MASTERCAM加工练习资料
mastercam学习资料讲解

目录第一部分Mastercam随堂讲义第1章Mastercam概论1.1 Mastercam屏幕界面1.2 建立绘图构图面和刀具面,设置视角1.3 鼠标按键的作用第2章二维零件绘图2.1 直线的构建2.2 圆/圆弧的构建2.3 倒圆角2.4 修剪延伸2.5 倒角2.6 画出二维零件拨叉图2.7 画出二维零件弯头图2.8 画出二维零件轮毂图2.9 旋钮模型3D线框图2.10 练习总结第3章曲面零件造型3.1 牵引曲面(Draft)3.2 直纹曲面(Ruled)3.3 举升曲面(Loft)3.4 旋转曲面(Revloved)3.5 扫描曲面(Sweep)3.6 昆氏曲面(Coons)3.7 曲面倒圆角3.8 曲面修整3.9 练习总结第4章实体零件造型4.1 挤出实体(Extrude)4.2 旋转实体(Revolve)4.3 扫掠实体(Sweep)4.4 举升实体(Loft)4.5 实体倒圆角4.6 实体倒角4.7 练习总结第5章数控编程技术5.1 数控编程的基本过程5.2 顺铣和逆铣的特点及选用原则5-3 刀具的选择和刀具使用参数的设定5.4 加工方法与特点5.5 二维刀路策略5.6 三维曲面粗加工5.7 三维曲面精加工第二部分UG编程随堂讲义第1章UG NX5 CAM基础1.1 UG NX CAM简介1.2 进入加工模块1.3 NX5 加工模块的工作界面第2章UG NX编程入门2.1 初始设置2.2 型腔铣的子类型2.3 平面铣的子类型2.4 钻孔加工的子类型2.5 固定轴曲面轮廓铣第3章常用刀具第4章实加工所遇问题分析第5章UG加工参数预设置第6章UG后处理(UG POST)6-1 UG NX的后处理器配置及后处理示例6-2 Post Builder第一部分Mastercma 随堂讲义第1章MasterCAM概论MasterCAM9.1版CAD/CAM软件是美国CNC Software Inc 推出的比较成熟的一个版本。
[VIP专享]MasterCAM练习题
![[VIP专享]MasterCAM练习题](https://img.taocdn.com/s3/m/2f309cab83c4bb4cf6ecd132.png)
第1章1.1利用点命令产生指定位置钻孔点[练习1-1]:打开附盘上的文件“1-1.mc9”,利用Create/Point/Position命令在图1-1中的左图上产生钻孔点,结果如右图所示。
本题的求解过程请参考随书所附光盘中“动画教学\01”目录下的“1-1.avi”文件〔本书每个习题的求解过程演示动画均按章收录在随书附带光盘的“动画教学”文件夹下,读者可以参考学习,下面不再赘述。
〕图1-1 利用点命令产生指定位置钻孔点1.2利用点命令产生相对位置钻孔[练习1-2]:打开附盘上的文件“1-2.mc9”利用Create/Point/Position命令在图1-2中的左图所示的固定板加3个钻孔点,结果如右图所示。
图1-2 利用点命令产生指定位置钻孔点1.3利用点命令产生矩阵和环阵筛盘钻孔点[练习1-3]:打开附盘上的文件“1-3.mc9”,利用Create/Point/Position命令为图1-3中所示的筛盘加矩阵钻孔点,结果如右图所示。
图1-3 利用栅格点命令产生环阵筛盘钻孔点提示:筛盘中心坐标为“0,0”,因此矩阵钻孔起点p1坐标为“-40,-30”。
[练习1-4]:打开附盘上的文件“1-4.mc9”,利用Create/Point/Next menu/Bolt circle命令为图1-4中所示的筛盘加环阵钻孔点,结果如右图所示。
图1-4 利用圆周点命令产生矩阵筛盘钻孔点1.4利用水平线和垂直线绘制图形[练习1-5]:利用水平线和垂直线命令结合输入点坐标的方式绘制如图1-5所示图形。
图1-5 利用水平线和垂直线绘制图形1.5利用极坐标线绘制图形[练习1-6]:利用Create/Line/Polar命令绘制如图1-6所示图形。
图1-6 利用极坐标线绘制图形1.6利用切线绘制图形[练习1-7]:打开附盘上的文件“1-7.mc9”,利用Create/Line/Tangent/2arcs命令将图1-7中的左图改为右图。
MastercamX2中文版数控加工第11讲曲面粗加工(1)
