卡尺
可靠性测试
插入力
测试公母对插之连接器插入力符合承认书(15~18次/分,对插2000次,插拔力为10~35N)
插拔力测试仪
供应商提供报告
MAJ
寿命测试
无负载,按动频率15~18次/分,操作次数按承认书,测试完后,按键满足承认书规定的机械和电气性能
5.检验条件
5.1在正常室内白色冷光荧光灯管的照明条件(灯光强度为1支40W日光灯或2支20W日光灯下,被检测件与光源之距离为:100CM之内).
6.检验项目及允收标准
检验
项目
检查内容
检验标准
检验方法/工具
检查方案
缺陷类别
包 装
外包装
1.外箱无破损和变形,标签信息正确
目视
全检
MIN
包装方式
1.PE袋、外箱,最小包装上需有物料标签
数字万用表
G-11
MAJ
接触电阻
插头与之接触的金属针脚间接触电阻,符合承认书
LCR
供应商提供报告
耐ห้องสมุดไป่ตู้压
相邻而不接触的PIN针间耐压测试,符合承认书
耐压仪
CR
绝缘电阻
相邻而不接触的PIN针间施加DC500V电压,绝缘电阻≥1000MΩ(具体按承认书)
绝缘阻抗测试仪
MAJ
力度
按键按下时所需的力度,符合承认书
寿命测试仪
盐雾试验
8小时,PIN针无氧化发绿发黑,电气性能符合承认书
盐雾试验机
2PCS
上锡试验
260±5℃,3~5S(有助焊剂),引脚均匀上锡,上锡面≥95%
恒温锡炉
2PCS
7.相关文件表单
《IQC检验报告》
8.附件
无
---------------------------------- 完 --------------------------------
SMD元件
未指明包装情况下,SMD按键一律编带包装,方向固定统一;料袋不能撕不开或者易断裂
本 体 外 观
混料、错料
不允许
目视
G-11
MAJ
本体变形
不允许
颜色
本体、铁壳、针脚颜色不符不允许
毛边毛刺
刮手则不允许
破损
铁壳、基座破损不允许
划伤
有感划伤不允许,无感划伤组装后不影响外观
脏污、油污
明显油污及外观面的脏污不允许
开关按键来料检验标准
及检验作业指导书
制订:
审核:
批准:
文 件 修 订 记 录
文件名称
开关按键来料检验标准及检验作业指导书
编号
版次
修订内容
修改页次
修订日期
修订者
备注
001
新版本发行
1.目的
1.1确保物料上线符合本公司零件设计品质规格和要求,规范及指导检验员进行进料检验工作
2.适用范围
2.1适用于公司所有外购之开关按键的来料检验。
氧化
表面氧化改变颜色不允许
生锈
不允许
针 脚
引脚
用1KGF拉拔端子引脚,引脚无松动、脱落、断裂
目视/手摇动
G-11
MAJ
少、多、 断引脚
不允许
目视
G-11
MAJ
引脚错位
不允许
目视
G-11
MAJ
引脚氧化
氧化、脏污不允许
目视
引脚变形
不影响装配与焊接,SMD元件引脚共面度0.1mm
目视
尺寸检查
尺寸
外尺寸、引脚间距、脚径等符合规格要求