• 【加工面】:指定加工的曲面。 • 【干涉面】:检查毛坯余量。 • 【切削范围】:指定包含的加工曲面。 • 【指定下刀点】:用于定义起刀位置。
图11-15 设置刀具尺寸
(5) 返回【曲面残料粗加工】对话框,选择【曲面加工参数】选项卡 ,设置 曲面加工参数,如图11-16所示。
(6) 进入【残料加工参数】选项卡,然后设置相关参数,如图11-17 所示。
图11-16 【曲面加工参数】选项卡
图11-17 【残料加工参数】选项卡
(14) 进入【剩余残料参数】选项卡,然后设置相关参数,如图11-18 所示。
图11-5 模拟结果
图11-6 素材文件
2.设置工件毛坯。
(1) 执行【机床类型】/【铣削系统】/【默 认】命令。
(2) 在左侧的操作管理器中的【属性】选 项树中选取【材料设置】选项,系统打开 【机器群组属性】对话框,按照图11-7所 示设置毛坯。
(3) 单击 按钮完成设置,结果如图11-8所 示。
图11-2 【刀具路径的曲面选取】对话框
(5)系统弹出【曲面粗加工平行铣削】对话框,如图113所示。
• 刀具路径误差: 按钮后面的文本框用于设置刀 具路径与几何模型的精度误差。误差值设置得越小, 加工得到的曲面精 度就越高,但计算 所需时间较长,为 了提高加工速度, 在粗加工中输入值 可稍大 一些。
图11-30 刀具路径
5. 保存文件
图11-31 加工模拟
11.2
综合训练
通过上面内容的学习,相信同学们对曲面粗加工的知识已 经有了一定的了解,下面将通过两个综合实例进一步学习曲面 粗加工的方法。
mastercam练习图
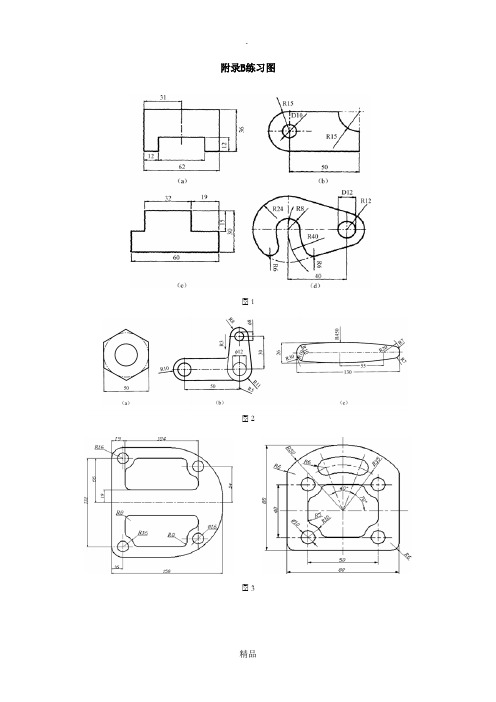
附录B练习图图1图2图3图4图5图6 图7图8 图9图10图11图12 图13图14 图15 图16图17 图18 图19图20图21 图22图23图24 图25图26 图27图28 图29图30三维框架图例图1 图2 图3图4 图5图6图7 图8图9 图10图11 图12图13 图14图15 图16图17 图18图19图20a 图20b图21图22图23图24图25三维实体 图2图 1图4图 3图 5图6图7图8图9图10图11图12 4010015°12SR185050φ50φ20φ30107080504-φ104-R10图14图15图16图17图18图19图20图21CAM加工实例:图1图2 图3图4图5图6图7a 图7b 配合件:图8图8 a图8 b图9图102-SR2.5图11三维曲面实体加工实例:(加工工艺安排)图12-3-2图12图1352080545.237R 1.38R 4.2R 8R 1.38S R 78R 81R2.41:15此面可与毛坯连体图14图15图16A-AA图17图18图19如有侵权请联系告知删除,感谢你们的配合!.如有侵权请联系告知删除,感谢你们的配合!精品。
MastercamX5 练习题

第1次课初识MasterCAM,二维项目图例绘制1
一、教学目的
1、了解MasterCAM的运行环境
2、熟悉MasterCAM的工作界面
3、能够绘制电子课件中的二维项目图例1。
二、实训环境
PC机、MasterCAM软件
三、教学内容
1、软件介绍:版本、功能模块、MasterCAM的启动和退出
2、MasterCAM的工作界面认识
打开想要的工具栏方法:设置settings--toolbar states
自动存盘方法:设置settings--configuration--files---autosave
坐标轴显示:F9
图形缩放:鼠标中间滚轮
移动图形:键盘上下左右键
删除图素:选中图素后按Delete键或使用橡皮擦工具
3、使用直线、矩形、单体补正、一个和两个修剪、圆、多边形和椭圆功能
绘制二维项目图例1
4、使用圆、多边形和圆弧功能绘制二维项目图例2
四、实训步骤
1、启动
方法一:从开始菜单进入,找到程序
方法二:从桌面上的快捷方式图标启动
方法三:打开已有的文件
2、界面认识
3、简单二维实例的制作
五、关闭保存文件、
退
出系统方法一:文件---关闭
方法二:标题栏上控制图标。
MasterCAM学习笔记

MasterCAM学习笔记主讲教师:MasterCAM简介✧CAD功能:可绘制二维、三维图形及尺寸标注✧CAM功能:包括车、铣、线切割、雕刻等模块学习网站://hkxy/jpkc/dx/index.html主要参考书Mastercam X习题精解(附光盘)何满才编著 2007自动存档:系统配置——文件——自动存档文件另存:文件转换:若CAD图形是实体模型,需打碎一次成面,再打碎一次成线和圆弧才能转换。
设计(Design)车削(Lathe)铣削(Mill)文字雕刻(Engrave):可用较小的平底刀进行粗加工,再用雕刻刀(锥度刀)进行精加工。
一般来说雕刻刀具需要操机人员利用专用磨刀机根据加工需要磨制。
雕刻加工用高速雕铣机进行加工效果会比较好。
浮雕:1.浮雕—新建浮雕底部曲面—从浮雕图像新建底部曲面2.由激活的浮雕底部曲面创建MasterCAM曲面,公差:0.01木雕(Router):数控木雕刻线切割(Wire)后处理:1.文件名:FANUC系统采用Oxxxx(四位数字)SIEMENS SINUMERIK系统采用%_N_xxxxx(数字或字母)_MPF2.程序说明:一般可以删除3.零点偏移:采用G54对刀时,要有G54采用G92对刀时,应删除G544.第四轴:没有带第四轴时,应删除(如A0.)5.长度补偿:一般用于加工中心,数控铣床应删除6.圆弧半径R:SINUMERIK系统中“R”应改为“CR=”宇龙仿真:数控加工仿真系统使用手册1.FANUC系统系列使用手册/skjgsx/pic/upfile/1285697735.pdf 2.华中数控系统使用手册/pic/5.pdf工件形状:孔的加工:孔加工循环:孔加工固定循环指令车螺纹时主轴转速圆杆直径一般套螺纹前圆杆直径略小于螺杆直径!D=d-0.13P脆性材料D=d-(0.08~0.1)P韧性材料D=d-(0.12~0.18)P首先,因为螺纹公差,外螺纹实际大径尺寸都是小于螺纹理论大径的!其次,板牙套螺纹过程中材料受到挤压力会向大径方向延伸!螺纹底孔:螺纹底孔通常不等于螺纹小径!理论上:螺纹小径=大径-1.08螺距或通过查表确定螺纹底孔也可以通过查表确定!刀具及切削用量:进给速度一般设定为:300~600mm/min刚度允许情况下切削深度等于加工余量,留0.2~0.5mm精加工余量切削速度:高速钢(3~16mm铣刀)主轴转速500~1800r/min硬质合金铣刀主轴转速1500~3000 r/min背吃刀量粗车:8—10mm半精车:0.5—5mm精车:0.2—1.5mm精车:常取0.1—0.5mm进给量:粗车:0.3—0.8mm/r精车:0.1—0.3 mm/r切断:0.05—2 mm/r一般粗车直径余量:1.5~4,半精车直径余量:0.5~2.5,精车直径余量: 0.2~1.0,一、车端面S550rpm F0.5mm/r二、钻中心孔Vc=8-15m/min,钻直径6.3的中心孔:S600rpm F0.12mm/r三、钻孔Vc=20m/min,钻直径10的孔:S600rpm F0.2mm/r钻直径20的孔:S400rpm F0.25mm/r钻直径30的孔:S200rpm F0.3mm/r四、外圆粗车:S275rpm F0.5mm/r五、粗镗内孔:S550rpm F0.5mm/r六、精车外圆:S550rpm F0.2mm/r七、精镗内孔:S550rpm F0.2mm/r八、切槽、切断:S302rpm F0.1mm/r九、车螺纹:S200rpm Fxxxmm/r切削用量的选择自动计算转速、进给率:(与刀具、工件材料有关)数控车床可以利用截断切槽,但是注意刀角半径补偿B刀补、C刀补:B刀补:各段刀具中心轨迹之间采用圆弧连接,加工内轮廓时易出现干涉和过切C刀补:直接求出刀具中心轨迹交点的刀具半径补偿方法高度设置:参考点没有返回参考点功能就不能建立机床坐标系,但是没有返回参考点功能并不代表机床不能用,只是不能建立机床坐标系,但可以建立工件坐标系。
2024MasterCAM全套教程

程•MasterCAM软件简介与安装•二维图形绘制与编辑•三维实体建模与曲面设计•数控编程基础与操作指南目•模拟仿真与加工过程优化•常见问题解答与技巧分享录MasterCAM软件简介与安装MasterCAM功能特点全面的CAD/CAM功能丰富的加工策略高效的刀具路径生成强大的模拟与验证功能系统要求与兼容性操作系统MasterCAM支持Windows操作系统,建议使用64位系统以获得更好的性能和稳定性。
硬件要求软件对计算机硬件有一定要求,建议配置较高性能的CPU、显卡和内存,以保证软件运行流畅。
兼容性MasterCAM可以与其他CAD/CAM软件进行数据交换和共享,如SolidWorks、AutoCAD等,方便用户在不同软件之间进行数据转换和协作。
软件安装步骤及注意事项下载软件安装包从官方网站或授权渠道下载MasterCAM的安装包,确保软件的完整性和安全性。
安装前准备关闭杀毒软件和其他安全软件,避免安装过程中被误杀或阻止。
同时备份重要数据以防万一。
执行安装程序双击安装包中的可执行文件,按照提示完成软件的安装过程。
注意选择正确的安装路径和组件。
破解或激活软件如果需要破解或激活软件,请按照相关说明进行操作。
注意遵守法律法规和道德规范,不要使用非法手段获取软件授权。
界面布局与基本操作界面布局基本操作视图控制图层管理二维图形绘制与编辑基本图形元素绘制方法直线、圆弧和圆的绘制01矩形和正多边形的绘制02样条曲线和曲线的绘制031 2 3图形的选择、移动、旋转和缩放图形的修剪和延伸图形的镜像和阵列图形编辑技巧尺寸标注和文本添加尺寸标注的类型和设置文本的添加和编辑标注和文本的样式管理二维零件图的绘制装配图的绘制工程图的绘制030201典型实例练习三维实体建模与曲面设计三维实体建模基础概念实体与曲面的区别三维坐标系的理解实体是具有质量、体积和边界的物体,而曲面则是实体的表面。
在MasterCAM同的建模方法和工具。
MasterCAM练习图

CAD/CAM训练图册 主编:姚斌 李少文
陕航院陕飞技校数控教研组 前言
我国正处于先进制造技术发展时期,航天、航空、机械、汽车、轻工业等都需要先进技术的支持,先进制造技术离不开计算机辅助设计和计算机辅助制造的支持,而作为技校学生也需要掌握这些技术。
在技校学生学习CAD/CAM的软件时,原来使用机械制图习题集作为练习,由于大部分图形没有标注尺寸,或者不符合软件的作图方法。急需要有针对形的训练图册。
陕飞技校数控教研组在学校领导的关心和支持下,在姚斌、李少文、董黎平、邹虎等老师的共同努力下,于2006年编制了本图册。并经过2007年第一学期部分学生的试用,取得了良好的培训效果。 本图册适合Mastercam和AutoCAD时练习之用,也适合其它CAD/CAM软件练习之用。
(本图册仅供陕飞技校学生使用,不得翻印) 第一部分 平面绘图练习 练习1、绘点并连接成直线:
练习2:在圆周上画均布点并画图: 练习3:用极坐标方式画下图 练习4:用极坐标方式画下图
练习5:用倒角和垂线命令画下图 练习6:使用椭圆命令画下图 练习7:画多边形
练习8:使用镜像命令画下图 练习9:使用OFFSET(单体补正)画图1-9 练习10:使用OFFSET(单体补正)画图1-10 练习11:使用OFFSET(单体补正)画图1-11
练习12:使用移动或阵列画图1-12 练习13: 练习14: 练习15: 练习16: 练习17 练习18: 练习19:练习画剖面线 练习20: 练习21: 练习22: 练习23: 练习24 练习25: 练习26: 练习27: 练习28: 练习29: 练习30: 练习31: 练习32: 练习33: 练习34: 练习35:
练习36: 练习37 练习38:
第二部分 工程图及立体图 练习39:练习绘制图框及标题栏 练习40: 练习41: 练习42: 练习43: 练习44: 把下列轴测图画成三视图 练习45:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二维加工
(一)
加工要点提示:
1. 选择铣床
2. 设置毛坯
(1) 毛坯设置尺寸为: “X100,Y100,Z12”;
(2) 对刀点设置(素材原点)为工件的上表面几何中心点;
3.外形铣削
(1)选择φ12平铣刀进行加工。
切削参数为:进给速率500;主轴转速1500;下到速率500;提刀速率600;
(2)按顺时针方向铣削外形,采用电脑左补偿,刀具在转角处走圆角设置为“全
部”;
(3)深度方向最大切削量为“2”;
(4)外形分层采用一次粗切削和一次精切削,精切削量为“0.5”,深度分层粗
切量为“2”;
(5)采用进退刀功能。
4.平面加工
采用平面铣削的方式,去除2mm。
5.挖槽加工
(1)选择φ6平刀进行加工。
(2)深度分层粗切量为“1”,采用一次精切削,精切削量为“0.2”。
(3)采用等距环切的铣削方式,XY方向采用一次精切削,精切削量为“0.1”,
采用每层均精铣方式。.
(4)采用螺旋下刀(Enter-helix)方式,螺旋下刀高度(Z clearance)为“1”。
6.钻孔加工
(1)选择φ16钻头进行钻孔加工。
(2)由于φ16孔的深度均小于三倍的刀具直径,因此钻孔方式采用深孔钻
“Drill/Counterbor”方式。
(二)
加工要点提示:
1. 选择铣床
2. 设置毛坯
(1)毛坯设置尺寸为: “X200,Y280,Z22”;
(2)对刀点设置(素材原点)为工件的上表面几何中心点;
3.外形铣削
(1)选择φ12平铣刀进行加工。
切削参数为:进给速率500;主轴转速1500;下到速率500;提刀速率600;
(2)按顺时针方向铣削外形,采用电脑左补偿,刀具在转角处走圆角设置为“全
部”;
(3)深度方向最大切削量为“2”;
,深度分层粗”5.0外形分层采用一次粗切削和一次精切削,精切削量为“(4)
切量为“2”;
(5)采用导进退刀功能。
4.平面加工
采用平面铣削的方式,去除2mm。
5.挖槽加工
(1)选择φ6平刀进行加工。
(2)深度分层粗切量为“1”,采用一次精切削,精切削量为“0.2”。
(3)采用等距环切的铣削方式,XY方向采用一次精切削,精切削量为“0.1”,
采用每层均精铣方式。
(4)采用螺旋下刀(Enter-helix)方式,螺旋下刀高度(Z clearance)为“1”。
6.钻孔加工
(1)选择φ30钻头进行钻孔加工。
(2)由于φ30孔的深度均小于三倍的刀具直径,因此钻孔方式采用深孔钻
“Drill/Counterbor”方式。
加工要点提示:
2. 选择铣床
2. 设置毛坯
(1)毛坯设置尺寸为: “X200,Y120,Z22”;
(2)对刀点设置(素材原点)为工件的上表面几何中心点;
3.外形铣削
平铣刀进行加工。12φ选择(1)
切削参数为:进给速率500;主轴转速1500;下到速率500;提刀速率600;
(2)按顺时针方向铣削外形,采用电脑左补偿,刀具在转角处走圆角设置为“全
部”;
(3)深度方向最大切削量为“2”;
(4)外形分层采用一次粗切削和一次精切削,精切削量为“0.5”,深度分层粗
切量为“2”;
(5)采用导进退刀功能。
4.平面加工
采用平面铣削的方式,去除2mm。
5.挖槽加工
(1)选择φ6平刀进行加工。
(2)深度分层粗切量为“1”,采用一次精切削,精切削量为“0.2”。
(3)采用等距环切的铣削方式,XY方向采用一次精切削,精切削量为“0.1”,
采用每层均精铣方式。
(4)采用螺旋下刀(Enter-helix)方式,螺旋下刀高度(Z clearance)为“1”。
6.钻孔加工
(1)选择φ20钻头进行钻孔加工。
(2)由于φ20孔的深度均小于三倍的刀具直径,因此钻孔方式采用深孔钻
“Drill/Counterbor”方式。
二、三维加工
(一)先用proe软件构建如图所示三维实体,然后导入Mastercam设置合理加工参
文件保存到指定目录。nc数进行三维曲面粗精加工,并生成.
(二)